
西门子1FT6和1FK6系列伺服电机维修调整
2014-12-25 01:48:20明先承杨进东陶伯芳
设备管理与维修 2014年8期
明先承 杨进东 陶伯芳 吴 思
(湖北三江航天红阳机电有限公司 湖北孝感)
一、西门子伺服电机的特点
由于数控机床对运动控制的要求很高,需要有良好的动态特性、大的调速范围和精确的位置控制精度,因而需要特殊的伺服电机。数控机床上常用的西门子伺服电机有1FT系列和1FK系列,西门子的驱动系统一般采用同步伺服电机,主轴是精密的异步电机,其原理和一般的鼠笼电机相同。同步伺服电机与异步电机最大的不同就是转子的结构不一样,同步电机的转子上有交错分布的磁极,因而需要有相应的检测转子位置的检测元件,更换这些检测元件时也需要重新调整位置,如1FT5与1FT6电机的原理基本相同,但结构和检测装置不同。1FT5电机用在交流伺服系统上,而 1FT6电机则用在数字伺服系统上,定子绕组结构也不同,1FT6电机的定子绕组结构使得电机的电流更接近于正余弦波形,1FT5电机是用测速发电机来检测速度,用均分在电机圆周上的霍尔元件来检测转子的相对位置,而1FT6电机则是用一个位置编码器来检测电机速度,其电机编码器除了常规的A、B和R相的正余弦信号外,还有两个 C相和 D相的正余弦信号来检测电机转子的位置。1FK6、1FT6电机的原理一样,只是在机械结构上有点区别,1FK6较 1FT6经济,两种电机的反馈装置有增量式旋转编码器、绝对值式编码器和旋转变压器等3种。
通常现场依靠经验调节编码器的位置,一边调节编码器,一边看电机电流,当调整到电流最小则是最佳位置,但往往由于手的抖动或其他原因,不易准确调到最佳位置,电机不能满负荷或高速运行。一般电机维修较正规的有两种方法:①波形观察法。适用于带换相信号的增量式编码器、正余弦编码、旋转变压器。②转子定向法。适用于带换相信号的增量式编码器、正余弦编码、旋转变压器的波形对齐,或者绝对式编码器和正余弦编码、旋转变压器等按可提供单圈绝对位置数值信息对齐。
以上方法,需要采用示波器观察,相对复杂,操作难度较大,一般人员不易掌握。对于1FT6、1FK6系列电机,如果失去了相对位置,则可以依据电机转子轴上的标志来判断调整编码器的安装位置,即可以机械调整,无需示波器。
二、伺服电机的维修调整
1.故障现象
公司一台德国DMU马豪五轴加工中心,海德汉TNC426数控系统,系统启动后加使能时有啸叫声,出现报警“C380:Motor Z not controllable”,检查发现声音来自Z轴电机,怀疑电机轴被刹车抱死。为进一步确认问题,将电机和负载脱开,由于Z轴电机周围空间狭小,常用维修工具无法拆卸,制作了T形加长杆,并在头上焊接所需的外六角,顺利将电机拆下。给刹车强制通24 V直流电,用扳手拧电机轴,仍然无法转动,确认电机内部异常,拆修,但需要先拆下电机编码器。该电机为西门子1FT6系列电机,刹车电压为直流24 V,转速为2000 r/min,采用线数为2048的增量编码器(ERN1387系列)作为位置检测元件的永磁同步伺服电机。
