
大长径比12缸发动机凸轮轴中频淬火研究
2014-12-25 01:48刘敬平张冬梅
设备管理与维修 2014年9期
刘敬平 张冬梅
(焦作大学机电工程学院 河南焦作)
一、引言
凸轮轴在工作中受到周期变化的交变载荷作用,工作应力主要集中在凸轮和轴颈上,尤其是凸轮外形在滚轮的往复交变应力的作用下,磨损非常严重,为了保证凸轮轴具有足够的使用寿命寿命,通常采用表面处理的方法,使凸轮轴工作表面具有足够的硬度和耐磨性,其中表面中频淬火是最常用的一种方法。大长径比12缸发动机凸轮轴是为博杜安M26柴油发动机系列产品中的12缸机配套开发的新产品。该凸轮轴要求采用中频淬火,来提高轴颈与凸轮的疲劳强度和耐磨性。
二、零件的材料和技术要求
大长径比12缸发动机凸轮轴(长1454 mm)零件(结构图略)。材料为 CF53钢,主要化学成分C,0.50~0.57;S,0.010~0.025;Si,0.15~0.35;Mn,0.50~0.80;P,≤0.035。凸轮要求采用中频淬火处理,凸轮范围硬度59~63HRC,淬硬层深度(550HV3)=1.5~4 mm;基圆硬度≥55 HRC,淬硬层深度(475 HV3)=1.5~3 mm。
三、中频淬火感应器的设计
表面中频淬火是利用凸轮轴表层产生感应电流使工件快速加热,在水、油等淬火介质作用下使晶粒细化,促使表面硬化的一种表面硬化方法。具有加热速度快,生产效率高,工件氧化脱碳少、淬火变形小,易于实现机械化、自动化等优点。其工艺过程为:工件→感应加热器→淬火温度→水淬、油淬(晶粒细化)→回火。
中频淬火感应器是感应加热电路中的主要元件之一,它关系到零件淬火质量和热处理的生产效率。常用凸轮轴表面中频淬火的感应器有两种结构,一种是圆环形,一种是仿形,如图1所示。
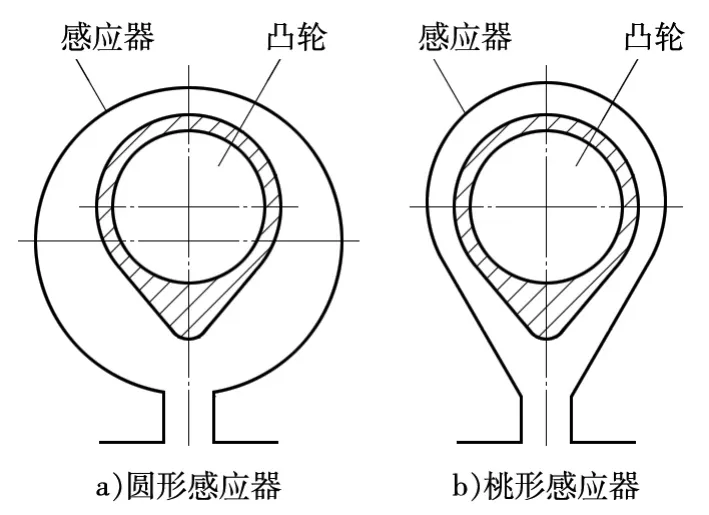
图1 中频淬火感应器
采用圆形和桃形感应器中频加热时,凸轮桃尖部位硬化层深度不均匀,裂纹较多,不能满足技术要求。其原因是表面中频淬火时,桃尖部位温度偏高,各部位温差大,冷却后,淬硬层组织不均匀,造成淬火后残余应力在工件桃尖处形成拉应力峰值并位于淬硬层内侧,从而造成工件淬裂,效果不佳。
为了减小使用圆形和桃形感应器时,凸轮桃尖部分的硬化层深度差别,控制桃尖部分中频淬火后淬硬层深度,避免出现裂纹,使其符合质量的要求,设计一个如图2所示葫芦形的感应器。在进行淬火时,凸轮的基圆中心与3个定位片的中心同轴,在感应器中旋转加热,由于特殊的感应器形状及导磁体镶嵌方式,感应器基本上只有2/3有效圈对凸轮桃尖部位进行加热,在120°范围内,感应电流很小,有效地降低凸轮桃尖部分的硬化层深度,有利于凸轮桃尖部分加热温度的均匀化。凸轮轴中频淬火采用葫芦形的感应器,工件淬火组织均匀,基本消除了桃尖处淬火裂纹,工件成品合格率达95%以上,取得很好效果。
另外该凸轮轴的凸轮排列密集,间距<8 mm,在进行中频淬火时,会产生相互影响,即下一个凸轮淬火时,会对前一个凸轮进行加热,使其产生退火,从而影响淬火后各凸轮及轴颈的表面硬度及内在组织的质量。
为了消除淬火时的相互影响,保证淬火后各凸轮及轴颈的表面硬度及内在组织的质量,设计了如图3所示的喷水装置。在淬火感应器的感应圈有效圈侧边设有环形腔,环形腔两侧对称设有进水管,环形腔内环表面周圈间隔均匀设置有出水孔及喷嘴。在进行淬火时,冷却水从进水管进入环形腔并从出水孔及喷嘴上喷出,对工件侧边不需淬火的部位进行冷却,防止该部分过热保证加工工件不同部位的表面性能。
另外,还在在淬凸轮的感应圈有效圈装上硅钢片导磁体,对相邻的两侧的凸轮起到了屏蔽作用,克服了感应回火软化现象。

图2 用于凸轮淬火的葫芦形感应器
四、淬火介质的选择
淬火冷却是中频淬火的关键工序,在整个淬火过程中,淬火介质的选择至关重要,正确选择和合理使用淬火介质,是保证淬火质量的关键之一。淬火介质最常用的是淬火油和水基淬火剂。对于碳钢宜采用水或水基淬火介质。
在实际生产中,通过对多种淬火介质的使用结果进行对比,最终选用好富顿有限公司生产的AQ251作为该凸轮轴淬火介质。AQ251是水溶性淬火介质,冷却速度介于油、水之间,可通过调节浓度来调节冷却速度,是中碳钢和中碳低合金钢感应淬火比较理想的淬火剂。
在生产实践中,通过对不同浓度的AQ251进行冷却结果进行对比,表明浓度为7.5%~8.5%的AQ251淬火剂用于该凸轮轴感应淬火,可获得比较好的产品质量。
AQ251使用过程中应注意淬火液浓度的变化,通过测定其冷却速度来调整淬火液的浓度,从而使其与新配制淬火液具有相同的冷却性能,避免工件淬裂。

图3 喷水装置
五、结论
大长径比12缸发动机凸轮轴已经在博杜安M26柴油发动机系列产品中的12缸机中使用,产品使用性能优良,具有足够的强度、刚性、韧性和耐磨性,各项技术指标均符合主机配套的要求。
猜你喜欢
江苏安全生产(2022年2期)2022-04-19
金属加工(热加工)(2020年9期)2020-11-04
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
电子制作(2018年10期)2018-08-04
柴油机设计与制造(2016年4期)2017-01-15
中国机械工程(2015年13期)2015-12-16
柴油机设计与制造(2015年3期)2015-12-05
锻压装备与制造技术(2015年2期)2015-06-26
河南科技(2014年16期)2014-02-27
