
叶片脉冲电解加工过程的多场耦合模拟
2015-01-23 05:57:10干为民
电加工与模具 2015年2期
江 伟,干为民,张 晔
(1.合肥工业大学机械与汽车工程学院,安徽合肥230009;2.常州工学院江苏省数字化电化学加工重点建设实验室,江苏常州213002)
与直流电解加工相比,脉冲电压电解加工是以周期脉冲电压间断性供电,使工件在电解液中周期性溶解。当采用高频脉冲电源电极供电时,对应的阳极材料发生高频率间断性周期溶解反应。在加工过程中,加工间隙中的电解液随着脉冲电压占空区域的流动保证流场、电场和温度场的稳定,阴极刀具进给,阳极材料的蚀除能力增强,从而使加工精度、表面质量和加工效率得以提升。因此,研究高频脉冲电解加工对加工过程中工艺参数的优化改进有着重要的意义[1]。传统的电解加工仿真模拟一般基于电场和流场的独立场,实际电解加工是复杂的多物理场耦合,而单一物理场的仿真计算显然不能准确地反映实际加工过程中电场、流场和温度场之间的相互作用,很难得到与现实情况相近相符的分析结果。
1 理论依据
1.1 电解加工基本原理
电解加工是基于阳极金属材料在电解液中发生电化学反应溶解的原理,利用成形的阴极工具将阳极工件加工成形的工艺技术[2],其加工原理见图1。两个金属导体(阴、阳极)同时插入装有电解液的电解池内,并在阴极和阳极之间施加一定的电压,当电流通过电解池时,阳极发生氧化反应而使材料溶解,阴极发生还原反应而析出气体。加工过程中,伴随阴极的相对进给运动,工件材料被不断地溶解蚀除,阴阳电极间维持等间隙,高速流动的电解液将电解产物带出加工区,阳极工件表面逐渐形成与阴极工具相似的形状[3]。
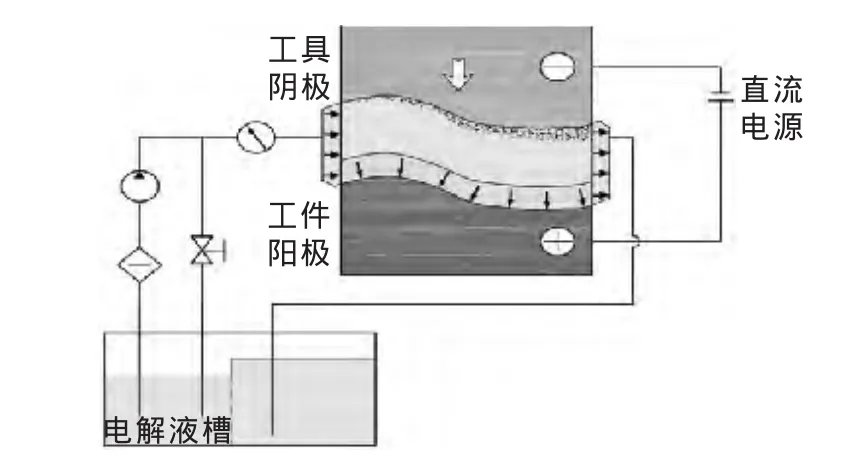
图1 电解加工原理图
1.2 电解加工过程中各物理场之间的关系
电解加工是一种复杂的电化学加工过程,影响电解加工特性的主要因素有电场、流场、温度场、化学反应及几何结构场。图2清晰地表达了电解加工过程中各物理场之间的相互作用。
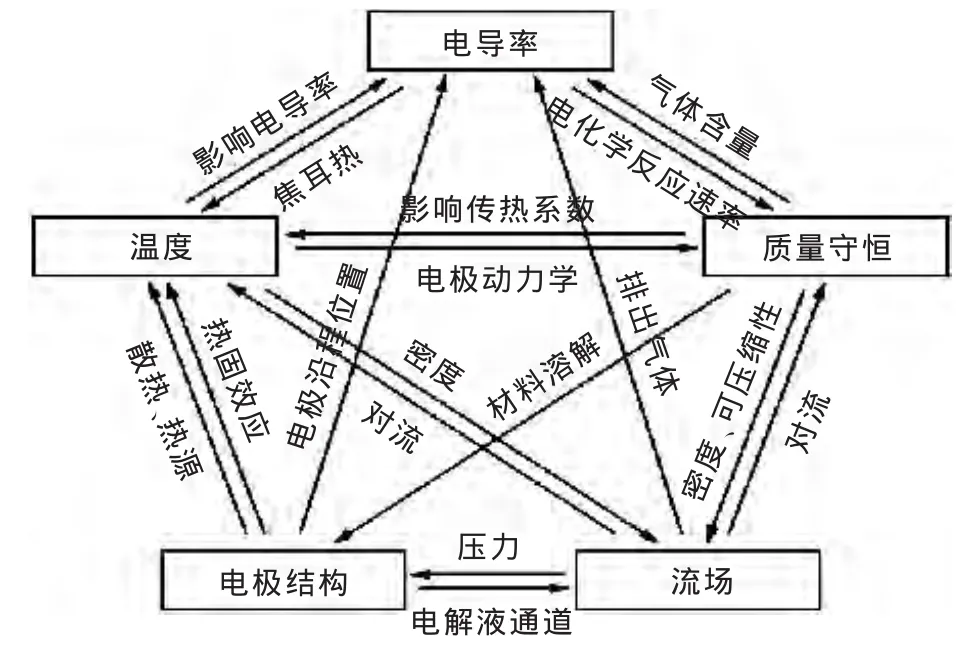
图2 电解加工多物理场耦合关系图
1.3 电解加工间隙中的特性分析
