
硬岩高性能旋挖机齿的工艺试验研究
2015-01-02 02:45:40王瑞利李菲
现代制造技术与装备 2015年3期
王瑞利李菲
(1.黄河科技学院,郑州 450063;2安阳工学院,安阳 455000)
硬岩高性能旋挖机齿的工艺试验研究
王瑞利1李菲2
(1.黄河科技学院,郑州 450063;2安阳工学院,安阳 455000)
旋挖机齿的主要失效形式为硬质合金的磨损、脱落和断裂。通过对硬质合金牌号、齿体材质、钎焊工艺、耐磨层熔覆的研究,获得制造优质硬岩旋挖机齿的技术。并经过实验室检测和现场对比验证试验,取得了较好的效果。
旋挖机 硬岩旋挖机 齿钎焊工艺 硬质合金
引言
由旋挖机的破碎机理可知,旋挖机齿在切割硬质地层时承受高的周期性压应力、剪切弯曲应力、周期性或突发性冲击载荷以及热应力、磨损等作用,经常会遇到石英等坚硬的矿石,在使用过程中过早发生失效。加上我国幅员辽阔,所以旋挖钻机工作的对象是特别复杂的。如果旋挖机齿强度偏低,肯定会大大降低钻进性能,导致钻进负载增加甚至难以钻进[1]。
市场上的旋挖机齿强度普遍较低,大都只能用于土层及软岩施工,而在工程施工中对高性能的硬岩旋挖机齿需求量很大。这就迫切需要采用新技术、新材料研制出高强度旋挖机齿,以满足城市建设基础施工快速发展的需求。因此,有必要对旋挖机齿生产工艺进行研究,开发高强度的旋挖机齿。
1 试验材料准备
旋挖机齿的种类很多,应用较为广泛的结构是在经淬火、回火处理的低合金结构钢的齿体上镶嵌硬质合金齿头。下面以镐形截齿为例说明高性能旋挖机齿的制作过程。
试验材料:传统的齿体材料多为中碳合金钢,常用的有42CrMo、35CrMnSi、35MnB等,35CrMnSi、35MnB等具有较为明显的回火脆性缺陷,所以试验材料选择42CrMo。
传统的硬质合金齿头材料多为YG15、YG13C等,我们选用粗晶粒的YG11C。硬质合金晶粒粗,比表面积小,使合金中钴层增厚,从而提高合金的冲击韧性。YG11C合金中钴含量为11%,钴含量的减少,合金中WC含量的增加,提高合金的耐磨性。低钴粗晶合金的综合作用使得合金的韧性好,耐磨性高。
钎焊料选用X-55片状铜锌钎料,钎焊剂选用FB105(硼砂+硼酸+氟化钾)。
齿体制作试样:将42CrMo合金钢冷墩成镐形齿体,并严格按图纸加工要求进行机械加工。保证齿孔的尺寸要求,严格控制焊缝的间隙。内孔表面粗糙度要求Ra6.3。
焊前清理:为保证焊接质量,对硬质合金齿头、钎焊料采用超声波进行清洗,彻底清洗掉表面油污,最后烘干。
2 工艺过程
目前生产厂家多使用局部加热焊接或单个截齿整体加热,甚至使用手工氧焊来加工,因此造成产量低,质量不能保证,且工人劳动量大,生产效率低下。局部加热造成产品硬度不一致,容易造成产品机械疲劳,提前报废。因此我们试验过程中采用自动化程度高,产量极高的中频感应钎焊-热处理一体化的生产线,保证产品品质稳定,一致性好。熔覆过程采用等离子熔覆设备在旋挖机齿前部表面熔覆耐磨层。

