
基于秸秆板的板木家具胶合作业研究
2015-01-02 02:03申黎明ZhangTingShenLiming
家具与室内装饰 2015年2期
张 婷 申黎明 Zhang Ting&Shen Liming
(1.2.南京林业大学家具与工业设计学院,江苏南京 210037)
基于秸秆板的板木家具胶合作业研究
张 婷1申黎明2Zhang Ting1&Shen Liming2
(1.2.南京林业大学家具与工业设计学院,江苏南京 210037)
本文分析了秸秆板板木家具胶合作业的四种胶合方式:秸秆板拼厚、板木胶拼、表面贴面和板件封边的特点及工艺要求,并在此基础上,以板木胶拼为研究对象,运用工作抽样法,分解胶拼作业,同时进行作业测定,对胶拼作业进行分析并提出改进建议,使优化后的作业能提高33.9%的效率。
胶合方式;板木胶拼;作业优化
1 胶合方式及工艺
板木胶合是指将板(木)材用胶黏剂,通过加压或其他方式连接在一起,成为具有特定尺寸或某种强度的一体木材的工艺过程。在板木家具生产工艺中,胶合工艺占有重要位置[3]。秸秆板板木家具在生产过程中的胶合方式主要有四种:多层秸秆板拼厚、板木胶拼、秸秆板表面贴面、秸秆板板边封边。
1.1 多层秸秆板拼厚
将板材在长、宽、厚三个方向上进行胶合,又称接长、拼宽、拼厚,目的是使其尺寸规格合乎特定的要求,这是最常见的胶合方式。最具代表性的构件是面板,将两块或两块以上的秸秆板用胶黏剂在冷压机上进行平拼,就能获得具有一定厚度的面板。秸秆板拼厚的工艺流程为:配胶→涂胶→组坯→陈放→冷压→陈化[4]。
胶黏剂选用乳白胶(PVAC),配比为:502胶粉(100):水(50):乳白胶(10-15):固化剂(0.1-0.3):面粉(适量),胶黏剂应即用即配,并保证尽量在2h内用完;在其中一块板面上进行涂胶,涂胶以板件表面均匀布胶为原则,操作时可按从左往右,同一方向上下涂刷两遍即可;涂胶完毕后,取另一需要胶合的板件,与已经涂胶的板件进行对齐,组坯;组坯过后需要陈放2-3min再进行冷压;冷压时,单位压力1.5-3.0MPa,夏季冷压时间为2h,冬季冷压时间为5-6h,春秋季冷压时间为3-4h;冷压完毕,需陈化一定时间,以消除板件内部的应力,提高稳定性。
1.2 板木胶拼
秸秆板先按1.1中介绍的方式进行拼厚,然后在拼厚的板件侧部涂胶与实木胶拼,这种方法是板木胶拼比较常见的一种形式。实木与秸秆板进行胶拼,特点是在可以看见的部位用实木或中密度板,中间用秸秆板或其他人造板。板木胶拼的工艺流程为:秸秆板拼厚→侧边涂胶→组坯→上拼板机→陈化。所用的设备为摩天轮拼板机。组坯好的部件,需要在拼板机上至少固定5h(图1、2、3)。
1.3 表面贴面(表1)
水稻旱育较好地解决了水育秧的烂秧和秧苗不壮两大难题,对缺水地区更是解决了无水育秧的困难。旱育秧具有省水、省种、省工、省肥、省秧田、增产早熟等特点,且秧苗矮壮,根系发达,返青快,分蘖早,成穗多。
贴面材料为木皮或中密度薄板,在板件表面施以乳白胶,涂胶完毕后将贴面材料覆于板面上,在热压机上进行热压即可。热压压力0.5-1.5MPa,单面贴面时热压温度70℃-80℃,双面贴面时热压温度90℃-100℃,时间是3-4min。热压后需陈化一定时间,消散板件内部热应力,增强稳定性(图4、5)。
1.4 板件封边
对板件进行封边处理的目的是为了防止水分从边部渗透进板件内部,明显增加的线性膨胀量和吸湿厚度膨胀量会大大降低板件的尺寸稳定性。若板件进行过贴面,板件贴面时所用的胶黏剂会带进去水分,此时板件的尺寸稳定性会更差[5]。板件封边可以手工封边,也可以用封边机封边(图6、7)。
2 秸秆板胶合作业研究
2.1 研究对象
板木家具生产过程中,秸秆板和实木的胶合胶拼是重点工艺。作业时需要至少两名操作者配合调胶机、涂胶机和拼板机的使用,作业程序复杂,作业时间长,是制约板木家具生产的瓶颈工序之一,因此,为了提高生产效率,需要对板木胶拼作业进行分析与优化。
2.2 研究方法
工作抽样法(Work Sampling)指的是对工人和设备的工作状态进行观察,测出各项活动发生的次数和频率,进行工时研究,同时推断各观测项目的时间构成。它是由观测者通过对作业者和设备工作情况随机选择某段时间进行瞬时观察,记录某类工作发生的频率,推断被观测对象的整体工作状况[6]。工作抽样测定具有效率高、易于掌握、方便简便、测量精度高、经济性好等优点,并且适用于多种作业[7]。
2.3 板木胶拼作业步骤分解
秸秆板拼厚作业由两名操作工共同完成,所需设备有调胶机、涂胶机、摩天轮拼板机。具体操作可以分解为:①☒取料:由一名操作工负责将堆放的板料搬到操作台上,并负责检验板料尺寸;②涂胶:由一名操作者负责调胶,同时负责在涂胶机上进行涂胶;③组坯:由一名操作者负责将涂过胶的板件放到拼板机上进行组坯;④紧固:由一名操作工负责将组坯好的板件紧固在拼板机上,根据不同的板件尺寸调整紧固件,同时确保板件表面平整;⑤调机:由一名操作者负责调整机器。作业时,两名操作工分工,操作工甲负责取料、调胶、涂胶、检验;操作工乙负责组坯、紧固和调机。