电解加工技术是基于电化学溶解理论[4]、电场电子转移理论及流场流动理论,从微观上看,包括发生于“电极/溶液”微尺度界面上的电荷转移、扩散层中的液相传质及电解溶液内部的电解质离子迁移[5]。法拉第定律描述了电极上通过的电量与电极反应物重量之间的关系,是电解过程遵循的基本定律,故也被称为电解定律。法拉第第一定律为:电流流经电解液时,阴极析出的气体质量或阳极溶解的金属质量与通过离子、电子导体的总电量成正比,在此假设忽略阳极析出极少数氧气,阳极仅发生金属溶解而无其他物质生成或消耗。根据法拉第第一定律可推导出单位时间、单位面积上的阳极材料溶解率:

式中:I为电流;n为元素化合价;Na为阿伏加德罗常数;e为元电荷;S为面积;i为电流密度。
电解加工过程中,电解液作为电解加工内的导电介质形成电流回路。随着阴极的周期性进给,阳极工件主要发生电化学反应溶解,以离子形态离开电极表面进入电解液,迅速与电解液中的OH-结合,形成难溶性化合物;阴极主要发生析氢反应、气泡聚集长大等过程进入电解液;电流通过电解液产生焦耳热;电解液从间隙入口高速流入,将加工产物、热量带离加工区,使电解加工系统处于一个稳定状态。电解反应速率由电极表面的电流密度决定,理论上,在阴、阳极几何形状确定的情况下,表面电流密度主要取决于电解液电导率的分布,而电解液电导率k受加工间隙内气体含量βgas、电解液温度T的影响,关系为:

式中:bp为Brugeman系数;α为温度影响因子,一般取 0.016;T=298.15 K;k0=14.7 S/m。
通过传统研究发现,在电解反应过程中,影响电解液电流、电极电位分布的主要因素有:电极几何因素、电极和电解液的导电能力、电极反应动力学(活化极化)及稀物质传递过程(浓度极化)。电解反应的基础是液相传质,降低电极表面发生浓度极化,其主要机理有:压力梯度的对流、浓度梯度的扩散及电荷电势的迁移。电解液中离子B的浓度cB可表达为:
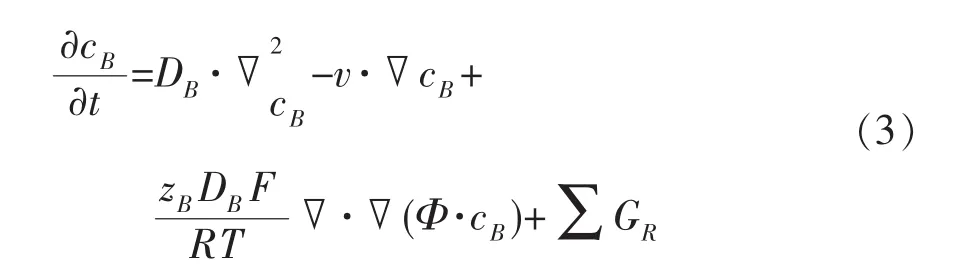
式中:DB为扩散系数;v为电解液流速;Φ为电极电势;GR为化学反应的浓度变化;zB为电解液中离子B的电荷数;F为法拉第常数。在进行电解加工研究时,通常忽略溶液的浓度变化。

将式(3)两边乘以离子电荷数zB,对所有离子求和。根据电子守恒定律:
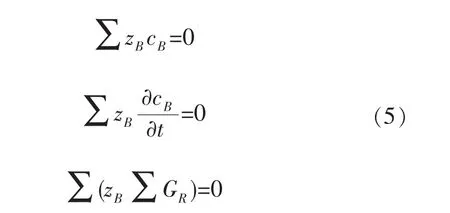
