PLC技术在机械开关量控制系统中的应用
2015-01-17 12:27钟峰
电脑与电信 2015年4期
钟峰
(怀化职业技术学院,湖南 怀化 418000)
PLC技术在机械开关量控制系统中的应用
钟峰
(怀化职业技术学院,湖南 怀化 418000)
由数字方式来完成操作的可编程逻辑控制器在工业控制系统中已显示出其无与伦比的优势,本文分析了PLC技术不仅可取代继电器控制系统,还可进行复杂的生产过程控制和应用于工厂自动化网络。其应用的高可靠性和简洁性保障了机械开关量控制系统的实现。
可编程控制器;机械;控制系统;自动化
1 PLC及其概述
PLC是可编程逻辑控制器的简称,它以微处理器为核心,具有控制功能强、可靠性高、使用灵活、易于扩展等特点。它不仅可以取代继电器控制系统,还可以进行复杂的生产过程控制和应用于工厂自动化网络。与其它工业控制装置相比具有以下几点优势:
(1)控制方式灵活。在传统工业控制装置中继电器的控制大多采用硬件接线方式,主要利用其机械触点的串联或并联及延时继电器的滞后动作等组合形成控制逻辑。其连线方式多而复杂,且体积和功耗都较大。而PLC采用存储逻辑方式,将控制逻辑以程序方式存储在内存中。只需要改变其程序即可达到改变控制逻辑的目的。
(2)控制速度快。传统继电器控制逻辑主要依靠触点的机械动作实现控制,其工作频率低,开合动作一般要用几十毫秒。PLC由程序指令控制半导体电路来实现对系统的控制,速度较快,且不会出现抖动等问题。
(3)延时控制准确。PLC采用半导体集成电路做定时器,时基脉冲由晶体振荡器产生。与靠时间继电器的滞后动作实现延时控制效果的继电器控制系统比较,不易受环境温度和湿度的影响,精度很高。
(4)实施周期短。用继电器来实现对一项工程的控制,由于其设计、施工、调试等必须依次进行,所以周期往往较长,且修改困难。而若用PLC来实施,在完成系统设计后,施工与控制逻辑的设计可以同时进行,所以其周期较短,且修改方便。
(5)可靠性和可维护性强。由于继电器控制系统采用了大量的机械触点,连线也多。其触点的开合也会受到电弧的损坏,还有机械磨损,因而寿命较短,可靠性和可维护性都差。PLC则采用了微电子技术,用大量无触点的半导体电路来实现开合动作,其可靠性和维护性都较强。
2 PLC在控制系统中的设计原则
PLC控制系统的设计主要包括了系统设计、程序设计、施工设计和安装调试等几个方面。结合PLC控制系统自身的特点,在设计过程中主要遵循以下几点原则:
(1)充分原则。充分发挥PLC的控制功能,最大限度地满足被控对象的控制需求,这是设计PLC控制系统的首要前提。这就要求设计人员必须在设计前认真分析生产工艺,掌握控制对象的基本情况与需求,并收集整理国内外相关先进的技术资料,拟定控制方案。
(2)简洁原则。在控制系统设计中工程的效益和成本都是该考虑的基础问题。这也要求设计者不仅应该使控制系统简单、实用,又要保障其维护方便、成本低廉,不能盲目追求其自动化的高指标和高成本。
(3)安全性原则。系统的安全性是任何一项工程设计的核心要求。在方案选择、系统设计、元器件选择、软件编程中都要充分考虑最成熟、合理的技术,以确保控制系统在正常情况下有效运行的安全与可靠。同时还要考虑到断电、按错按钮等突发意外情况。
(4)可扩展性原则。考虑到生产发展和工艺技术的不断改进,因此在选用设计PLC方案时,不论在I/O点数和内存容量等问题上都要适当考虑留有余地。
3 PLC在机械开关量控制系统中的应用
由于PLC的高可靠性和应用简洁性,使其能广泛应用于各种生产机械和生产过程的自动控制中,特别是在I/O开关量控制系统中的应用,更显示出了它的优越性。
(1)确定I/O开关量的点数。由于PLC的控制对象是工业生产设备或工业生产过程,它主要通过I/O接口来与生产过程实现联系。所以,一定要首先根据工艺控制条件对I/O开关量的要求进行统计。在确定量的基础上预留出至少15%-20%的余量。同时,为了保证在紧急情况下(包括PLC发生故障时),能可靠地切断PLC的负载电源,所以可以设置一个交流接触器KM。
(2)确定PLC存储器的容量。PLC的存储器用于存储用户程序和数据,一般有内置式和外插式两类,存储器容量选择按如下方式进行估算[2]:存储器容量(指令字)=数字量I/O点数×10+模拟量I/O点数×25+特殊量I/O点数×100。
(3)程序的总体结构设计。机械式自动控制装置大多具有单步、单周期、连续和回位等主要工作方式,一般用开关SA进行选择。在程序的总体设计上,我们也可分为公用程序、自动程序、手动程序和回位程序等几部分。其中自动程序可包括单步、单周期和连续工作的程序。效果如图1所示。

图1 程序总体结构图
(4)各部分程序设计