图1 冷压机

图2 板木胶拼

图3 摩天轮拼板机

图4 木皮贴面

图5 中密度板贴面

图6 板件封边

图7 封边机
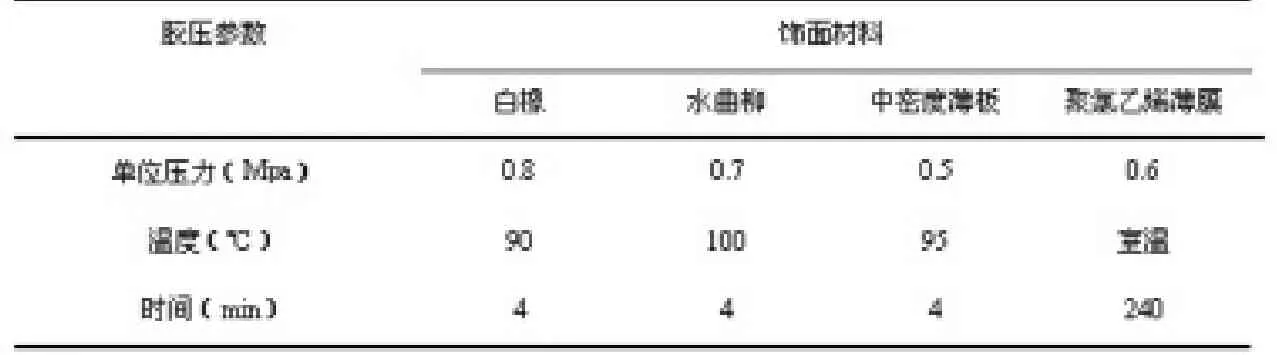
表1 不同饰面材料表面贴面工艺
2.4 板木胶拼作业分析
板木胶拼作业测定结果如表2所示:
将作业分解后按基本操作时间、辅助操作时间和宽放时间进行划分,基本操作时间内的动作包括:取料、涂胶、组坯、紧固、调机,辅助操作时间内的动作包括:调胶和检验,宽放时间内的动作有:等待、走动。由表2可知,基本操作时间、辅助操作时间和宽放时间占总观测时间的74.3%、18.1%和13.0%,其中在基本操作时间中,紧固和调机所用的时间最多,分别占观测时间的21.01%和26.28%,这也是劳动强度比较高的作业,而这两项作业又是由同一人负责;在辅助操作时间中,调胶所用时间相对较多,这是因为调胶机离胶拼作业区域的距离较远,所以每次调胶耗费的时间较长;在宽放时间中,等待的时间比较长,尤其是在第13个周期时,等待的时间比较长,这是因为负责紧固和调机的操作工,由于劳动强度大,需要休息。
2.5 板木胶拼作业优化
根据生产现场的实际调查,给出的秸秆板胶拼作业优化建议如下:
(1)从现场作业中可以看出,组坯、紧固和调机所用时间最多,劳动强度也比较大,而这些工作都是由一人负责完成,劳动量大,对体力要求较高。所以,可以考虑再增加一名操作工,协同作业,这样,原先这三项工作需要花费984.69s,增加一名工人后,这三项工作所需时间能减少一半,即至少节约493.345s;
(2)在进行现场调查时发现,调机时间比较长,主要是需要调整夹紧器的距离以适应不同尺寸规格的部件,所以,为了减少调机时间,应使用成组技术,对零部件合并同类项,批量加工,减少频繁调机;
(3)调胶机距离作业地点比较远,每次调胶都需要花费时间走到调胶机处,表2中的走动时间基本都是去取胶、调胶所耗费的时间,时间浪费严重。所以,可以考虑将调胶机移动到离作业地点近的地方,或者直接增设一台调胶机,这样可减少一半走动时间,即节约46.095s;
(4)在现场观测时发现,物料堆放杂乱,在取料和摆放时不方便,所以应该规范物料摆放,减少搬运的距离;
(5)另外,由于胶拼作业劳动量大,体力消耗大,而且设备复杂,可以挑选身强力壮、四肢灵活的工人来作业。在作业时,可以在完成一部分作业任务后适当休息,以恢复体力,这样就不会有在第13周期中出现的长时间休息等待。
优化后的胶拼作业,能节约时间493.345+46.095+67.30=606.74s,比原先未改进时能至少提高33.9%的效率。