得到电解液电流、电极电位分布方程,即拉普拉斯方程:

由此得出,溶液内部任一点的电流密度为:

2 脉冲电解加工多物理场耦合仿真
脉冲电场电解加工与常规直流电解加工过程不同,是一种周期性波动的材料电化学溶解过程。直流电解加工在宏观上是稳定的,加工电压不随时间变化[6];而脉冲电解加工描述的是电极电压随时间周期性波动变化的电化学溶解过程。因此,研究脉冲电场条件下的材料电化学溶解和阳极成形规律具有实际意义。
在加工间隙中应是气、液、固三相流,由于电解产物所占的体积比很小,对电解液电导率和密度的影响很小。为了简化模拟,做出如下假设:①两相均匀流,即气泡在电解液中均匀分布,电解液不可压缩,气相状态变化服从理想气体状态方程,忽略气泡对流体流动分布的影响;相间满足质量守恒定律,沿电解液流动方向的横截面上均匀分布各相参数;②电解液内部电流产生的焦耳热作为温度场传递的热源,忽略电解反应过程中的化学热对电解液温升的影响;③ 电解液的动力粘度μ=0.001 Pa·s。下面对脉冲电解加工所涉及的物理场进行分析:
(1)不可压缩流体场
加工电解液流动满足不可压缩流体的Navier-Stokes方程:
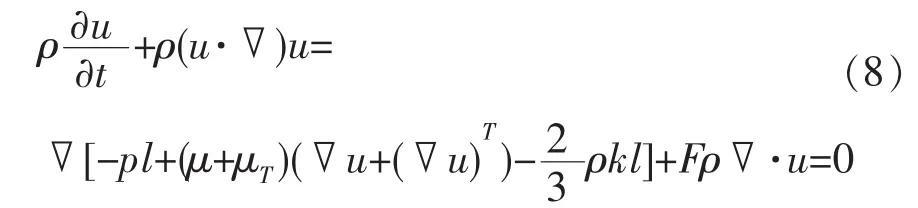
式中:ρ为电解液密度;u为速度;μ为动力粘度;l为流场长度;F为压力;k为电导率。电解液压力入口边界条件为压力,无粘滞应力。
(2)脉冲电场(腐蚀,一次)
假设:①加工间隙内电场为脉冲电压电场;②电极表面为等势面,忽略过电位对电极表面电势分布的影响,电流分布类型为主。
假设电解液满足各向同性,电势Φ分布符合拉普拉斯方程。根据电解定律,此时阳极表面材料法向去除速率vn为:

式中:η为电流效率,表示阳极工件溶解对应所需的电量与电解液系统电流回路总电量的百分比;ω为体积电化当量;i为电流密度。
采用脉冲电压电解加工时,法向电流密度in的大小直接影响阳极工件极化过程和阳极电解的电流利用率。
(3)流体传热场
加工间隙电解液入口压力Pin=1.2 MPa,出口压力Pout=0.8 MPa,保证电解液高速的流动。忽略电化学反应热,可得到求解加工间隙内电解液温度分布的能量传导方程,其中,焦耳热Q为广义热源,与电极电解功率损耗耦合。

