
PROFIBUS总线在汽车涂装生产线中的应用
2014-12-25 01:48敖世海
设备管理与维修 2014年9期
敖世海
(帝豪汽车有限公司涂装厂 浙江慈溪)
1.前言
涂装车间生产设备的自动化控制系统主要采用“集中监测,分散控制”的典型控制模式,依据这一原则,将整个涂装车间生产设备的控制系统分为2层网络(工业以太网+PROFIBUS总线),3个层次(监控层、控制层和设备层)。每个层次中使用不同的网络结构及软硬件配置,以实现不同的功能。结合目前国际、国内自动化水平和汽车行业的实际运作方式,选择在业内应用成熟,技术先进可靠,功能实用的工业以太网+PROFIBUS总线控制。
2.PROFIBUS现场总线的特点
PROFIBUS根据应用特点分为PROFIBUS-DP、PROFIBUSFMS、PROFIBUS-PA等3个兼容版本,支持主从系统、纯主站系统、多主多从混合系统。
PROFIBUS-DP适用于自动控制系统和设备级分散I/O之间的通信设计,在过程自动化领域有着广泛运用。该总线有比较高的数据传输率,特别适用于系统与外部设备之间的通信,远程I/O系统尤为合适。它允许高速周期性的小批量数据通信,适用于对时间要求比较高的自动化场合。总线上的设备一般为主站与从站配置,允许构成单主站或多主站系统。多主站系统一般对主站数量有一定的限制,主站周期地读取从站的输入信息并周期地向从站发送输出信息,PROFIBUS-DP还提供智能化现场设备所需的非周期性通信以进行组态、诊断和报警处理等。
PROFIBUS-DP协议结构定义了第一层物理层、第二层数据链层和用户接口。用户接口规定了用户及系统以及不同设备可调用的应用功能,并详细说明了各种不同DP设备的行为,对第三至第七层未加描述。
3.涂装生产线的组成结构
(1)工业以太网(图1)。由两台监控计算机、7台工业交换机采用光纤通信与现场设备(PLC)、SIMATIC WINCC监控系统组成一个局域网,对车间内各个PLC的运行信息向计算机监视系统传送的数据进行实时采集和集中监测,形成一个完整可靠的中控系统。

图1 涂装中控网络结构图
(2)PROFIBUS总线。涂装车间自动化生产线主要由监控计算机、PROFIBUS 总线适配卡、PLC(S7-300)、PROFIBUS 总线网络组成。
4.PROFIBUS总线的应用
PROFIBUS总线在汽车涂装生产线主要运用于输送系统、AVI识别控制系统及现场变频器通信。输送系统分布在整个涂装车间,控制比较分散。按照输送方式可分为:滑橇输送系统(1~4)、前处理悬挂链输送系统及喷胶摩擦式悬挂输送系统。以滑橇输送系统2为例,其控制系统如下。
PROFIBUS-DP远程I/O网络组态:PLC CPU 319-3 PN/DP,Y 远 程 I/O终端模块选用的是ET200S的IM151-1 HF模块,订货号为6ES7-151-1BA02-0AB0。在组态通信网络之前应将远程I/O模块依次固定安装在导轨之上,然后再组建网络。
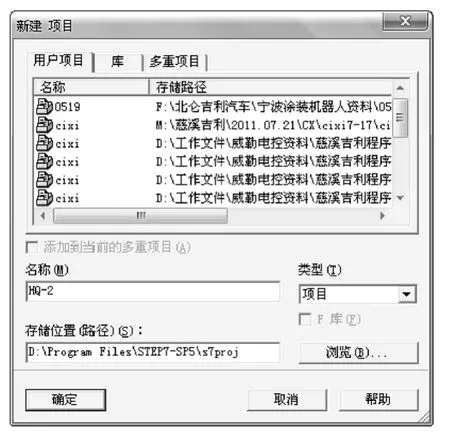
图2 新建项目
(1)创建一个项目如图2所示,填入名称HQ-2,单击确定,出现图3组态画面。单击项目名称前面的+号,选中SIMATIC 300。然后双击SIMATIC 300RACK-300,将机架(RAIL)拖入到左边空白处生成空机架。
(2)配置主站,在图3中双击HQ-2的“硬件”,进行硬件组态,依次将电源、CPU和各种所需的模块插入机架里。