表2:板木胶拼工序作业测定
3 结论
秸秆板板木家具胶合方式可以归纳为四种:秸秆板拼厚、板木胶拼、表面贴面和板件封边,具体加工工艺可见前文1.1-1.4,这里不再赘述。对于板木胶拼工序,为了提高生产率,企业应该注意:两人多机的配合模式稍显紧凑,可以适当增加一名工人,协同工作,同时合理安排休息时间;其次是运用成组技术,批量生产,减少调机时间;另外在对作业进行现场调查时发现,调胶机距离作业点稍远,延长了调胶和取胶的时间,因此可以将调胶机移至作业点附近或在胶拼作业点直接增设一台调胶机,同时规范摆放物料以减少搬运距离。经过优化后的胶拼作业,与未经优化相比能提高33.9%的效率。
(责任编辑:黄 炎)
[1]范丽丽等.秸秆板在家具方面的应用对策探析[J].家具与室内装饰,2011(10):104-105.
[2]于文吉等.农作物秸秆人造板发展现状与应用前景[J].木材工业,2005(4):5-8.
[3]千一凡等.秸秆板在板木结构美式床具中的应用[J].家具与室内装饰,2014(7):18-19.
[4]陈芸.板木家具生产作业分析与优化研究[D].南京:南京林业大学,2014.
[5]饶鑫.稻草板无醛家具制造技术的研究—板件贴面技术与尺寸稳定性[D].南京:南京林业大学,2008.
[6]齐二石等.工业工程与管理[M].北京:科学出版社,2011.
[7]刘培义.家具配料工段的作业研究[D].南京:南京林业大学,2004.
The Operations Research of Glue for Plate Wood Furniture by The Straw Board
The characteristics and technical requirements of the four agglutination are analyzed in this paper,they are upset for straw board,glue stick between wood and straw board,cover on surface and sealing side .On this basis,With plate wood glue spell as the research object,by using the method of work sampling,decomposition glue spell homework,with homework determined at the same time,analyze the glue spell work and put forward suggestions for improvement,make the optimized operation which can improve the effi ciency of 33.9%.
The Method of the Glue;Glue Stick Between Wood and Straw Board;Operation for Optimization
TS664.0
A
1006-8260(2015)02-0011-03
国家林业局合作项目“环境友好型秸秆板家具制造技术推广”(编号:201253)
猜你喜欢
装备制造技术(2021年9期)2021-12-17
装备制造技术(2021年2期)2021-07-21
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
建材发展导向(2019年5期)2019-09-09
环球时报(2019-03-28)2019-03-28
华西口腔医学杂志(2017年3期)2017-03-02
黑龙江交通科技(2015年4期)2016-01-28
中国医疗美容(2015年1期)2015-07-12
铁道学报(2015年12期)2015-05-10
