
PLC在电动机控制中的应用
2014-12-29 00:42:50襄阳汽车职业技术学院游志平
湖北农机化 2014年1期
襄阳汽车职业技术学院 游志平
继电器控制系统(硬接线控制系统)是应用最早的控制系统,具有结构简单,易于掌握、维护调整简单、价格低廉等优点,获得了广泛应用,如机床控制系统等。
但其缺点也是显而易见的,设备体积大,在复杂控制系统中可靠性低,维护不方便,特别是由于接线复杂,当生产工艺或对象改变时必须改变接线,通用性和灵活性较差。
PLC正好解决了这个问题。
PLC又叫可编程序控制器,是20世纪70年代以来,在继电接触器控制技术和计算机控制技术上发展起来的一种新型工业自动控制设备,它以微处理器为核心,集自动化技术,计算机技术,通信技术为一体,目前被广泛应用于自动化控制的各个领域中。
PLC控制系统的输入输出部分与传统的继电器控制系统基本相同,其差别仅仅在于控制部分。前者是用硬接线将许多继电器按某种方式连接起来完成逻辑功能,所以其逻辑功能不能灵活改变。
PLC控制系统中由用户程序代替了继电器控制电路。其不仅能实现逻辑运算,还具有数值运算及过程控制等复杂控制功能。用户要修改控制程序不需要修改控制器的内接线(即硬件),而只需要通过编程器改变存储器中某些语句的内容。大大增强了工作效率及通用性。
1 继电接触器控制电路原理
(1)正反转控制电路
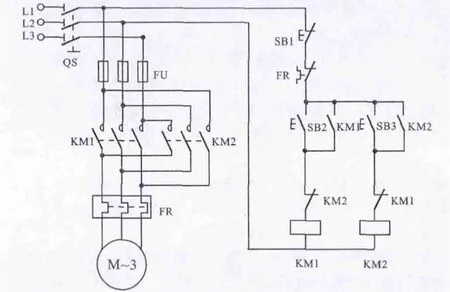
在生产加工过程中,往往要求电动机能够实现正反2个方向的转动,如起重机吊钩的上升与下降,机床工作台的前进与后退等等。由电机原理可知,只要把电动机的三相电源进线中的任意两相对调,就可实现电动机正反转。因此正反转电路实质上是2个方向相反的单向运行电路,为了避免误动作引起电源相间短路,必须在电路设必要的互锁。
正——停——反控制电路分析如下:
正转:按下正向启动按钮SB2→线圈KM1得电并自锁→接触器KM1得电吸合→电动机正转(KM1动断辅助触点断开→使KM2不能吸合,实现电气互锁。)
停止:按下按钮SB3→KM1线圈失电→KM1主触点、辅助触点断开→电动机断电停止正转→KM1动断辅助触点恢复闭合,为反转做准备。
反转:按下反向启动按钮SB2→线圈KM2得电并自锁→接触器KM2得电吸合→电动机反转→KM2动断辅助触点断开,使KM1不能吸合,实现电气互锁。
2 F1系列几种基本指令介绍
