
双轴肩搅拌摩擦焊接实验系统研究
2014-12-25 02:08陈书锦胡晓晴高延敏
实验技术与管理 2014年11期
陈书锦,胡晓晴,芦 笙,高延敏,王 宇
(江苏科技大学 材料科学与工程学院,江苏 镇江 212003)
摩擦焊接实验是焊接技术与工程专业、材料成型专业本科实验教学的重要实验。目前关于摩擦焊实验装置有:连续驱动摩擦焊、惯性摩擦焊、常规单轴肩搅拌摩擦焊等[1-5],而作为最新发展的双轴肩(bobbin tool),也有称为SRPT(self reactive pin tool)搅拌摩擦焊接技术,目前高校实验室鲜有相关实验装备[6-7]。如果在常规搅拌摩擦焊机上进行改装,则只能做一些工艺参数实验,无法有效揭示焊接过程中的参数变化规律,满足不了当前专业技术实验教学的需要。当前,市面上很难购买合乎要求的双轴肩搅拌摩擦焊机,因此本研究基于数字化控制技术,研制了双轴肩搅拌摩擦焊接实验系统[8]。
本实验系统采用工控机、可编程逻辑控制器为核心,基于专用运动控制模块、单片机控制板构成曲线焊接控制系统,以完成学生的基本实验内容;以温度测量、搅拌头受力测量装置为基础,设计了焊接数据测控平台,旨在培养学生分析问题的能力[9-11]。
1 系统结构及原理
1.1 双轴肩搅拌摩擦焊接原理
双轴肩搅拌摩擦焊接技术是一种新型的焊接方法[12],与常规单轴肩搅拌摩擦焊接相比,由于取消了垫板并且上下轴肩同时对工件摩擦生热,所以能够消除未焊透等缺陷,这一改进大大降低了焊接过程中的锻压力,提高了狭小空腔及筒体等复杂结构搅拌摩擦焊接的可操作性,同时节省了制造刚性装置的成本,因而备受国内外关注。双轴肩搅拌摩擦焊接原理如图1所示。

图1 双轴肩搅拌摩擦焊接原理
图1所示,在双轴肩搅拌摩擦头中,由一个共用的搅拌针连接上、下轴肩,这2个轴肩分别与被焊工件的上下表面接触,由于上下轴肩的距离略小于工件厚度,因此当搅拌头高速旋转的同时沿着焊缝方向行进时,所产生的热量使被焊工件塑化,在搅拌针和上下轴肩的同时作用下不断被搅拌、挤压成形,最后形成焊缝。
1.2 双轴肩搅拌摩擦焊机结构及原理
如图2所示,双轴肩搅拌摩擦焊机主要由机械本体、搅拌摩擦头、电机驱动及其控制系统、测控系统组成。机械本体包括工作台、机头、焊接工装等部分;搅拌摩擦头则用于直接作用于工件,电机驱动及控制系统主要用于实现搅拌摩擦头旋转、工作台的平面移动等焊接动作。
整个焊接装置安装在机头上,机头输出轴通过齿轮将动力传递给从动齿轮,为搅拌头旋转提供动力。搅拌针与中心轴连接,中心轴由上而下,穿过压力传感器、平面轴承、上轴肩,在电机和燕尾槽滑动机构的作用下,中心轴可产生轴向位移;中心轴与上轴肩之间采用键和键槽连接,它们之间只能产生相对轴向位移。
搅拌头设计环节是整个焊机的核心之一。本研究提出了一种分体式双向可调节的双轴肩搅拌摩擦头,如图3所示。搅拌针、上轴肩、下轴肩相互分体设计,搅拌针与上轴肩、搅拌针与下轴肩都通过紧定螺钉进行固定以防止相对旋转。搅拌针的上端伸出上轴肩的部分和下端伸出下轴肩的部分均具有螺纹,使用2个螺母即可阻止上下轴肩向搅拌针的两端运动,而松开紧定螺钉、旋转螺母即可双向调节上下轴肩间距。本设计符合双轴肩搅拌摩擦焊工艺要求,可以满足不同厚度试板的双轴肩搅拌摩擦焊,同时搅拌针与上下轴肩彼此独立,拆装方便,部分组件出现损坏可轻松替换,不会造成整体损失,从而节约材料。

