
电站弯管不圆度量具改进及测量分析
2015-01-07 07:37荆象阳马永泉张鸿武刘蕊
山东电力技术 2015年8期
荆象阳,马永泉,张鸿武,刘蕊
(1.山东省特高压输变电技术与装备重点实验室(山东电力研究院),济南250003;2.山东电力工业锅炉压力容器检验中心有限公司,济南250003)
·试验研究·
电站弯管不圆度量具改进及测量分析
荆象阳1,马永泉2,张鸿武2,刘蕊2
(1.山东省特高压输变电技术与装备重点实验室(山东电力研究院),济南250003;2.山东电力工业锅炉压力容器检验中心有限公司,济南250003)
探讨弯管不圆度的相关概念,介绍电站弯管不圆度的测量意义及测量方法,详述用于电站弯管不圆度测量的卡钳配测量尺测量法、带表外卡规测量法、数显式外卡规测量法,对各种测量方法的优缺点进行分析比较。
弯管;不圆度;卡规;测量
0 引言
弯管不圆度测量是电站锅炉管道金属监督工作中的常规项目。DL/T 438—2009《火力发电厂金属技术监督规程》[1]和DL 647—2004《电站锅炉压力容器检验规程》[2]中均要求对弯管不圆度(特别是安装前不圆度较大的弯管)进行定期测量,将其控制在标准和规程允许的范围内。但这两个标准中仅仅给出了不圆度是否合格的判定标准,对于弯管不圆度测量的目的及意义、测量工具和测量方法等关键问题却并未进行深入叙述,同时也由于相关文献较少,可供测量人员参考的资料不多,不同的测量人员在实际工作中产生了不同的理解,测量工具和方法良莠不齐,在一定程度上阻碍了电站弯管不圆度测量工作的顺利开展。针对这一状况,就电站弯管不圆度的概念、测量意义、测量方法以及相关产品的试制和应用等问题进行探讨。
1 弯管不圆度的相关概念
1.1 弯管与弯头的区分
DL/T 438—2009《火力发电厂金属技术监督规程》[1]中明确给出了弯头和弯管的定义:弯管是指“轴线发生弯曲的管子”,弯头是指“弯曲半径小于或等于2倍名义直径且直段小于直径的轴线发生弯曲的管子”。显然,弯头的外延包含于弯管中,是弯管的特例。狭义上,弯管是指除弯头以外所有轴线发生弯曲的管子;广义上,弯管泛指所有轴线发生弯曲的管子。为方便讨论,不区分弯管与弯头,以广义上的弯管来指代。
1.2 弯管不圆度的定义及表达公式
加工弯制后的管子,由于圆周壁厚的不均匀变化而产生了不圆度。弯管不圆度是指管子弯曲部分同一圆截面上最大直径与最小直径之差与名义直径之比,可表达为

式中:D为名义直径(也叫做公称直径)。
2 电站弯管不圆度的测量目的
由于初始不圆度的存在,在内压作用下,要产生附加弯曲应力,造成管道应力的不均匀,对弯管的理论寿命有较大影响[4-5]。通过有限元计算表明,在内压、热胀、外载弯矩、温差等因素的作用下,弯管的周向应力随不圆度的增加而上升[6],当周向应力达到或超过某一限值时,管道在截面圆周方向上的蠕变变形所导致的蠕变失效过程将加速[7]。因此,有必要将弯管不圆度的测量作为电站管道制造、安装时必须检查的项目,将不圆度作为评判检验管道弯管质量的一个重要参考指标。弯管应当在工厂化配管前进行不圆度的检验,确保其不大于某一规定限值(此规定限值与公称压力有关),这对于电站管道的安全稳定运行来说是十分必要的。