式中:Cp为电解液比热容;k为电解液传热系数;∇T为温度变化;Q为电流通过焦耳热,根据焦耳定律得到Q=UI。
在电解加工系统中,通常阴极电极和电解液的导热系数相差几个数量级。因此,可认为阴极和外界空气的热量交换很快,电极/电解液界面电极一侧温度等于环境温度:

(4)稀物质传递场
电解加工产物主要为金属阳离子、氢气和少量氧气,均可视为连续流体中的离散相或稀相传输。稀物质传递机理主要包括迁移、对流和扩散作用。电解加工主要包括:电极/电解液界面附件浓度梯度引起的扩散、电解液流动产生的对流作用。根据Fick扩散定律、流体对流传质、电化学反应方程等得到稀相质量传输方程:

式中:ci为稀物质i的浓度;Di为稀物质中i的扩散系数;Ni为稀物质中i的质量通量。
根据上述公式可求得电解加工间隙各处的H2和Q2气体浓度。然后,联合加工间隙各处的电解液温度T、流速u和压力Pa,根据标准气体状态仿真可求出各处气体含量:

式中:CH2为 H2的浓度;CO2为 O2的浓度;T 为温度;R为标准气体常数。
(5)移动网格物理场
脉冲电场电解加工时,电极阳极电压动态变化。因此,高频脉冲电解加工的过程仿真必须是动态的。本文通过有限元分析软件COMSOL自带的移动网格物理场,通过解析节点的位移来表示控制域和阳极边界的变形。
3 叶片的建模与仿真的实现
3.1 脉冲函数的建立及Matlab脚本处理
本文选用COMSOL Multiphysics对叶片三维模型(图3)的电解加工耦合模拟。由于分析的内容涉及电解加工的电场、流场、化学反应及其生成物的传递,因此,选择流体模块、电化学腐蚀模块、化学物质传递模块、流体传热和移动网格物理场模块。

图3 叶片模型网格的划分
研究表明,电解加工的电解液流动状态对电解加工的稳定性和精度有影响。研究人员提出多种工艺措施来改变电解加工过程中的电解液流动状态,促进电解液更新。采用脉冲电压进行电解加工,电解产物可在脉冲间歇时间内得以充分排出,有利于脉宽时间内获得更高的电流密度,提高脉宽时间内的材料集中蚀除能力;同时,电解液的更新速率加快,促进了加工产物的排出,使加工间隙分布趋于均匀,材料溶解的定域性增加。脉冲电场是指电极电压随时间周期性变化的通电形式,本文的脉冲电压采用方波函数(图4):

式中:U(t)为脉冲电场电压;A为电极电压脉动幅值15 V;T为电压脉动周期10-4s。
