
复合式型钢冷床在百米高速钢轨生产线的应用研究
2015-01-13 09:54:34刘新业
冶金设备 2015年6期
刘新业
(中冶东方工程技术有限公司 山东青岛266555)
近年来,以铁路建设特别是高速铁路建设为代表的基础设施投资增长强劲,由此可见未来型钢及钢轨(重轨)的需求具有很大的发展空间,以及型钢生产品种大而多,对生产型钢及钢轨(重轨)设备的功能要求也逐渐提高。型钢冷床是型钢生产线上的重要设备,其功能是将轧制后的型钢进行横向移送,并在移送过程中逐渐冷却,在保证产品质量的前提下达到均匀、快速冷却的效果。
1 型钢冷床设备技术发展的需求
根据技术发展的需要,为了提高产品的成材率以及最终加工精度,现代新建大中型型钢生产线均采用长尺冷却、长尺矫直、冷定尺等先进的生产工艺,同时对产品的最终表面质量也提出了更高的要求。为此,要求型钢冷床不仅能够横移轧件、保证冷却,还要保证具有良好的表面质量,要求轧件在冷却过程中无弯曲、无扭转、无划伤,满足型钢及钢轨的平直度和残余应力相应的标准要求。型钢及钢轨的矫前弯曲度对矫直后的质量有很大影响,而矫前弯曲度就是在冷却的过程中形成的,特别是对于钢轨等非对称截面轧件产品而言,矫前弯曲度直接影响矫后的平直度。在同等变形条件下,矫前弯曲度越大,矫后的平直度越差;另一方面,矫前弯曲度越大,反弯变形量越大,矫直力越大,能耗也高,越不易咬入,也影响矫直机的使用寿命;同时钢轨断面尺寸畸变越大,残余应力越大,稳定性也越差,更容易产生二次变形;此外,矫前弯曲度波动大,则矫直工况稳定性差,反之,矫前弯曲度波动小,矫直过程稳定性也好,矫直效果好。为了尽量降低矫前弯曲度,原国外工艺曾经采用过控制轨头、轨底的冷却速度,采取轨底贴靠对称冷却等方法,但其效果均不是太理想,同时控制工艺复杂,操作繁缀。由此,为了简化操作工艺,提高防弯效果,要求冷床在冷却轧件的同时,能够尽量的减小轧件冷却后的弯曲度,同时提高冷床的冷却效果。
2 适应生产百米高速钢轨用型钢冷床的技术思路
基于以上情况,特别是百米钢轨对矫前弯曲度大,矫后平直度差、残余应力大,钢轨稳定性差以及现有型钢冷床应用情况等进行了分析研究,同时为了提高冷床的使用效率,并解决产品表面划伤问题,提出了根据不同的产品要求,在冷却过程中采用自动预弯、强制冷却等附加功能,并对钢轨预弯、冷却模式、冷床的传动形式等方面进行了系统的研究,开发出了百米高速钢轨生产线用复合式型钢步进冷床技术。该冷床具有预弯功能(对非对称截面轧件进行自动预弯—建立预弯模型),采用自然风冷和强制风冷相结合的冷却模式,并设有翻钢装置(对H 型钢、工字钢轧件进行翻钢),冷床升降和平移全部采用液压驱动,适应于生产百米高速铁路钢轨以及大型H 型钢、钢板桩、工字钢等产品。该冷床是在步进式冷床的基础上,综合考虑以钢轨产品为主的非对称截面轧件的预弯功能,H 型钢、工字钢等产品的翻钢功能,同时考虑采用强制风冷与自然风冷相结合的冷却方式,以提高冷床的功能性使用效率和轧件的产品质量。
3 生产百米高速钢轨用型钢冷床的主要技术内容
研发的一种具有预弯功能(对非对称截面轧件根据不同产品的规格建立预弯模型,进行自动预弯),采用自然风冷和强制风冷相结合,全部采用液压驱动,并可实现大型型钢翻转的百米高速钢轨生产线用复合式型钢步进冷床如图1 所示。包括:冷床输入辊道、上料装置(冷床入口横移装置)、由冷床定台面和冷床动台面构成的冷床本体(固定台面、活动台面)、下料装置(冷床出口横移装置)、输出辊道等。还包括有:入口翻钢装置(设置在冷床入口侧)、出口翻钢装置(设置在冷床出口侧)。冷床入口前的上料装置具有预弯功能,在冷床合适的位置设置的风机可对轧件进行强制风冷。采用强制冷却与自然冷却相结合的冷却工艺,旨在提高冷床的冷却效果和冷却效率。
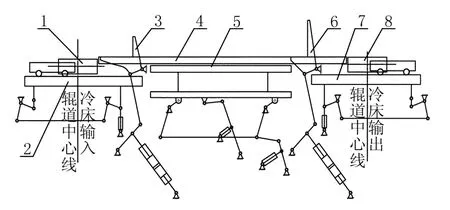