对于运行中的弯管,弯管不圆度的变化受管道内压和外载弯矩的共同作用,既有可能增加,也有可能减小[8-9]。对于仅承受内压作用的弯管,具有一定不圆度的弯管在运行中会发生椭圆“复圆”,不圆度减小,表现为在弯管椭圆横截面短轴方向上产生正蠕变,长轴方向上产生负蠕变,其原因在于短轴方向上受到由内压产生的附加弯曲力矩;当管子承受持续外载弯矩时,如果外载弯矩作用力为开弯力,则促使弯管不圆度减小,如果外载弯矩作用力为闭弯力,则促使弯管不圆度增大。
弯管不圆度指标反映了应力的集中程度,弯管应力集中程度随着弯管不圆度的增加而增大。控制弯管不圆度的目的,就在于以不圆度标准控制弯管应力集中程度。对于已经运行的弯管,应当通过定期检验,跟踪掌握不圆度的变化趋势。
3 弯管不圆度的测量方法
按照测量原理及测量工具的不同,弯管不圆度的测量方法主要分为3种:卡钳配测量尺测量法、带表外卡规测量法以及数显式外卡规测量法。其中,卡钳配测量尺测量法是间接读数式测量法,而带表外卡规测量法和数显式外卡规测量法均属于直接读数式测量法。
3.1 卡钳配测量尺测量法
目前在国内各个火电厂仍广泛采用的是传统卡钳(图1)配测量尺(一般为钢卷尺)测量法:测量最大直径时,一个钳脚靠在弯管中性面的一侧,另一个钳脚沿管道表面圆周方向滑动,当两钳脚间距离达到最大时停止滑动,保持卡钳开口大小不变,将其从管道上取下,用测量尺量出两钳脚之间的距离,即为所测得的长轴方向上的直径。同理在两钳脚间距离达到最小时可测得最小直径。

图1 卡钳
卡钳配测量尺测量法操作较为简便,但是测量精度和测量结果重复性均较差,主要是由于其存在两方面的缺陷:1)由于卡钳本身不带刻度,钳脚沿管道表面圆周方向滑动时不能准确定出最大或最小距离点,只能作大致估计,受人为因素影响较大,严重影响测量的准确性;2)在管道弯管上进行卡位后,应在保持两钳脚间距离不变的前提下小心取下卡钳,然后用测量尺测量。在实际操作中,在取下卡钳的过程中常常由于紧固螺丝不牢固或是人为的触碰,使两钳脚间距离发生改变,直接影响数值的准确性。
为了把道理说得更加通俗易懂、浅显明了,谚语往往采取各种修辞手法,增强形象的生动性和语言的艺术性。高山汉族人民善于根据自身的生活环境、生活习俗、方言特点等,融多种修辞手法于谚语之中,达到很好的表达效果。
3.2 机械式带表外卡规测量法
3.2.1 测量原理
机械式带表外卡规测量法是一种较为先进的测量方法,它是利用杠杆传动机构,将活动量爪测量面的移动转变为百分表量杆的移动,并由百分表进行读数的一种剪式测量器[10],如图2所示。

图2 带表外卡规
带表外卡规的规体用不锈钢制造,测头材料为硬质合金球。刻度盘在圆周上有100个等分格,各格的读数值为0.01 mm,小指针每格读数为1 mm,测量时指针的变动量即为尺寸变动量。当测量杆向上或者向下移动1 mm时,通过齿轮传动系统带动大指针转1圈,小指针转1格。