图1 中频感应钎焊-热处理一体化的生产线
中频感应钎焊-热处理一体化的生产线的工艺过程如下:
(1)中频钎焊:将片状的钎焊料预先到齿孔的底部,然后将清洗好的齿孔、合金头进行装配,利用可控硅中频发生装置进行齿头的感应钎焊[2]。
X-55钎料的液相线为909℃,钎焊温度控制在920~940℃时,钎焊质量很不稳定,经过多次研究观察后,将钎焊温度调整为940~960℃,这时钎料的流动性、渗透性最好。
(2)淬火:淬火介质选用好富顿的Aqua-Quench 251聚合物水溶性淬火液,对采用感应加热的工件,水溶性淬火液是淬火油的最理想的代用品。
淬火液的浓度选择10%,淬火过程中通过连续循环冷却的方式,保持淬火液的温度在10~35度之间。
(3)中温回火:钎焊后的冷却速度是影响钎焊裂纹的主要因素之一。钎焊后应立即放入380~400℃回火炉中回火2.5h,消除钎焊应力;减少裂纹,延长硬质合金工具的使用寿命[3]。
(4)抛丸:抛丸清理是为了去除表面氧化皮、焊缝附近的多余熔剂等杂质提高外观质量。同时可提高工件疲劳断裂抗力,防止疲劳失效,塑性变形与脆断,提高疲劳寿命。
(5)钎焊后焊缝质量检验:使用超声波探伤仪检测焊缝处有无气孔,检查被焊工件有无裂纹。对已检查出有缺陷的工件,可重新加热钎焊,但重焊次数不超过2次,以免硬质合金因反复加热而影响质量。
(6)等离子熔覆工艺:等离子熔覆采用Ni60+20%WC粉末元素表见表1。

表1 Ni60+20%WC粉末元素
Ni60+20%WC粉末喷焊层硬度在HRc60左右,与渗碳、渗氮、渗硼、镀铬和某些堆焊合金等表面硬化处理后的硬度相当,并具有优良的耐磨性、耐蚀性和抗高温氧化的综合性能。
(7)涂油包装:涂油采用好富顿公司的Rust Veto 4222-S防锈油,它是一种不含钡的水溶性乳化型防锈油,能提供优异的湿热防锈保护。RustVeto 4222-S在软水或硬水中都能被很好的乳化。Rust Veto 4222-S的乳化液会在被处理工件表面留下一层薄的防锈保护膜。该保护膜可以提供九个月的室内有遮盖防锈保护。
3 试验结果分析
(1)旋挖机齿焊缝充满度对比:纵向及横向剖切截齿取样,用10倍放大镜观察焊缝并测量实际长度。
焊缝充满度:D=A/B×100%
A为纵、横两截面上实测有效焊缝长度之和;B为纵、横两截面上理论计算长度之和。
(2)剪切强度试验。按照MT246-2006《煤矿用截齿》推荐的方法分别对旋挖机齿进行焊缝抗剪强度试验。试验仪器如图2所示。
(3)硬度试验。按照GB/T230.1-2004《金属洛氏硬度试验》的方法分别对旋挖机齿齿头部分取样进行洛氏硬度试验。试验仪器如图3所示。

图2 剪切强度试验仪

图3 硬度计
(4)与市场普通旋挖机齿的性能对比。按以上新工艺生产的旋挖机齿性能检测见表2。
市场中普通的旋挖机齿性能检测见表3。
(5)结论。由表2及表3计算,采用上述工艺生产的旋挖机齿比市场上普通的旋挖机齿在焊缝充满度上提高23%。采用上述工艺生产的旋挖机齿比市场上普通的旋挖机齿在抗剪强度上提高36%。采用上述工艺生产的旋挖机齿比市场上普通的旋挖机齿在熔覆层硬度上提高10%。
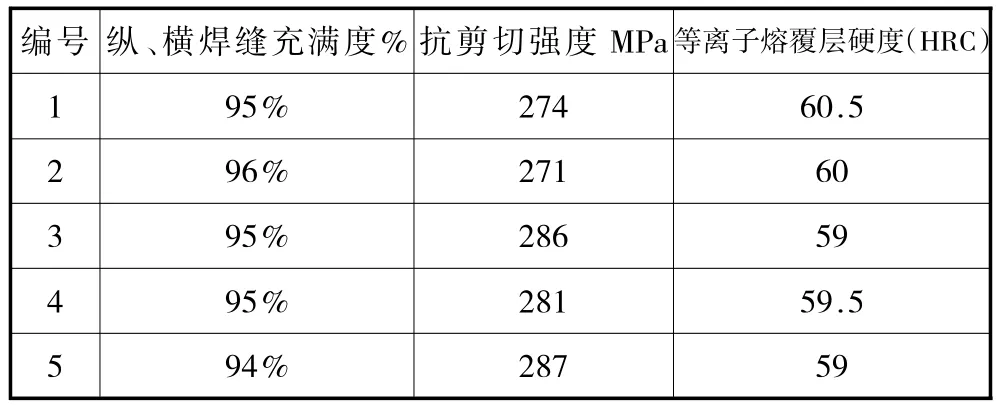
表2 性能检测表

表3 性能检测表
4 现场试验
为了验证此批旋挖机齿的实际使用效果,我们选取成都某高架桥施工现场进行测试[4]。安装布置如图4所示:

