基于FTP和WinCC的纺纱络筒工序信息化系统
2015-01-27 06:38:06毛乾贝郭浩龙乔茜华王永华
自动化与仪表 2015年1期
毛乾贝,郭浩龙,乔茜华,王永华,2
(1.郑州轻工业学院 电气信息工程学院,郑州 450002;2.纺织服装产业河南省协同创新中心,郑州 451191)
络筒作为纺纱生产的最后一道工序,其任务是将管纱卷绕成筒子纱,清除纱线上的纱疵杂质,具有对纱线总体质量把关的功能,因此国内许多纺织厂家购置高质量的自动络筒设备以保证成纱质量。某纺织厂购置的25台进口全自动络筒机,均可实现单机实时信息监控,但需逐台查看、抄录产量等生产数据,造成“信息孤岛”现象,如果配置厂家的数据集成系统则价格昂贵。
络筒机单机控制系统均具有标准以太网接口,可联网实现信息化集中管理。本课题中的络筒工序网络基于工业以太网,采用FTP协议读取底层数据,并利用上位机组态软件WinCC实现人机交互。
1 总体网络架构
网络架构组建为三级级联物理架构,保证数据物理层通畅、避免拥塞[1]。各独立的络筒机作为一个节点集成到接入层工业交换机,构成第三级基础网络。接入层交换机集成到汇聚层交换机组成第二级网络。最后将汇聚层交换机连接到具有路由功能的核心工业交换机上,通过光纤连接至监控室服务器[2]。
交换机选用西门子公司的工业交换机,整个系统使用了3台8端口和2台5端口交换机[3]。网络基于FC(fast connection)技术连接,保证底层网络连接的可靠安全。具体网络架构如图1所示。
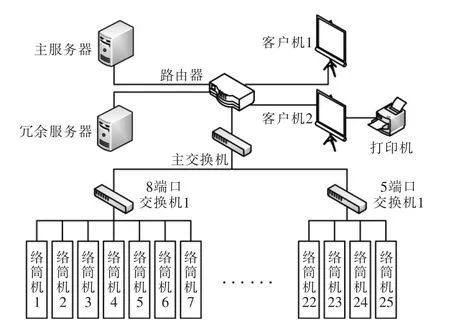
图1 网络整体架构Fig.1 Network overall architecture
监控中心配置有各种上层网络管理设备。主服务器用于完成整个网络生产数据的处理、逾百幅监控画面和各种生产信息报表的生成,以及系统的管理查询等;冗余服务器是为增加系统的安全性而设置的,在主服务器故障停机或者停机检修的情况下,系统仍可正常运行,保障监控中心数据的完整性和连续性;客户机可进行生产监控和管理、数据分析,主要作用是完成各条生产线的生产计划、设备管理、质量控制及分析、以及生产运行等;打印机用于打印趋势图、报警信息、生产数据等日常图表;具有路由功能的千兆网络交换机,增强集中监控系统的网络通讯功能,并预留与企业网络通讯的接口,使整个监控网络可与企业局域网相连。
监控中心各计算机的操作权限均采用密码授权的管理方式,避免可能出现的误操作而导致系统故障。不论是操作还是查询,均需经密码校对正确后方可进行,各操作人员的操作权限可根据相应级别进行设定或修改。
2 软件系统设计
软件系统主要由底层数据传输协议和上位机监控组态软件构成。传输协议使用简单的FTP协议,FTP是TCP/IP协议的一种具体应用,具有可靠、安全、高效的特点,它允许一台主机以文件操作的方式(如增、删、改、查、传送等)与另外一台主机相互通信,快速安全地获取数据[4]。整个信息化网络采用西门子公司的上位机组态软件WinCC(windows control center)来集中监控和进行数据处理,完成生产管理、数据查询和报表统计等功能。
2.1 络筒机数据获取
络筒机数据的获取采用FTP传输C-S架构,在络筒机控制系统中建立远端Sever服务器,监控室服务器以本地Client客户端的形式访问。
FTP需建立2种连接:一是客户端和服务器传输命令的连接,二是数据传送的连接。服务程序采用PAssive模式完成客户端和服务器传输命令的连接,建立数据传送连接。当客户端连接至服务器后,服务器发ACK确认信息给客户端,这个信息表示服务器在Server端打开了一个端口、并确定这个端口是空闲可用的,当客户端收到确认信息后,数据传输通道被建立并返回用户所需要的信息,即成功地建立了数据连接。