3.2.2 测量及读数
测量时,将带机械式表外卡规两测头卡在弯管被测部位,待示数稳定后,先读出小指针转过的刻度值(整数mm),再读出大指针转过的刻度值并乘以0.01 mm(小数部分),然后将两者相加,即得到弯管某一方向上的直径。通过测头在弯管表面的不断移动分别寻找到与最大直径和最小直径所对应的最大读数测点和最小读数测点,可分别测出最大直径和最小直径。
3.2.3 测量误差
随着测量范围和测深的加大,误差也会随之加大。机械式带表外卡规的指示表一般是百分表,百分表是带表外卡规的测量核心。为确保带表外卡规测量的准确性,可以对百分表单独进行检修和校准,以控制指示表的示值误差及示值变动性。安装指示表时,应当对应好带表外卡规的测量下限,并通过调整导块的位置控制带表卡规的示值误差。带表外卡规的测量误差主要来源于测头磨损、传动部分卡滞与错位、指示表示值误差[11]。
3.3 数显式带表外卡规测量法
3.3.1 数显式带表外卡规
数显式带表外卡规测量法所采用的测量原理与带表外卡规测量法十分近似,不同的是将原本安装百分表的部位替换成了具有信号处理功能的数显装置,方便了操作人员的读数。图3为试制的SXWK型数显式带表外卡规的实物照片,其突出优点为:可以在任意位置置零,便于微差测量;制式可以任意转换,适应不同的单位制;数据保持时间较长;快速跟寻最大值(只显示一组测量数据中的最大值)和快速跟寻最小值(只显示一组测量数据中的最小值)。此方法满足了弯管不圆度的测量时快速寻找极值的要求,缩短了测点沿管道表面圆周方向滑动的时间,提高了测量效率。

图3 SXWK型数显式带表外卡规
3.3.2 数显式带表外卡规的改进
相较于机械式带表外卡规,数显式带表外卡规的读数更加方便和直接,但由于只有电子读数缺少机械读数的孤立性,使用过程中一旦发生传动机构的卡滞或传感器的工作故障就会出现显示读数混乱的现象,错误读数如果被测量人员接受就会导致严重误判,因此有必要对其进行进一步改进。设计了带机械读数装置的数显式卡规,很好地解决了这个问题。
带机械读数装置的数显式外卡规结构如图4所示,各主要组成部分在图中用数字标出。其主体部分包括两个端部通过铰接轴相铰接的规腿1,两个规腿可以绕铰接轴相对转动,铰接轴上连接有规把5,方便操作人员握持卡规。按照旋转角度传感器4的安装要求,将旋转角度传感器安装在铰接轴上,并且铰接轴穿过旋转角度传感器的中心,用于检测两个规腿相对转动角度信号。其中一个规腿上设置有数显盒3,内设置有集成电路板,集成电路板上集成有微处理器和显示屏。微处理器用于将旋转角度传感器发送的角度信号进行处理计算得出两个规腿端部间距数值,该间距数值即为被测弯管的直径,在显示屏将该数值显示出来。与普通的数显式带表卡规不同,改进后的数显式外卡规在设置了电子读数装置的同时设置了机械读数装置,使电子读数和机械读数可以两相比较,完全避免了可能造成的误判。其具体设计为:其中一个规腿上固定有弧形的角度盘2,角度盘所在圆的圆心与铰接轴重合,中部开有弧形槽7,另一个规腿上螺纹连接有穿过弧形槽的紧固螺栓8,紧固螺栓端部设置有直径大于弧形槽宽度的螺帽。角度盘上边缘表面设置有角度刻度,带紧固螺栓的规腿上设置有指向角度盘上角度刻度的指示箭头6。