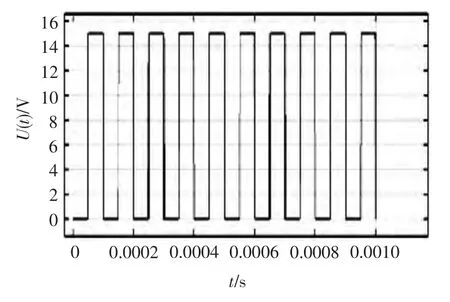
图4 脉冲电压方波函数图像
对于脉冲电解加工多场耦合问题,模拟完整的电解加工过程,电解液内部流动、析出气体浓度变化及加工反应去除材料,必须要选择去做一个循环迭代求解计算。使用“system”命令从Matlab会话中启动COMSOL服务器,然后在命令提示符中使用“mphstart”建立连接,运行 Matlab函数的 COMSOL模型 (“全局定义>函数”)时,将启动Matlab和COMSOL连接。
model=mphload('yepian_llmatlab'); %
fori=1:n%
循环n次,n个周期
model.study('std1').run; %
循环求解利用的是瞬态求解器1
……
3.2 模拟仿真结果对比
3.2.1 求解脉冲电压电解加工的电解液气泡浓度和电导率变化
(1)脉冲电压电解加工流场、电场和温度场之间弱耦合
如果先求解流场、再求解电场和温度场的耦合,则会产生一个流场、电场和温度场的弱耦合多物理场问题。COMSOL内置求解器通过设置求解顺序可满足这种弱耦合的求解需求,同时可简化计算机求解非线性物理场收敛问题。研究脉冲电压在电解加工过程中的影响,得到电解加工过程中析出气体浓度和电解液电导率的变化(图5、图6)。
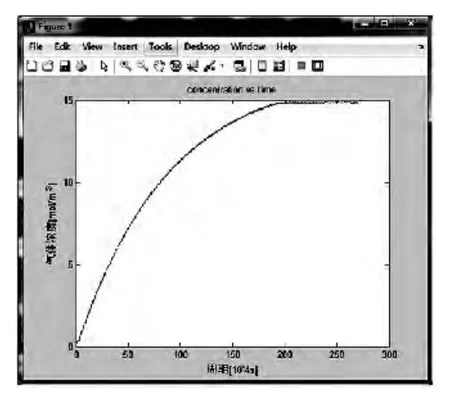
图5 浓度随加工时间的变化
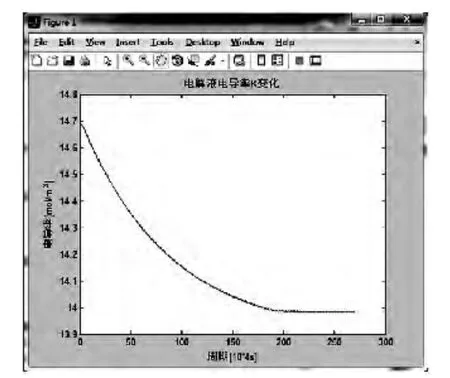
图6 电导率随加工时间的变化
(2)脉冲电压电解加工流场、电场和温度场之间强耦合
为了更好地研究电解加工过程中流场、温度场和电场的直接相互耦合关系,同时求解流场、电场和温度场的强耦合,虽然对计算机求解非线性物理场收敛问题的要求更高,但具有实际的电解加工工作意义。研究脉冲电压在电解加工过程中对电解液流场流动、电流密度分布及电解液电导率的影响,得到电解加工过程中析出气体浓度和电解液电导率的变化(图 7、图 8)。
从初始加工开始,强耦合计算的电场、温度场、流场强耦合较快地达到稳定加工状态,得到的电解液内部的气泡浓度相对较小,能很好地反映出脉冲电压电解加工的完整模拟过程。在脉冲电压方波占空期间,电解液内部的气泡及时得到排出,流场流动能迅速恢复稳定,电流密度分布均匀。而弱耦合计算得到稳定加工状态的电解液气泡浓度很大,且电导率较低,极易导致加工材料表面粗糙、有沟痕,精确度不高。