图1 复合式型钢步进冷床简图
具有预弯功能的百米高速钢轨生产线用复合式型钢步进冷床工作过程为:轧件由输入辊道运来后,上料装置将轧件移送到冷床固定台面上,对钢轨等非对称截面的型钢进行预弯(根据不同产品的规格建立的预弯模型),对于H 型钢、工字钢等产品需在轧出状态基础上翻转90°,由入口翻钢装置来完成。在初始状态,冷床固定台面高于活动台面,冷床活动台面升起将轧件托起并向前横移一个步距,然后落下将轧件放置在固定台面上。通过如此反复运行将轧件一步一步地移送到冷床出口侧。对于H 型钢、工字钢等产品在下冷床时需要翻转90°时,由出口翻钢装置来完成。下料装置将轧件由冷床出口侧的固定台面上移送到输出辊道上,送往下一工序。
下面将复合式型钢步进冷床的相关要求和各项功能进行描述。
3.1 具有预弯功能
对于截面不对称的型钢(如钢轨、不等边角钢等型钢),在自然冷却的过程中会产生比较大的弯曲,这样既影响冷床的冷却效率又不利于下一步矫直工序的顺利进行。为防止其下冷床后弯曲度过大,无法进入矫直机,影响矫直效果,在冷床入口横移装置处设置了预弯机构(建立预弯模型),可以对不对称截面轧件进行自动预弯。在型钢上冷床前对其进行反向预弯,即在轧件上冷床前施以反向弯曲,使其在冷却过程中逐渐变直,以期在其冷却后拥有最小的弯曲度,能顺利进行矫直,预弯功能实现了轧件上冷床前完成对非对称截面型钢的预弯。
冷床入口横移装置由多组横移小车、横移和升降机构等组成,设置在冷床输入辊道及冷床的固定台面之间。横向移送单根轧件,将轧件从辊道上托起移送到冷床步进梁上,通过调整横移小车的横移速度,对非对称截面(如钢轨)轧件进行预弯(依据建立的预弯模型来实现),由此可实现移送钢材及预弯功能。同步由电控系统实现,预弯功能由调整横移小车速度差(建立预弯模型)来完成。
3.2 H 型钢、工字钢产品的翻钢功能
为提高冷床的冷却效果及冷床台面的利用率,需对H 型钢、工字钢等产品在轧出状态(H型)的基础上翻转90°后(呈工字型)再上冷床,如果采用卧式矫直机,则该产品在下冷床时需要再翻转90°(翻转成H 型)后送入矫直机(如果设置的是立式矫直机,则无需在出口处再进行翻转)。为此在冷床入口侧及出口侧各设置一套翻钢装置,完成对型钢的翻起和翻倒功能。
3.3 提高冷却能力及改善设备工作环境(采用自然风冷和强制冷却相结合)
由于在夏季时环境温度较高,会带来轧件的冷却速度较慢,如果进行设备本体设计时,按照夏季的冷却能力进行设计,则在冬季时,会造成大量的设备能力浪费,从而导致设备一次投资增加,设备运行成本增加,为此,为了平衡夏季与冬季的冷床冷却能力,在冷床合适的位置设置风机或水冷装置,对轧件进行强制风冷或强制水冷。该风冷装置或水冷装置均可以根据现场冷床的实际冷却情况灵活开启或关闭,操作简单,实用性强,效果明显。另外,为了改善设备工作环境,避免因为温度过高而导致的设备变形、干油碳化等问题的出现,对冷床底部的散热、隔热等进行了特殊处理,延长设备使用寿命,减少设备维护量,减少设备维护投资。
3.4 保证产品表面质量,无弯曲、无扭转、无划伤
为保证钢轨,大型H 型钢、工字钢表面质量完好,无弯曲、无扭转、无划伤,整个冷床动台面升降和平移以及翻钢装置和横移装置的驱动机构均采用液压步进式和同步机构,工作平稳,减小对轧件的冲击,同时,在冷却过程中,冷床台面与轧件之间没有相对滑动,能够有效地避免由于相对滑动而导致的产品表面划伤,同时能够避免因为不同步而导致的附加轧件弯曲,可以降低矫直时所需要的矫直力,降低矫直后残余应力。
该复合式型钢步进冷床设备首次在包钢轨梁厂高速铁路百米钢轨生产线上成功应用。
4 复合式型钢步进冷床的应用效果