2.1.1 底层网络数据连接
WinCC可以兼容运行VBS脚本语言,在装有WinCC组态软件的服务器中用VBS脚本编写程序来读取远端Server的数据。远端服务器的产量文件,文件名格式为日期字符串加S1、S2或者S3(S1,S2,S3分别代表早中晚三个班次),类型为txt格式文件。用FTP方式访问络筒机控制系统并将需要数据保存至本地可调用数据获取函数实现。
在函数中定义IPAddress,User,Password,DestinationPath,DateStr等变量,IPAddress为FTP地址,User为FTP用户名,Password为FTP密码,DestinationPath为目标文件夹,DateStr为所要获取的文件名(此处为当前日期字符串)。通过对这些参数的调用,可得到目标文件夹,找到需要的数据文件。如果文件夹不存在则调用函数建立新文件夹,将读取到的数据文件存入该文件夹。
通过轮询方法实现对远端服务器的访问,逐一读取络筒机数据,然后将这些原始数据存储到Client本地目标文件夹中等待调用。循环调用数据获取函数,将所有远端服务器上的数据保存至本地。
对于读取到的数据文件,文件采用以日期和机台号命名的方法,方便查看和寻找,如2014年8月1日读取到的数据文件就以2014_08_01来命名。函数功能如下:读取络筒机的机台号,将当前日期转换成形如“2014_08_01”的字符串便于调用查询。
2.1.2 本地数据处理
获取到本地的数据实时写入关系数据库中存储、处理,以备调用。本系统中使用SQL Server数据库实现信息的统计、汇总、修改、添加、删除以及浏览和查询等功能。
远端服务器读取到的本地数据仍然是比较原始的数据,需要进一步处理,筛选出需要的数据。部分原始数据如下所示:
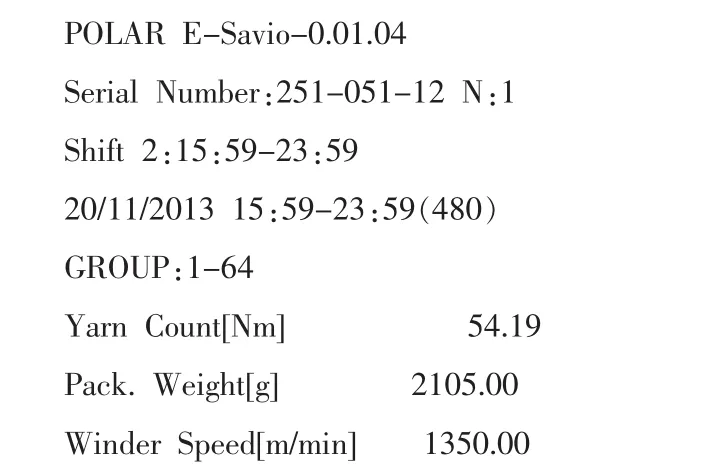
其中Pack.Weight[g]为该班该机台的产量值,单位为kg。现以此值为例来说明对本地数据的处理。
以txt格式保存的数据,在存入关系数据库前必须转换成相应的字符串变量,用自定义函数Str-LuoTongWeight(FilePath)来读取以txt格式保存的原始数据,并获取该数据中的产量信息,至此获取到本地的数据处理完毕,然后调用数据库函数将处理好的数据存入数据库。如果需要转换的文件不存在则调用StrLuoTongWeight=" "函数,将此络筒机对应的值设置为空。
获取产量信息值后,在关系数据库中将该产量值与机台号、品种、工号等生产管理信息处理一一对应起来,供WinCC建立交互关系时使用。函数流程如图2所示。
2.2 人机交互系统
整个人机交互系统架构基于WinCC组态软件设计[5],由逾百幅实时动态画面和几十个报表组成,主要实现现场监控、生产管理、数据查询等功能。
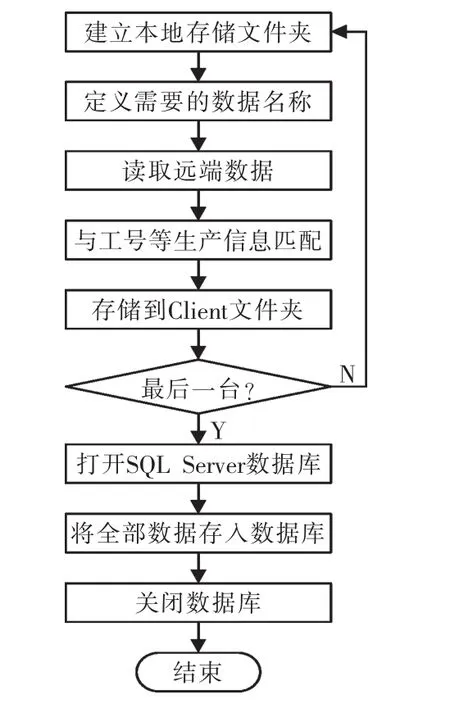
图2 主要函数流程图Fig.2 Flow chart of the main function
2.2.1 主控画面
主控制界面集中展示了整个车间各机台的物理布局、运行状态以及信息化系统的主要功能。主控画面的布局基于车间机台实际位置,二者基本保持一致,清晰呈现现场生产状态。画面中,通过不同颜色表示机台的不同运行状态,如机台的启停等。画面功能菜单分为两级,一级为系统的主要功能类大项,整体分为现场监控、生产管理、数据查询、数据报表4部分;二级为各个工序的详细状态,在现场监控菜单有前纺、细纱和络筒等工序的监控信息,用于单工序查询;数据查询分为机台班产、员工日产、生产系数和个人产量等,具体如图3所示。主控画面为整个车间的监控画面,在此主要介绍络筒工序。
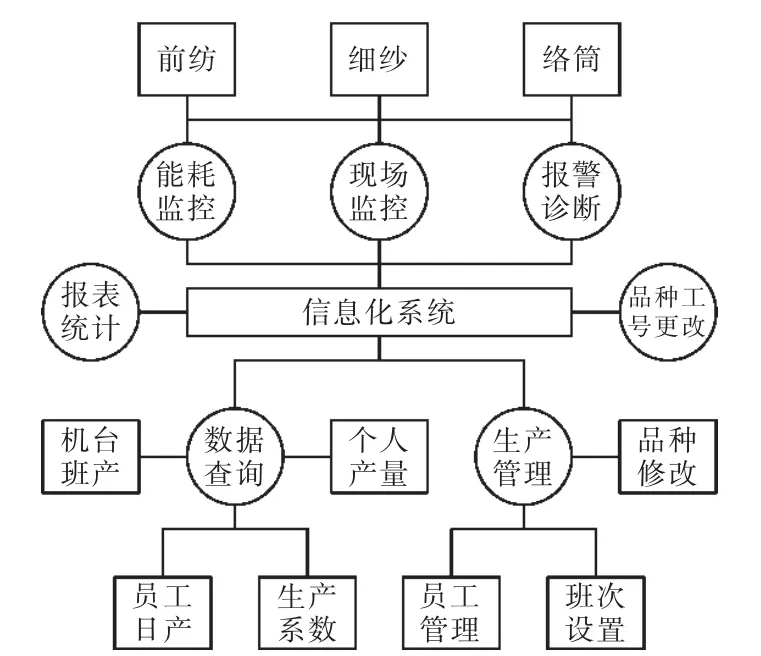