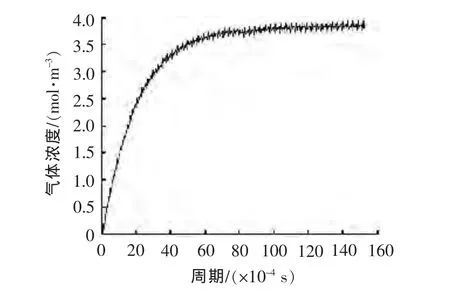
图7 浓度随加工时间的变化
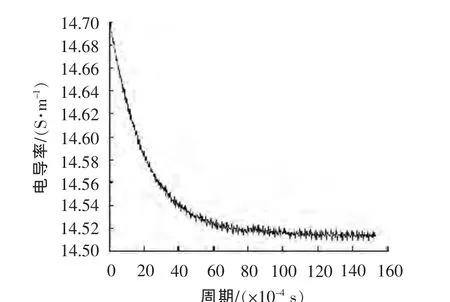
图8 电导率随加工时间的变化
3.2.2 求解脉冲电解加工电解液流动、电流密度和温度场分布
研究高频脉冲电压电解加工对电解液平均气泡浓度、电解液电导率的影响。从图7、图8可看出,气泡浓度和电导率在第100个周期加工时接近稳定状态,电解液电导率和平均气泡浓度趋于稳定。可以看出电解液流速、气泡浓度和电流密度模分布,当脉冲方波电压取值15 V,电极两端通电工作,阳极材料溶解去除,随着流场的流动排出电解池,当阳极电压跳跃0 V时,电极不再工作,而电解液流场流动带走前一个周期产生的气泡和杂质,流体分布均匀稳定,保障下一个周期电极电解工作。图9~图12分别模拟电解加工在0.01 s时刻的电解液内部气体浓度、电解液流动、电解质电流密度和温度的分布。
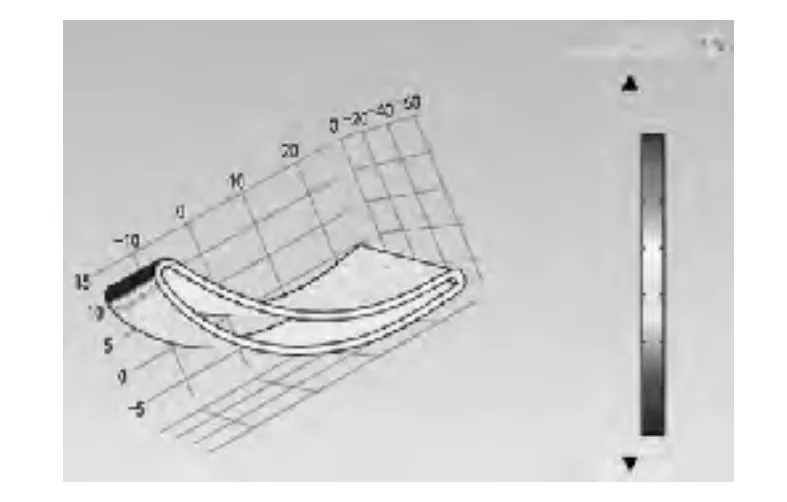
图9 浓度分布
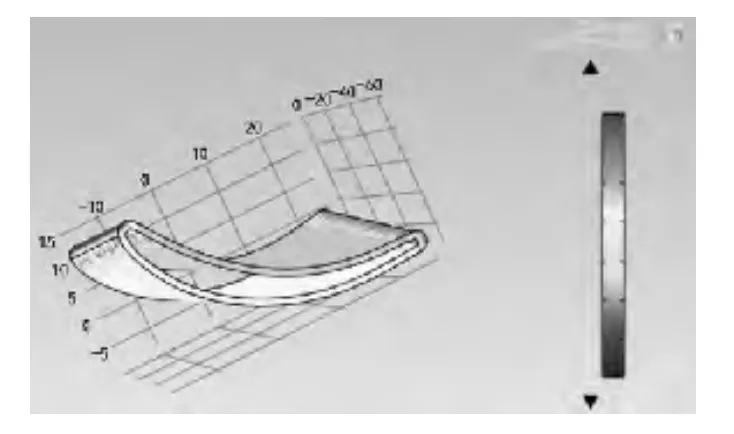
图10 流体速度分布
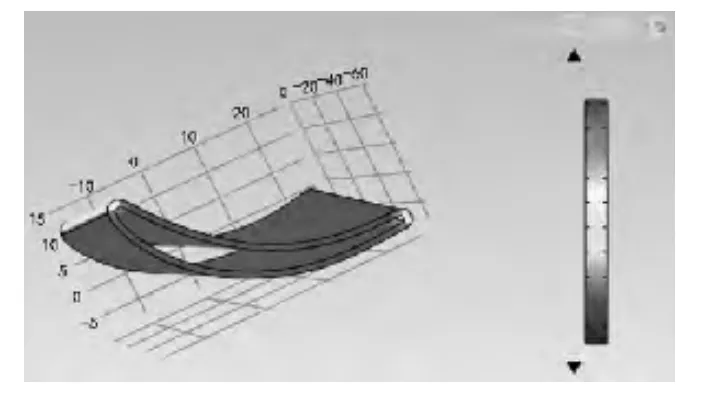
图11 电解质电流密度模分布
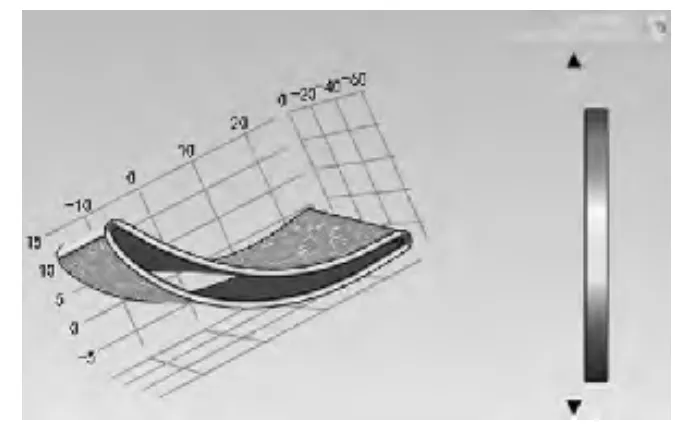
图12 电解液内部流动温度分布
通过模拟结果图可看出,在脉冲电压电解加工过程中,加工间隙浓度、流体流动、电流密度及温度分布都很均匀,只有在进出口部位有滞空现象,因为流体的流动是从加工间隙入口进入,带走溶解的杂质和气泡,再从出口流出,加工间隙中的气泡浓度增加幅度与流体流动带出减少幅度达到一个平衡状态。相应地,电导率的变化趋于稳定,这是脉冲电压的脉冲效应所引起的。温度分布的均匀稳定也验证了前面推倒的流体传热场的热平衡公式。而在传统的直流电解加工中,阴阳极电势差恒定,阴极不断析出氢气,气体浓度随着加工时间会越来越大,电导率持续减小,这将直接影响表面加工质量。脉冲电解加工的阳极表面质量随气体浓度、流体流动和电流密度分布的稳定而改善。