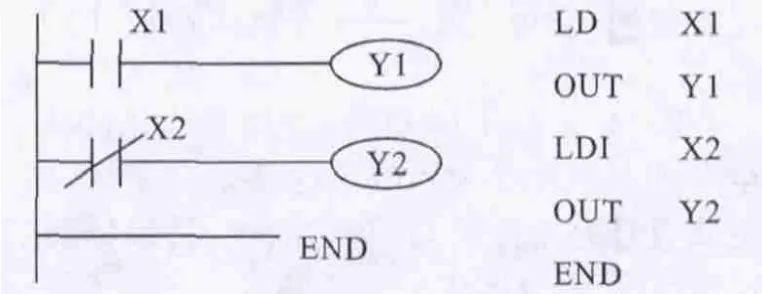
2.1 线圈驱动指令LD、LDI、OUT及END
LD:动合触点与起始母线连接指令。
LDI:动断触点与起始母线连接指令。
OUT:线圈驱动指令。
END:程序结束语句。
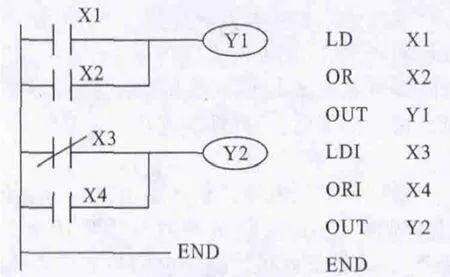
2.2 触点并联指令OR、ORI
OR:用于单个动合触点与上面的触点(或电路块)并联连接的指令。
ORI:用于单个动断触点与上面的触点(或电路块)并联连接的指令。
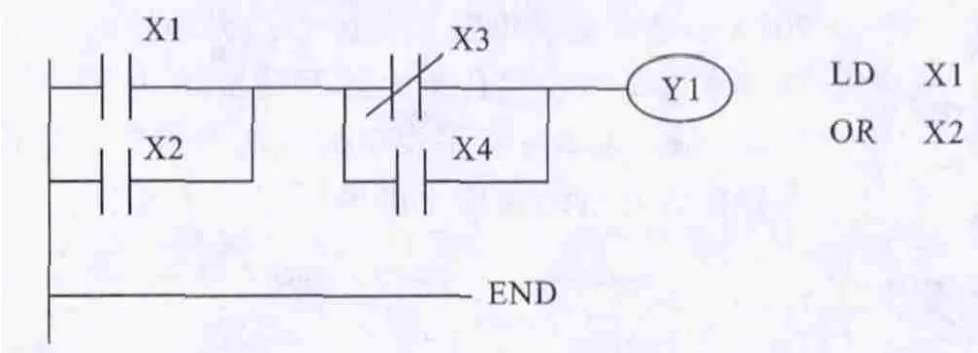
2.3 并联电路块的串联连接指令ANB
ANB:并联电路块之间的串联连接。是一条独立的指令,它不带任何器件编号
2.4 主控指令MC、MCR
MC:主控开始指令,用于公共串联触点与多路输出电路的串联连接。
MCR:主控返回指令,用于MC指令的复位。即主控结束时返回原母线。
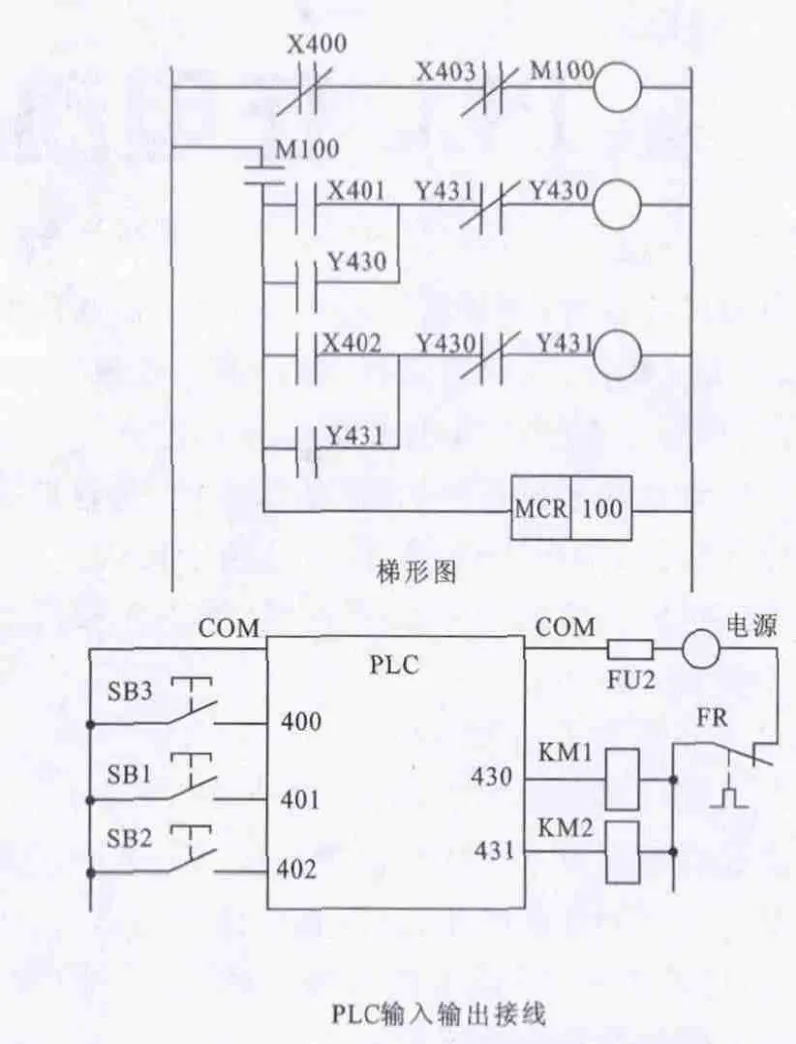
3 应用PLC控制实现电动机正反转
三相异步电动机正反转控制。
语句表
1 LDI X400 8 OUT Y430
2 ANI X403 9 LD X402
3 OUT M100 10 OR Y431
4 MC M100 11 ANI Y430
5 LD X401 12 OUT Y431
6 OR Y430 13 MCR M100
7 ANI Y431 14 END
猜你喜欢
武汉广播影视(2022年6期)2022-12-28 06:38:12
军民两用技术与产品(2020年8期)2020-09-07 13:37:18
汽车维护与修理(2019年3期)2019-08-08 02:29:10
电子制作(2019年7期)2019-04-25 13:17:20
汽车维护与修理(2018年5期)2018-09-29 02:41:46
汽车维护与修理(2018年23期)2018-07-03 07:10:10
汽车维护与修理(2017年5期)2017-11-17 01:54:49
电工技术学报(2017年15期)2017-08-31 19:02:23
电测与仪表(2014年15期)2014-04-04 12:05:18
电测与仪表(2014年8期)2014-04-04 09:19:36