图2 双轴肩搅拌摩擦焊机机械结构示意图

图3 可调节双轴肩搅拌摩擦头
1.3 控制系统结构
双轴肩搅拌摩擦焊机控制结构框图见图4。控制系统的核心控制部件是工控机(研华610L)和PLC(FX3U-48MT+FX2N20GM),工控机用于控制算法运行,PLC在本系统中负责工作台x、y向电机驱动的控制和主轴电机的旋转控制。输入到主控制器的焊接参数有:焊接速度、主轴旋转速度、轴向力、平面受力、前导区温度等焊接参数。

图4 双轴肩搅拌摩擦焊机控制结构框图
首先以MCGS触摸屏为人机交互界面,以工控机为焊接参数采集、计算单元,A/D采集模块采集x、y方向的阻力、搅拌针所承受的轴向力、焊接区域温度,然后传送至工控机进行运算,最后将动作指令传送至PLC;PLC通过专用运动模块FX2N20GM,控制3台驱动电机,从而控制工作台x、y方向和机头z方向的位移;同时通过串口与变频器通信,间接控制主电机,实现控制搅拌头的转速,从而完成整个焊接过程。
2 焊接参数检测与控制
焊接过程中,在专用拉杆的作用下,搅拌针、上轴肩、下轴肩同步高速旋转,尽管实现了焊接,但是搅拌针承受了巨大、不均匀的拉力,同时在焊接方向上承受了行进阻力,因此在双轴肩搅拌摩擦焊接过程中,与常规搅拌摩擦焊相比需要增加参数测控。
2.1 搅拌针轴向力检测
在焊接过程中,由于搅拌摩擦头处于高速旋转状态,因此难以采用传统方法检测轴向力,本研究采用无线传输的方法解决这个问题,如图5所示。

图5 轴向力信号检测模块结构框图
压力传感器安装在垫片与平面轴承之间。为了提高检测精确度和安装方便,在轴心对称放置了3个压力传感器,同时对3个传感器进行采样。
压力传感器采用具有高弹性、抗冲击和振动特性的CPS182陶瓷压阻压力传感器,其响应时间1ms,量程100kPa~60Mpa,线性度0.2~0.4%,外形尺寸18mm×5.25mm×8.05mm。压力检测及无线传输电路安装在平面轴承上方的开放式空腔中。轴向力无线信号送入相应的接收模块后,最后通过串口送入工控机。图6为测得的轴向力信号曲线。

图6 轴向力信号曲线
2.2 搅拌摩擦头平面受力检测
由于在焊接过程中搅拌摩擦头承受了很大的行进阻力,如果参数设置不当,极有可能导致搅拌针断裂,因此为了保证搅拌头的安全,本系统中通过专用力传感器采集搅拌针所受的平面力的大小,在被焊工件上的四周安放测力夹具,如图7所示。通过检测A、B、C、D、E、F、G、H这8个位置所受到的力,即可计算出搅拌针所受到的合力。
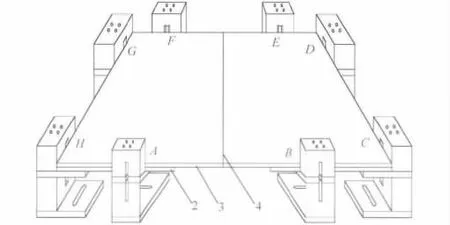
图7 测力夹具
各点的受力信号通过放大线路后,送入数据采集卡,最后由工控机进行存储和显示。平面力信号如图8所示。
2.3 曲线双轴肩搅拌摩擦焊接
双轴肩搅拌摩擦焊接的优势在于可以焊接曲线构件,为了体现这一特点,设计了曲线双轴肩搅拌摩擦焊接实验。曲线焊接的关键执行部件是定位模块(FX2N20GM)和驱动装置SGDV伺服单元,两者之间的接线如图9所示。

图8 平面力信号曲线
以完成正弦曲线焊接为例,首先固定好焊材,确定平面坐标系xoy及焊缝零点(起始点);将待焊缝在x方向上平均分成若干份(可根据经验确定),在各个等分点绘制平行于y轴的虚线,得到交汇点,然后分别计算出各交汇点在此坐标系中的坐标值(0,0)、(x1,y1)、(x2,y2)、(x3,y3)……,如图10所示;最后编写程序,将上述获得的各坐标值写给20GM定位模块,并给定各圆弧段的半径r,调用定位指令cod02(cw)或者cod03(ccw),由20GM 进行连续圆弧插补,驱动x、y轴伺服电机,完成曲线焊缝的焊接。