4 结语
本文在原有单场分析的基础上,综合考虑流场、电场和温度场之间的耦合作用,对航空叶片三维模型进行了弱耦合和强耦合仿真求解。对比结果表明,电场、流场、温度场强耦合得到的仿真数据比弱耦合求解更具有参考性和稳定性。为获得满足要求的加工参数,常通过加工试验法或参数表获得经验参数,这些方法耗时长、成本高。本文采用数值模拟仿真的方法,能缩短加工前的准备时间,优化加工参数。对电解加工过程进行电场、流场和温度场等多场耦合仿真,能为实验平台的搭建提供更好的参考依据。
[1] 秦艳芳,张晔,江伟.高频窄脉冲电流电解加工叶片过程的耦合场数值模拟 [J].机械工程师,2014(6):129-131.
[2] 徐正扬.发动机叶片精密电解加工关键技术研究[D].南京:南京航空航天大学,2008.
[3] 房晓龙.管电极电解加工关键技术研究[D].南京:南京航空航天大学,2013.
[4] 李志永,朱荻.基于叶片电解加工电场和流场特性的阴极设计及工艺试验研究 [J].中国机械工程,2006(14):1463-1466.
[5] 朱保国.脉冲电化学微细加工关键技术研究 [D].哈尔滨:哈尔滨工业大学,2003.
[6] 王维,朱荻,曲宁松,等.管电极电解加工工艺过程稳定性研究[J].机械工程学报,2010(11):179-184.
猜你喜欢
化工管理(2022年14期)2022-12-02 11:44:06
陶瓷学报(2021年1期)2021-04-13 01:33:38
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:34
山东冶金(2019年5期)2019-11-16 09:09:12
山东冶金(2018年6期)2019-01-28 08:15:06
材料科学与工程学报(2016年1期)2017-01-15 13:33:40
电源技术(2016年2期)2016-02-27 09:04:59
中国资源综合利用(2016年7期)2016-02-03 03:00:19
船舶标准化工程师(2015年5期)2015-12-03 11:00:28
低温与特气(2014年4期)2014-03-20 13:36:50