综上所述,我们在钢轨预弯、冷却模式、冷床的传动形式等方面进行了创新,开发出了适用于百米高速铁路钢轨(重轨)生产线用复合式型钢步进冷床设备,具有自主知识产权。该技术成果在国内多个轧钢厂的多条大中型型钢生产线上得到广泛应用。通过在包钢轨梁厂高速铁路百米钢轨(重轨)生产线中的实际应用,百米高速钢轨(重轨)的挑出率(合格率)由原来70 ~80%提高到91%以上,取得了显著的经济效益和社会效益。
5 结论
复合式型钢步进冷床适用于生产高速铁路百米钢轨(重轨)以及大型H 型钢、钢板桩、工字钢等产品的设备。它既能实现对非对称截面型钢的预弯,又能实现对大型H 型钢、工字钢等型钢的翻转,同时还能保证产品有良好的表面质量,在满足冷却能力的同时,将设备投资降到最低。且功能齐全可靠、维护简单、停位准确、冲击小,能保证钢轨(重轨)、H 型钢、工字钢等产品表面质量完好,无弯曲、无扭转、无划伤,达到均匀、快速冷却的效果。
该高速百米钢轨(重轨)生产线用复合式型钢步进冷床设备的主要特点如下:
1)具有预弯功能,对非对称断面轧件进行自动预弯(建立有预弯模型)。通过预弯,实现将非对称断面轧件冷却后的弯曲度从25‰ ~35‰缩减至5‰;
2)在冷床入口和出口均设置有翻钢装置,可以对H 型钢、工字钢轧件进行翻钢冷却,提高冷却效果和冷床冷却能力;
3)采用自然风冷和强制风冷相结合的冷却工艺,极大的改善冷床的工作环境,提高冷床的冷却能力;
4)冷床本体的升降和平移全部采用液压驱动(液压步进和液压同步),工作平稳,减小对轧件的冲击,同时,冷床台面与轧件之间没有相对滑动,避免了由于相对滑动而导致的产品表面划伤。对不同规格型钢切换步距方便,能够避免因为不同步而导致的附加轧件弯曲,可以降低矫直时所需要的矫直力,降低矫直后残余应力。
该冷床具有结构紧凑、功能完善、冷却效果好、停位准确,工作时振动小、噪声低、运行可靠,制造、安装方便,便于维护、易于操作、投资少等特点。推进绿色钢铁生产,引领当今型钢、钢轨生产冷却设备的技术潮流。
[1]黄庆学. 轧钢机械设计[M]. 北京:冶金工业出版社,2007.
[2]刘宝珩. 轧钢机械设备[M]. 北京:冶金工业出版社,2004.
[3]成大先.机械设计手册[M]. 第4 卷. 北京:化学工业出版社,2002.
[4]成大先.机械设计手册[M]. 第5 卷. 北京:化学工业出版社,2002.
[5]彭熙伟.流体传动与控制基础[M].北京:机械工业出版社,2011.
[6]栾秀春. 流体控制工程[M]. 北京:国防工业出版社,2010.
[7]崔甫.矫直原理与矫直机械[M].2 版.北京:冶金工业出版社,2005.
[8]王凤歧. 现代设计方法[M]. 天津:天津大学出版社,2004.
[9]马鞍山钢铁设计院. 中小型轧钢机械设计与计算[M].北京:冶金工业出版社,1979.
[10]张宇青.一种具有预弯功能的大型钢冷床[P].中国,201220007285.8.2012-01-05.
[11]董卫红,吴民渊,程振兴. 一种轧件的强制冷却装置[P].中国,201020201860.9.2010-05-20.
猜你喜欢
上海金属(2022年6期)2022-11-25 12:20:38
机械工程材料(2021年2期)2021-03-01 08:25:36
商品与质量(2020年23期)2020-10-09 08:29:04
冶金设备(2019年6期)2019-12-25 03:08:50
意林·作文素材(2018年11期)2018-07-19 14:54:20
中国交通信息化(2016年7期)2016-06-06 03:53:54
工业设计(2016年8期)2016-04-16 02:43:24
现代冶金(2016年6期)2016-02-28 20:53:13
河南科技(2014年5期)2014-02-27 14:08:37
河南科技(2014年3期)2014-02-27 14:05:50