图9 定位模块与伺服单元之间的接线图
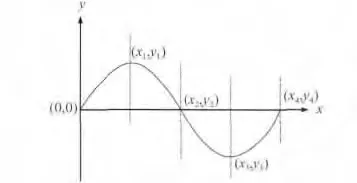
图10 正弦曲线焊缝示意图
2.4 前导区温度闭环控制方法
在焊接过程中,搅拌摩擦头前方的金属塑化程度直接影响着焊接质量,而温度则是金属塑化的重要标志,因此对焊接前方区域温度即前导区温度进行监控具有重要意义。
选取前方某位置为目标点,焊接过程中,以该点温度为反馈,建立的温度闭环控制系统见图11。由于温度是缓变量,因此必须采用滞后控制补偿措施,以期将滞后部分影响控制在环路之外。

图11 温度控制框图
如图12所示,对前导区温度进行控制时,采用常规PID控制器与Smith预估器相结合的方法,用以避免系统产生振荡、保证系统的稳定性。
以一阶惯性环节和纯滞后环节串联来表示焊接温度模型,则预估器的输出V′(k)可表示为

图12 Smith预估器结构
V′(k)=aV′(k-1)+b[v(k-1)-v(k-N-1)]
式中,a=eT/Tf,b=kf(1-eT/Tf),Tf为焊接温度时间常数,kf为温度模型放大系数,τ为纯滞后时间。
通过设计PID控制器和预估器,可以实现焊接前导区温度闭环反馈控制。
3 可进行的教学实验
本系统实验原理直观清晰,可开设以下实验:
(1)双轴肩搅拌摩擦焊常规实验;
(2)搅拌针的轴向受力检测与分析;
(3)搅拌摩擦头平面受力检测与分析;
(4)双轴肩搅拌摩擦焊曲线焊接实验;
(5)焊接前导区温度闭环控制系统实验。
4 结束语
开展双轴肩搅拌磨擦焊接实验系统的自制工作,促进了我校搅拌摩擦焊接技术的新发展,促进了我院本科、研究生教学和教师科研水平的提升。双轴肩搅拌摩擦焊接实验系统为更好地提高学生的综合素质、培养学生的实践创新能力和工程素养提供了平台。针对本科生、研究生已开设了一系列实验选修课程。
(
)
[1]王敬和,曲伸,祝文卉.现代摩擦焊技术在航空制造业中的应用和发展[J].航空制造技术,2006(5):14-15.
[2]Jeong H S,Cho J R,Oh J S.et a1.Inertia friction welding process analysis and mechanical properties evaluation of large rotor shaft in marine turbo charger[J].International Journal of Precision Engineering and Manufacturing,2010,11(1):83-88.
[3]Posadam,Nguyenjp,Forrest D R,et al.Friction stir welding advanced joining technology[J].Amptiac Quarterly,2003(7):13-20.
[4]栾国红,关桥.搅拌摩擦焊:革命性的宇航制造新技术[J].航天制造技术,2003,4(8):16-23.
[5]侯晓鹏,杨新岐,崔雷,等.6061-T4铝合金T型接头搅拌摩擦焊工艺[J].中国有色金属学报,2013(11):3048-3055.
[6]韩文妥,许鸿吉,李光,等.几种新型搅拌摩擦焊技术[J].航空制造技术,2008(21):48-51.
[7]Edwards R,ssrlva G.Recent advances in welding of aluminumalloys using a self reacting pin tool(SRPT)approach with application examples[C]//Proceedings of 7th International Con-ference on trends in Welding Research,Georgia,USA,2005.
[8]吴开源,黄石生,李阳,等.弧焊电源的数字化控制技术[J].半导体技术,2005(1):13-20.
[9]李全利.PLC运动控制技术应用设计与实践[M].北京:机械工业出版社,2009(8):1-9.
[10]秦忠基.一种适用的单片机和变频器的接口[J].微计算机信息,1999(2):69-70.
[11]白日午.焊接温度的测量与控制[J].焊管,1995,19(5):50-53.
[12]Thomas W M,Wiesner C S,Marksetc D J.Conventional and bobbion friction stir welding of 12%chrominum alloy steel using composite refractory tool materials[J].Science and Technology of welding and Joining.2009 ,14(3):247-253.
猜你喜欢
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年8期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
照明工程学报(2016年3期)2016-06-01
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
