发动机曲轴清洗设备控制系统的研究
2014-12-31 12:08陈伯豪姜莉莉张灿为何汪洋
机械工程与自动化 2014年2期
陈伯豪,姜莉莉,张灿为,何汪洋
(广东工业大学 机电工程学院,广东 广州 510006)
0 引言
活塞曲轴作为柴油机(发动机)上的核心零件,其表面清洗的干净程度将直接影响到发动机的正常运行。曲轴制造过程中,由于机械加工处理方式、加工环境或人为等因素在加工过程中对零件造成的影响,将导致曲轴生锈,曲轴装配不上,减少使用寿命,甚至过早报废,给企业造成巨大的损失,因此对发动机曲轴清洗设备的研究具有一定的意义。本文设计研究了一套曲轴清洗自动控制系统,填补了目前发动机曲轴清洗设备的空白。
1 曲轴清洗设备的工作原理和工艺流程
曲轴清洗设备主要由送料系统、清洗系统、防腐处理系统3大模块组成。其中清洗系统是其核心部分,包括喷淋清洗系统、高温蒸汽系统和高压水射流系统。
曲轴清洗工艺流程如图1所示。

图1 曲轴清洗工艺流程图
根据曲轴清洗机的设备组成及基本工艺流程,控制系统需要满足的控制要求如下:
(1)为避免系统运行错误,控制系统必需具有系统开机初始化、自检和紧急停止控制模块。
(2)针对不同清洗模式的要求,设置有手动清洗和自动清洗两种模式。其中自动清洗模式预先设置高强度清洗、标准清洗和轻度清洗3种模式,以满足不同的清洗需求。
(3)基于曲轴的机械结构特性和清洗度要求,可设定高压水射流喷头的压强、流量和清洗时间等参数。
(4)为保证工件的清洗质量,可设定清洗池中的清洗液位、温度和污染度等参数并实时监控,当超出预设范围时应启动相应的调节系统。
2 设备控制系统的设计和硬件选用
曲轴清洗设备自动控制系统由上位机触摸屏、下位机可编程逻辑控制器PLC组成。在PLC模拟输入端有温度传感器、液位传感器、湿度传感器、水质监测传感器和位移传感器,这些传感器能实时采集清洗池中清洗溶液的水质和液位、高温蒸汽清洗系统和烘干池的温度、升降机和可移动机械手的位移等模拟参数。PLC模拟输出端与变频器、步进式电机、空气压缩泵、水泵、电阻丝连接,输出模拟控制信号实现执行装置的控制;PLC数字输入端连接调试/自动旋钮、进水/排水旋钮、喷淋按钮、开机/停机按钮等,采集数字开关信号;PLC数字输出端与空气压缩泵、水泵、电机等设备连接,输出信号控制执行元件。
模拟量输入包括液位传感器、温度传感器、位移传感器和水质监测传感器,输出包括高压水泵、电阻丝、变频器、电机、引风机和水泵等。开关量输入为各操作旋钮,开关量输出为喷淋水泵、水池水泵和水封阀,保证了循环水路的畅行。断路器、交流接触器和变频器组成动力回路,具有短路、过载和失压保护的功能,保证了水泵和引风机的安全正常运行。控制变压器提供控制回路所需的24V直流电源。系统控制结构框图如图2所示。

图2 系统控制结构框图
控制系统所用PLC选用三菱FX2N-80MR系列可编程逻辑控制器作为下位机,并集成了2个RS-485通讯口,以便实现联网和监控系统的扩展和升级,组合了2个FN2N-4AD模拟量输入模块和1个FN2N-4DA模拟量输出模块(此模拟量模块是将压力、液位、温度等信号转化为1V~5V,4mA~20 mA,然后发送到PLC进行处理),可控制8路模拟量输入和4路模拟量输出;1个Q64DAN数字量输出、输入混合模块;人机界面1块,选用了STV-AX3171系列的触摸屏,另外触摸显示屏和PLC连接方式通过MPI电缆连接至PLC的CPU通讯口PORT0上面。
3 PLC程序设计
设备控制系统功能主要包括清洗模式选择、参数设置和急停等。其中手动清洗主要是为了检查设备各作业区的运行状态,以及时反馈和维护。主系统和子系统自动控制流程图如图3、图4所示。

图3 主系统自动控制流程图

图4 子系统自动控制流程图
4 触摸屏界面的设计
触摸屏软件设计采用了微软嵌入式实时多任务操作系统和嵌入式组态软件(组态王),组态界面包括1个主界面和4个子界面(清洗模式、参数设置、实时监控、帮助)。图5为触摸屏界面设计框图。
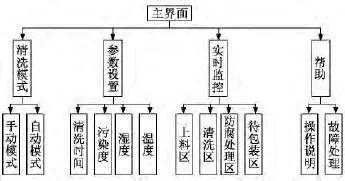
图5 触摸屏界面设计框图
本系统的触摸屏界面有以下特点:
(1)主界面下面只有4个二级子界面可供选择,简单美观,方便用户理解和操作。
(2)清洗模式选项包括自动清洗和手工清洗两种模式,其中自动清洗系统本身具有3种清洗模式:高强度清洗、标准清洗和轻度清洗。
(3)实时监控包括4个监控区,即上料区、清洗区、防腐处理区和待包装区,每个作业区可实时监控,保证系统的正常运行。
(4)每个下级界面右下角都有一个快捷键回到上级界面和主界面。
(5)报警消息界面可以同步反映设备的报警事项,直接在触摸屏上伴随着报警声音实时显示出来。触摸屏上的查询模块可以查询显示所有的历史报警详细事项,为用户的反馈提供参考数据,也方便用户的维修和使用。
5 结束语
经过长时间的实验与调试,基于FX2N-80MR系列PLC自动控制系统的发动机曲轴清洗设备运行稳定可靠,自动化程度高,而且清洗时间短,清洗度达到了企业预期标准。目前该设备投入了厂家生产线作业,制造成本降低,企业生产效率大幅度提高,满足了曲轴自动化清洗的要求。
[1]刘文芳.基于PLC及触摸屏技术的CIP清洗控制系统的设计[J].制造业自动化,2011,33(5):143-144.
[2]徐宏海,董金星.基于S7-300PLC与触摸屏的玻璃清洗机控制系统设计[J].制造业自动化,2012,34(5):40-42.
[3]张剑锋,陈慕君.基于SIMATIC S7-300的自动洗车控制系统设计[J].科技信息,2012(28):274-275.
[4]崔剑平,赵振,王秋敏,等.PLC和触摸屏在控制系统中的应用[J].机械工程与自动化,2007(4):160-161.
[5]许海峰,冯毅,朱君君,等.基于气动及PLC技术的电镀件清洗控制系统设计[J].液压与气动,2009(7):12-14.
[6]薛迎成,冯海辰,王正虎,等.PLC在清洗机中的应用[J].自动化技术与应用,2008,27(1):125-126.
[7]令晓明,范多旺.大型等离子轰击清洗设备中的PLC控制系统构建[J].兰州铁道学院学报,2006,25(1):107-109.
[8]韩清华,赵有斌,李虓,等.基于PLC和组态软件的液位和温度监控[J].包装与食品机械,2009,27(5):6.
猜你喜欢
装备制造技术(2019年12期)2019-12-25
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年4期)2019-04-04
测控技术(2018年12期)2018-11-25
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年5期)2018-01-19
电子制作(2016年21期)2016-05-17
电测与仪表(2015年11期)2015-04-09
铁路通信信号工程技术(2014年5期)2014-02-28
河南科技(2014年12期)2014-02-27