图3 插入1个300站点
双击“MPI/DP”接口,新建一条PROFIBUS-DP网络,设定PROFI-BUS网络主站地址(设为2),选择网络的通信速率1.5 Mbit/s和DP行规。将分布式I/O ET200S挂接到主站的PROFIBUS-DP的电缆上,如图4所示对话框。
根据IM 151-1物理模块上的实 际地址(由模块上的拨码开关设定)配置IM151-1在PROFI-BUSDP网内的站地址,双 击图 4中 的IM151-1模块,出现图5所示对话框。单击图5中的PROFIBUS按钮后,设定IM151-1在“PROFIBUS(1)”内的站地址为10(与实际硬件设定保持一致),单击“确定”后回到硬件组态画面(图6)。
(3)分布式I/O ET200S的配置,单击图6中的IM151-1模块在对话框下半部分的空白槽内依次插入ET200S远程模块。根据设备情况,按照实际模块的订货号和在导轨上的顺序来组态。根据实际硬件IM151-1模块配置如下:2个PM-E DC 24 V、2个 4/8 F-ID DC 24 V、4 F-DO DC 24 V/2 A、6个 8DI DC 24 V、2个 8DO DC 24 V/0.5 A、6个 4DO DC 24 V/0.5 A ST。按上述步骤对每个I/O远程模块组态,将滑橇输送系统2连接到两条PROFIBUS-DP总线上形成一个现场总线控制网络再与连接交换机直接和中控服务器连接交换传递数据(图7)。

图4 插入IM151-1模块到总线电缆

图5 配置IM151-1的属性
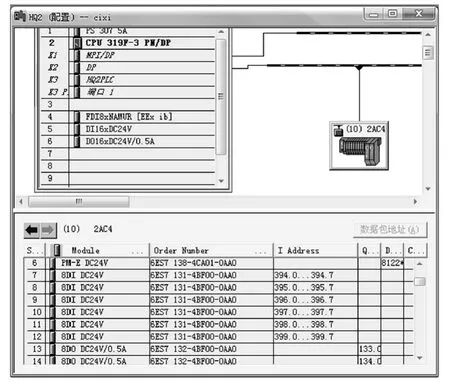
图6 IM151-1的各种远程I/O模块

图7 HQ2 PLC组态监控界面
5.PROFIBUS数据传输规则
S7-300在PROFIBUS-DP的网络中,根据数据传输速率、数据的吞吐量等相关要求,可以组建不同的PROFIBUS-DP网络以实现不打包通信和打包通信。打包通信需要调用系统功能(SFC)。STEP7提供了两个系统功能(SSFC14和SFC15)来完成数据的打包和解包功能。不打包通信可直接利用传送指令来实现数据的读写,但每次最大只能读写4个字节(双字)。
涂装车间确保数据通信快速准确,都采用打包通信的方式,利用STEP7提供的两个系统功能SFC15和SFC14来完成数据的打包和解包功能。SFC15是对要发送的数据进行打包,并传给发送区,SFC14是对接收的数据经常解包,并转存至系统内存区。
滑橇输送系统(1、3、4)、前处理悬挂链输送系统及喷胶摩擦式悬挂输送系统的总线控制组态同滑橇输送系统2的组态相同。现场控制柜与远程I/O模块用PROFIBUS-DP总线通信方式连成几套总线网络通信系统后,再与图1中的交换机通过工业以太网连成中控系统。
6.结论
涂装电控系统采用PROFIBUS-DP总线+工业以太网控制,体现出集中监测,分散控制的典型控制模式,达到了目前国际、国内汽车行业自动化先进水平。整个电控系统稳定可靠,反应迅速准确,能够及时提供生产线状况和设备运行状态,能够快速将各个设备故障信息传送到中控室进行报警。每个电控子系统具有系统的独立性、完整性和工艺符合性。
猜你喜欢
装备制造技术(2020年1期)2020-12-25
河北农机(2020年10期)2020-12-14
凿岩机械气动工具(2017年2期)2017-07-19
组合机床与自动化加工技术(2017年1期)2017-02-15
电子制作(2017年23期)2017-02-02
电子制作(2017年24期)2017-02-02
工业设计(2016年11期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
电源技术(2015年7期)2015-08-22
中国交通信息化(2015年11期)2015-06-06