A、公用程序。主要用于自动程序和手动程序相互切换的处理。当系统处于手动工作方式时必须将初始步以外的各步对应辅助继电器复位,同时将表示连续工作状态的继电器复位,以避免出现可能同时有两个活动步的异常情况出现。效果如图2所示。
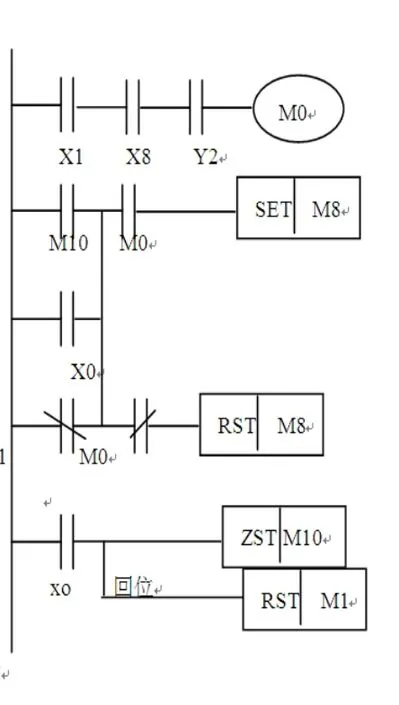
图2 公用程序
B、手动程序。要根据设计需要将手动控制对应的按钮一一规划。为了保证系统的安全运行,有时还要设置一些必要的联锁。如机械上行、下行与左右移动之间的互锁,上行、下行与左行、右行之间的限位等。
C、自动程序。使用通用指令的编程方式设计出的自动程序也可采用其它的编程方式进行编程,只要能满足总体设计需求即可。系统工作在连续、单周期(非单步)工作时,某些按钮的常闭触点接通,使相关继电器处于ON状态,串联在各部电路中的常开触点接通,允许步与步之间的转换。
D、回位程序。在回位程序工作方式下,按下回位启动按钮,回位控制继电器状态打开后,机械的其它控制位将停止工作或回到上限位,达到原点复位条件。此时在公用程序中的初始步被置位,为进入单周期、连续或单步工作方式做好准备。
(5)程序综合与模拟调试
由于在分部分程序设计时已经考虑了各部分之间的相互关系,因此只要将公用程序、手动程序、自动程序和回位程序按照机械程序的总体结构综合起来即可完成相应机械控制系统的PLC程序。模拟调试时各部分程序可先分别调试,然后再进行全部程序的调试,也可直接进行全部程序的调试工作。PLC在机械开关量控制中的参量可如下表所示。

表1 开关量控制参量
4 结束语
为充分实现可编程控制器在机械应用控制中的强大功能,还需对可编程控制器所控制的对象有全面的了解。虽说PLC技术在机械控制系统中得到广泛应用,并且已发挥着不可替代的作用,但是目前仍然还存在着一些需要解决的问题,这也要求我们继续不断学习最先进的可编程控制技术,让其在机械系统中的价值得到最大化的体现。
[1]徐德.可编程序控制器(可编程控制器)应用技术[M].济南:山东科学技术出版社.2005.
[2]张桂香,张志军.PLC的选型与系统配置[J].微计算机信息,2005,21.
[3]陈挺.PLC技术在变压器冷却系统改造中的应用[M].硕士.中国石油大学,2010.
[4]郑文波.网络技术与控制系统的技术创新[J].测控技术,2006,9.
[5]胡克强.基于PLC自动化电气控制应用探讨[J].科技创新导报,2013,2.
TheApplication of PLC in Mechanical Switch Quantity Control System
Zhong Feng
(Vocational and Technical College of Huaihua,Huaihua 418000,Hunan)
Digital programmable logic controller shows its unique advantages in industry control.This paper analyzes that the PLC technology not only can replace the relay control system,but also can complete complex production process control and be applied to factory automation network.The application of high reliability and simplicity ensures the implementation of mechanical switch quantity control system.
programmable controller;mechanics;control system;automation
TP241
:A
:1008-66609(2015)04-0063-03
钟峰,男,湖南沅陵人,讲师,工程师。研究方向:应用电子,嵌入式技术,通信技术。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
军民两用技术与产品(2020年8期)2020-09-07
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
山东工业技术(2019年13期)2019-05-30
铁道通信信号(2019年11期)2019-05-21
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年6期)2018-01-19
电子制作(2017年19期)2017-02-02
当代化工研究(2016年6期)2016-03-20