图3 信息化系统整体功能Fig.3 Global function of the information system
2.2.2 生产管理
一个完善的信息化系统不仅包括对底层数据直观实时的显示,更需要方便用户的操作、对生产的管理、促进公司的ERP(enterprise resource planning)建设,为企业决策层及员工提供决策运行手段的管理平台。为了融入公司ERP系统的建设,在本系统中加入了生产管理设计,可以实现员工管理、班次设置、品种修改、品种维护等功能,如图 4所示,方便用户对生产的管理。增加报表统计功能,包括历史报表和实时报表2部分,用于存档查询,完善企业ERP的产品数据管理和质量管理[6]。

图4 生产管理系统画面Fig.4 Frame of PMS
2.2.3 数据查询
生产管理数据存储到数据库中永久保存,用于对目标数据的管理、查询、检索,方便管理者的调档查询,历史生产数据调用。生产数据将存储在SQL Server 2005数据库中,生产数据部分可以提供的主要数据有:日期、班次、机台号、品种、批次、定量、产量(包括长度和重量)、挡车工工号、姓名等。
系统增加了强大的数据查询功能,可以实现机台班产、工序日产、个人产量、品种月产、员工看台、机台品种、机台特性、揩车部保、能耗查询、产量查询等功能,如图5所示。对于产量的查询,在必选条件里通过工序、轮班、班次等条件的选择进行查询;如果需要进一步具体查询选择品种、批次、机台等条件,筛选所需要的详细信息。
3 结语
利用FTP传输协议和WinCC组态软件设计的络筒机数据处理系统,通过逾百幅生产画面和数十个生产报表完成了对某纺织厂络筒工序25台单机设备重要生产信息的采集,如产量、筒数等参数;加入报表查询、生产管理、员工工号更改等功能,减少了工作人员50%以上的工作量。系统数据传输稳定、界面友好、功能全面,方便用户对生产的管理和数据查询。系统在运行初期,针对工艺操作要求及运行中存在的问题,作者进行了改进和完善,现在整个系统运行稳定,操作简单方便。系统的投运减轻了管理人员的工作量和劳动强度,提高了工作效率,各项功能均达到设计要求,受到企业的好评。
[1] 胡惠玉.基于工业以太网实现上位机对远程PLC的监控[J].长春工程大学学报,2011(2):113-116.
[2] 王永华,A Verwer(英).现场总线技术及应用教程[M].2版.北京:机械工业出版社,2012.
[3] 崔坚,李佳,杨光.西门子工业网络通信指南[M].北京:机械工业出版社,2005.
[4] 王丽华.浅析FTP工作原理及应用技术[J].石家庄职业技术学院学报,2007(4):28-29.
[5] 张晓杰.基于WinCC的数据采集和监控系统设计[J].工业仪表与自动化装置,2007(4):53-55.
[6] 西门子(中国)有限公司,自动化与驱动集团.深入浅出WINCC V6[M].北京:北京航空航天大学出版社,2004.
猜你喜欢
现代信息科技(2023年6期)2023-06-25 20:59:50
昆钢科技(2022年2期)2022-07-08 06:36:14
国际纺织导报(2021年11期)2021-02-14 03:14:48
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
商品与质量(2019年45期)2019-06-16 09:56:40
纺织器材(2016年3期)2016-06-30 01:29:18
工程建设与设计(2016年1期)2016-02-27 10:50:23
中国纺织(2015年7期)2015-09-07 00:14:18
湖南文理学院学报(自然科学版)(2014年4期)2014-05-13 11:00:58