在微处理器中设定计算程序,计算原理如图5所示,计算式式中:d为两个规腿端部间距;b为旋转角度传感器测得的角度;c为规腿中心线与规腿端部之间的夹角;a为两个规腿端部之间的夹角,a=b-2c;L为铰接轴距规腿端部的直线距离,也是卡规固有的长度。

图4 改进后的数显式外卡规

图5 改进后的数显式卡规计算原理
测量时,转动卡规的两个规腿,将规腿的前端卡在被测量的弯管中性面一侧,并沿弯管移动,寻找最大或最小距离处,此时旋转角度传感器实时检测两个规腿相对转动角度信号,并在数显盒的显示屏上显示出两个规腿端部间距数值。同时松开的紧固螺栓也沿弧形槽滑动。当移动到最大或最小距离时,不要取下卡规,先将紧固螺栓拧紧,防止两个规腿被碰触后移动,读取指示箭头指向的刻度,依据前述公式将其换算为直径。应当对采用电子和机械两种方式进行测量所得到的两个直径值进行比较,如果两者相差不大,则说明电子装置正常工作。如果两者相差较大,则提示测量者电子装置不正常,需排除故障或更换测量工具重新测量。
3.4 直读式外卡规的特点
与传统的卡钳配测量尺的测量方法相比,直读式外卡规测量法的优点是:在管道弯管上进行卡位后,不再取下卡规后读数,而是利用弹簧或紧固螺母在最大或最小距离点将卡规的规腿紧固住后直接读出结果,避免因两测点间距离发生改变影响数值的准确性。
虽然采用直读式外卡规测量法具有读数准确的优点,但是对于不同直径的弯管需要采用不同测量范围的卡规,由于电站弯管的直径规格较为分散,往往需要配备十几件甚至几十件相应规格的卡规,存放和携带很不方便。因此,对于规格较大的卡规,应当在保证其测量精度和一定规体强度的前提下,尽可能地减少用料,以减轻重量,从而为检测人员的携带提供便利。
4 产品应用效果
针对电站弯管的特点,试制了专门用于测量电站弯管不圆度的TWK系列特殊规格的带表外卡规,其规格参数如表1所示。TWK是“特殊外卡规”的汉语拼音声母,其后的数字代表所能测量的管径范围,A、B、L分别代表测头长度、测头直径、测深(参照图2)。该系列带表外卡规体型轻巧、操作方便,现场应用效果符合预期。
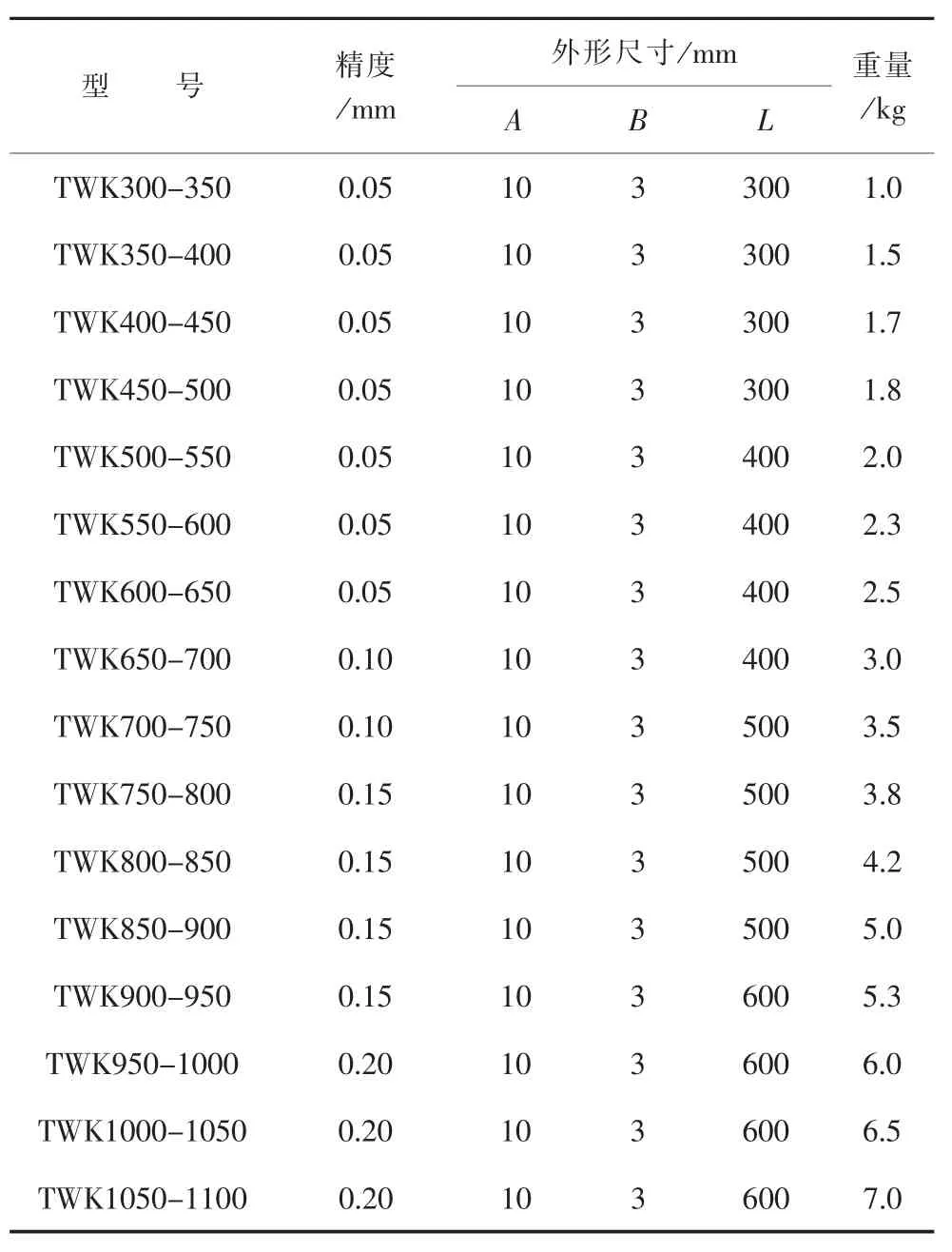
表1 TWK系列带表外卡规规格参数表
5 结语
电站弯管不圆度的准确测量对于电站锅炉的安全经济运行十分重要,测量人员应当根据自身的测量要求和弯管直径的大小,选择相匹配的测量工具和测量方法。无论是对于传统的卡钳配测量尺的间接式测量方法,还是较为先进的直读式外卡规测量法,都应当尽可能地减轻操作者的负担,提高工作效率。
[1]DL/T 438—2009火力发电厂金属技术监督规程[S].
