一种灌装机气动组件实验研究和改进*
2015-01-15 03:07:46孙国梁李少波杜飞龙
现代机械 2015年1期
孙国梁,李少波,何 玲,杜飞龙
(贵州大学 现代制造技术教育部重点实验室,贵州 贵阳 550025)
1 概述
全气动的灌装机由于压缩空气流速较快,使得气动机构的动作速度快且灵敏,采用气动逻辑元件很容易实现各种相对复杂的动作程序,由于采用压缩空气为传递动力的介质,只适于输出不太大的外力,这样对机构的强度等方面的要求就较低,容易加工制造,而且采用气缸实现各种直线运动非常方便。气动灌装机结构相对简单,容易加工制造,而气动机构是靠输气管、阀内或气缸内部压缩空气中的润滑油润滑机构的,外部很少有油污,对产品不形成污染并可保持操作环境干净,因此在食品饮料罐装中应用越来越广泛。
郑家林[1]系统的论述了气动原理在食品包装机械上的应用,邱丽萍[2]分析比较了气动和液压的优缺,对气动灌装机发展趋势进行了研究,刘晖[5]对膏体灌装机进行了研究,对本文有很大的启发性。气动灌装机最重要的部分是它的气动组件,因此气动组件的性能对灌装机整体性能有重要的影响,本文主要是在对一种新型全气动灌装机实验中发现一些问题进行分析研究。图1是该型灌装机的气动组件图。

图1
2 工作原理
根据罐装原理不同,灌装机可以分为压力灌装机、常压灌装机、负压灌装机等,压力罐装是在高于大气压力下进行灌装,也可分为两种:一种是贮液缸内的压力与瓶中的压力相等,靠液体自重流入瓶中而罐装,称为等压罐装;另一种是贮液缸内的压力高于瓶中的压力,液体靠压差流入瓶内,高速生产线多采用这种方法[2]。该灌装机罐装的是油制辣椒,根据所罐装的油制辣椒理化性质指标,结合其他固液混合体罐装方法,该机采用压力罐装。
灌装机的定量方法:将出料的多少转换成电压信号,通过对换向阀的电磁开关通电时间控制,以控制换向阀某一位气流进气量,达到控制定量缸活塞的行程来确定出料量[4]。
3 实验发现的问题
1)对于罐装如油制辣椒这样的复杂固液混合体,因为油辣椒制品的油液、固体本身具有分离性,搅拌之后物料进入进料管道,固液逐渐分层使得在罐装过程中物料沉淀很快,加之气动回路设计不合理,很容易造成进料管堵塞以及物料在定量缸和气阀之间堵塞。
2)气体固有的可压缩性、气缸摩擦力的影响和气动系统的低阻尼特性等原因,导致启动系统刚度低、定位精度差,活塞运动到最后会产生很大的冲击、振动、噪声还有机件的损坏[3]。这不仅影响生产工作环境,而且关系到了气动元件的工作性能和使用寿命。
3)另外灌装机的罐装定量通过电磁阀通电时间来控制进气量,进而控制活塞行程来计量,其中压缩空气的气压并不能保证不变,而控制换向阀电磁开关通断时间也不会随着气压的大小而随之改变,那么就不能准确的保证进入气缸的气流压强使得定量缸活塞行程得到满足,罐装就不精确,影响着生产质量和效率。
4 分析和改进
对于罐装过程中物料堵塞,实验发现少部分的堵塞发生在进料口与阀芯之间,经分析发现在气动组件联动中,出料、进料与阀之间运动不协调,有时间滞后,存在进料量与出料量不相等的矛盾,使用伺服机控制气缸1的活塞运动,气动控制气缸2,伺服机运动速度比气动速度慢,因此很好的克服了这个问题。
另外一个,实验发现还有大部分堵塞是发生在储料缸与阀芯之间,储料缸活塞运动到最大位置与阀芯有空隙,出料时始终有余量,很容易在活塞往复过程中造成堵塞以致活塞卡死等。
对于减小气缸的冲击、振动和噪声,可以在连杆末端的触头安装橡皮垫来实现减震和缓冲,此外还可以采用排气节流方法,在气缸1左右两端设计调节节流阀。
根据实际灌装量与所需的灌装量之间的误差分析,该灌装机的定量调节装置,仅仅只能调节所需灌装量的大概。新的灌装机微调机制,在气缸1下加入调节丝杠,上面放置两个磁感应限位开关保护活塞,另一个固定丝杠上,通过丝杠调整磁感应开关的位移来控制气缸的行程,虽然这样可以控制气缸行程,但是因为惯性,定量并不准确,用脉冲信号控制电磁阀,从而控制压缩空气,控制气缸行程,这样的控制方式,行程反馈是比较准确的。
5 实验计算及分析
实验中通过旋转丝杠控制磁感应开关来调节出料量,微调精度达到0.1 g,最大灌装量能到1 000 g以上,而耗气量仅仅0.9 m3/h,达到了设计要求。
通过调节1气缸活塞行程,设置不同规格的灌装量:265 g,275 g和285 g,使用研制试验样机对油辣椒物料进行多次罐装,并采用精度值为0.1 g的电子秤对罐装成品进行称量,记录多次试验的测试值如表1。
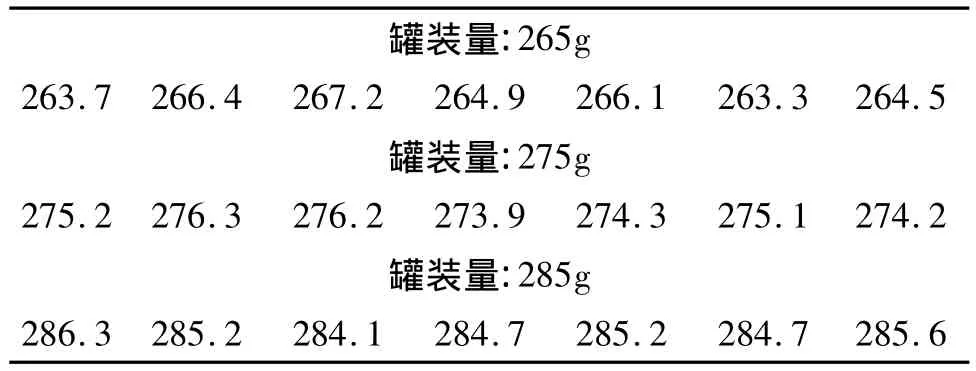
表1 试验样机罐装成品测试值(单位:g)
为了评价罐装成品试验的合格程度,下面就平均罐装质量、质量的相对误差以及质量的标准偏差进行计算。
罐装成品的平均质量为:

质量的相对误差为:

质量的标准偏差为:

根据实验得到罐装精度如图2。

图2
图中显示随着罐装量的增大精度在不断提高,并且稳定0.75%左右,此外通过罐装成品的平均质量可以看出,实际罐装量与预定罐装量非常接近,且略大于理论量,符合既定的罐装要求;由质量相对误差最大值和标准偏差值可知,实际罐装量与平均罐装量的量差均较低,可以满足一定范围内的罐装偏差,为合格罐装。
6 总结
通过改进,该设备目前已投入实验,现场实验表明新的灌装机在罐装复杂固液混合体的情况下,堵塞情况明显减少,计量更加准确,运行平稳,各项问题得到明显的改善,综合性能达到了设计指标,有些性能参数明显超过了设计指标。同时该设备具有操作简单、性价比高等优点,具有良好的推广前景。
[1] 郑家林.食品与包装机械气动系统设计原理的研究[J].包装与食品机械,1985,03:24-30
[2] 李玉琳.灌装机控制系统及关键技术研究[D].武汉理工大学,2010
[3] 杨启龙.灌装机加塞机构的改进与设计[D].武汉理工大学,2012
[4] 史建华,史淑君.气动技术在全自动灌装机中的应用[J].包装与食品机械,2004,02:38-40
[5] 刘晖.膏体产品气动连续灌装机设计[J].液压与气动,2011,01:62-63
[6] Eneroth A,Svensson B,Molin G,Christiansson A.Contamination of pasteurized milk by bacillus cereus in the filling machine.[J].Journal of Dairy Research,2001,682
猜你喜欢
农业工程学报(2022年14期)2022-10-19 01:46:16
初中生学习指导·提升版(2022年10期)2022-05-30 10:48:04
包装与食品机械(2021年4期)2021-09-17 07:11:38
电子制作(2019年19期)2019-11-23 08:41:56
电子制作(2019年23期)2019-02-23 13:21:26
知识就是力量(2019年1期)2019-01-10 01:49:00
酒·饮料技术装备(2018年1期)2018-04-28 09:09:02
食品工业科技(2014年9期)2014-03-11 18:15:49
机电产品开发与创新(2014年4期)2014-03-11 16:42:26
河南科技(2014年15期)2014-02-27 14:12:34