图4 旋挖机齿布置
此批15个采用上述工艺的旋挖机齿与15个普通的旋挖机齿在同一工地现场做现场测试,使用寿命对比如图5所示:

图5 旋挖机齿寿命统计
采用上述工艺的旋挖机齿平均寿命较高,寿命提高91%,采用上述工艺的旋挖机齿产品质量一致性高,寿命波动小,采用上述工艺的旋挖机齿性能超过国内同类产品水平,试验效果良好。说明此工艺方法制备的旋挖机齿具备推广价值。
5 结语
在成都施工现场对生产的旋挖机齿的使用情况进行了持续质量跟踪调查,实践证明,采用新的钎焊工艺所生产的产品,在使用过程中未出现合金头脱落的现象,而且产品的使用寿命有了很大提高,降低了旋挖机的生产成本,提高钻孔了效率。随着试验工作的深入,我们对不同牌号焊料试验研究工作还需要加强。
[1]丁吉.基于入岩速度和动力头齿轮寿命的旋挖钻机钻进参数研究.[硕士学位论文]中南大学2012.
[2]庄鸿寿.罗格夏特E.高温钎焊[M].北京:国防工业出版社,1989.
[3]刘加强.提高采煤机截齿质量的新途径[J].金属热处理,1995(7).
[4]孙国庆.旋挖钻机关键部件的可靠性分析研究[硕士学位论文]天津大学,2011,35-36.

图5 烟道上不同截面速度分布云图
3 结论
(1)优化运行是脱硫系统稳定、经济运行的重要手段,是运行的日常工作之一。
(2)通过对湿法烟气脱硫(FGD)吸收塔内的数值模拟,对脱硫塔内流场分布均匀优化,得出脱硫系统优化运行的操作方案,为实际优化运行提供了参考。
(3)烟道的导流板布置对吸收塔内的烟气速度与回流区具有影响。
(4)由最终优化方案的数值模拟结果可以得出,吸收塔烟气经过四层喷淋层后没有明显的高速气带,径直流向吸收塔顶部。
参考文献
[1]石财荣.火电厂烟气脱硫系统GGH结垢处理及增压风机优化运行[J].内蒙古电力技术,2010,28(5):52-54.
[2]杨爱玲,董雪峰.脱硫装置2号湿式球磨机优化运行调整及建议[J].科技风,2011,22:092.
[3]朱文彬.优化运行降低湿法烟气脱硫石膏水份[J].科技创新导报,2010(21):74-74.
[4]徐钢,袁星,杨勇平等.火电机组烟气脱硫系统的节能优化运行[J].中国电机工程学报,2012,32(32):22-29.
[5]孙正杰,邵炜.北仑电厂脱硫系统经济运行优化探讨[J].电力科技与环保,2010(4):54-56.
Abstract:As a major energy consumer of power plant,the desulfurization system has a significant effect on the stability,economy and safe operation of the generating set.The guiding ideology of the desulfurization system optimization operation is to reduce the running costs by adjusting the operating parameters and operation mode on the basis to meet environmental requirements.We derive the desulfurization system optimal operating plan of 2x1000MW generating set by the optimal adjustment of the flue gas,which provides a reference to the actual optimal operation by the CFD software of Fluent.
Key words:desulfurization,simulation,remould
The Experimental Study on Hard Rock High Performance of Rotary Drilling Tooth
WANG Ruili1,LI Fei2
(1.Huanghe Science&Technical College,Zhengzhou450063;2. Anyang Institute of Technology,Anyang 455000)
The main failure form of Rotary Drilling tooth is alloy wear,loss and fracture.The technology of developing high-quality hard rock auger teeth is founded by researching the hard metal alloy, pick-body material,technique of braze welding,wear resistant cladding. Good results have been achieved through laboratory tests and on-site verification test.
rotary drilling;hard rock Rotary Drilling tooth;technique of braze welding;hard alloy
Study on System Simulation and Technical Transformation of Desulfurization System in Power Plant
GUO Lei1,MA Jiapeng1,ZHAO Ying2
(1.Shandong Special Equipment Inspection Institute,JiNan 250101;2.Shandong Vocational Skills Identification and Guidance Center,250001)
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
山东冶金(2022年4期)2022-09-14 08:59:00
四川冶金(2019年4期)2019-11-18 09:30:54
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
制造技术与机床(2017年3期)2017-06-23 08:11:30
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