[2]DL 647—2004电站锅炉压力容器检验规程[S].
[3]沈鸿声,林忠元,段旭珍.主蒸汽管道运行中直管和弯管金属变化特性研究[J].中国电力,2004,37(11):64-67.
[4]徐鸿,倪永中,胡三高.考虑初始椭圆度的主蒸汽内压弯管蠕变寿命评估[J].热力发电,2009,38(2):37-40.
[5]朱兴楚.蠕变温度范围的管道寿命管理[J].电力技术,1985(10):51-55.
[6]徐鹤廷.主蒸汽管弯头工作应力的有限元计算[J].电力技术,1992(11):57-60.
[7]苏蔚,王怀席,于学峰.主蒸汽管弯管蠕变测点安装与监测[J].理化检验(物理分册),2001,37(4):155-158.
[8]黄敏.主蒸汽管道弯管的金属监督[J].热力发电,2009,38(7):114-116.
[9]高亮,刘尚慈,王文安.主蒸汽管道运行中弯管不圆度的变化[J].华中电力,2003,16(2):13-15.
[10]安军,张海林,杜杰,等.带表卡规测试方法探讨[J].计量与测试技术,2012,39(9):31-32.
[11]刘亚俊.带表卡规误差产生原因及调修[J].中国计量,2011(8):128.
Measuring Out-of-roundness of Pipe Bends for Power Station
JING Xiangyang1,MA Yongquan2,ZHANG Hongwu2,LIU Rui2
(1.Shandong Provincial Key Laboratory of UHV Transmission Technology and Equipment (Shandong Electric Power Research Institute),Jinan 250003,China; 2.Shandong Electric Power Industry Boiler&Pressure Vessel Inspection Center Co.,Ltd.,Jinan 250003,China)
In this paper,related definitions on out-of-roundness of pipe bends are discussed,significance of measuring out-ofroundness of pipe bends for power station is pointed out.Also,three methods of measuring out-of-roundness of pipe bends for power station are investigated separately,namely,calipers and rulers,dial snap ganges and digital display snap ganges. Advantages and disadvantages of different methods are analyzed.Operators are advised to select proper method accordingly.
pipe bends;out-of-roundness;gauge;measure
TK228
A
1007-9904(2015)08-0001-04
2015-06-05
荆象阳(1981),男,博士,高级工程师,从事火电厂机组金属监督检验及事故分析工作。
国网山东省电力公司电力科学研究院2015年革新项目,项目编号:KY2015-44。
猜你喜欢
科技与创新(2018年19期)2018-10-13
中国公路(2017年19期)2018-01-23
浙江工业大学学报(2017年5期)2018-01-22
制造技术与机床(2017年9期)2017-11-27
中国公路(2017年15期)2017-10-16
中国公路(2017年9期)2017-07-25
中国公路(2017年7期)2017-07-24
北京航空航天大学学报(2016年5期)2016-11-16
汽车之友(2016年10期)2016-05-16
测绘科学与工程(2016年4期)2016-04-17