该电机的特点是要求在系统刚上电时就测得电机精确的初始位置,因为在永磁伺服驱动系统中,电机转子的位置检测与初始定位是系统构成和运行的基本条件,也是矢量控制解耦的必要条件,编码器的位置不对会影响电机运行,如运行不平稳,电流过大等,甚至会影响电机使用寿命,故在安装或拆卸时需严格按照一定的步骤拆装。为不影响生产任务,决定自行维修。
2.维护调整
(1)拆编码器。拆下电机后盖和编码器盖上的螺钉,取下编码器盖,拔下编码器盖上的插接电缆。把编码器中心的螺钉拧出来,该螺钉主要是将编码器固定在电机轴上。做好编码器的位置标记,将编码器安装压扳上的螺钉取下。自制1个工具(图1)或找1个Φ4×25 mm的金属棒放进编码器中心孔,然后找一个长80 mm左右的M6的螺杆,螺纹长>15 mm,旋进螺杆将编码器顶出,即拆下编码器,然后取出金属棒。如需更换电机轴承和刹车盘片,则需采用专用拆卸工具,进行拆卸,事先需做好转子的位置标记。
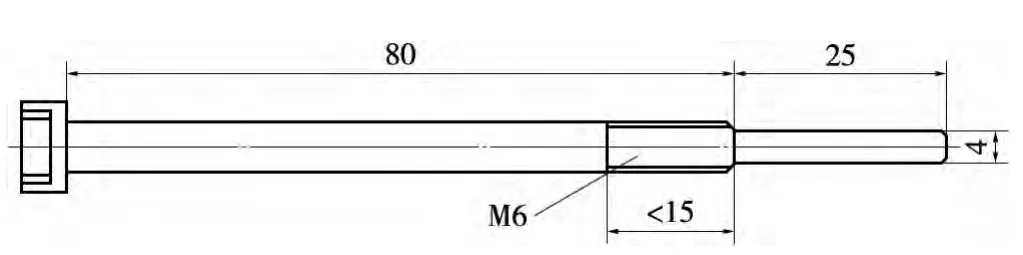
图1 自制工具
(2)装编码器。先安装支持盘。图2和图3为不同型号电机支持盘的外形。用4条M2.5×6 mm的小螺丝将支持盘安装到编码器的轴端,确保支持盘面和编码器的底面间距为5.2 mm或12 mm。
调零点。对齐电机轴的标志。取下编码器和压板,先给电机刹车通上24 V直流电,观察电机输出轴,有一条刻线,依据电机的型号,用手转动电机轴,把图4中电机轴上的标记调整到箭头(支持盘的安装孔)所示位置(1FT603、1FT604、1FT606、1FT613、1FK604 为靠近电机插座位置的螺钉孔,1FK606、1FK608、1FK610为远离电机插头的螺钉孔),将轴的刻线标记和安装支持盘的螺钉孔对齐(对齐电机轴零点标记)后,断开电机刹车电源,保持电机轴不转;调整编码器。拆开编码器盖后,可以观察到编码器内部玻璃盘上和电路板上的零点标记。对ERN1387.001/020编码器,把内部玻璃盘上的标记调整到和电路板上的标记相重合;对EQN1325.001编码器,把内部齿轮上的标记调整到和外壳上标记鼻相重合(图5)。

图2 1FT606-1FT613/1FK 606-1FK613电机内置编码器
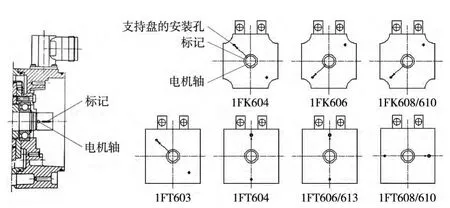
图4 调整电机轴角度

图5 调整编码器内部的标记
安装、固定编码器到电机轴上。把调整好标记的编码器锥形轴对准已调好位置的电机轴后轻轻地压上去,确保电缆出口位于正确的位置上。
1FT606-1FT613和1FK606-1FK610电机安装支持盘的螺孔必须要位于支持盘上的长孔中间,而1FT603-604和1FK604电机安装支持盘的螺孔必须要位于支持盘的焊接区域中间,其调整角度范围如图6。
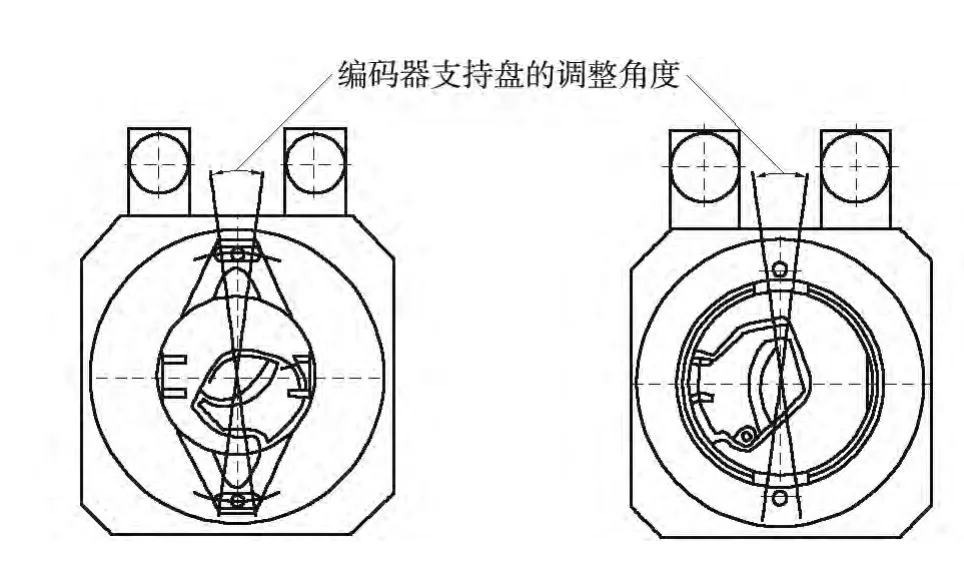
图6 编码器支持盘的调整角度
用M5的螺栓穿过中心孔将编码器固定,注意固定时用力要适当,防止编码器旋转。然后安上固定支持盘的2条螺丝,把电源线插头插上,盖上金属外壳,保证电源线顺利地放在外壳的槽内,并使屏蔽层和金属外壳良好接触,安上固定外壳的螺丝。
三、通电试运转
(1)装上电机的后保护盖,即可通电试运转。上电后,将系统改为半闭环,传动比参数设定为1∶1。
(2)设定倍率F,让电机空转试验(确保电机与丝杠的联轴节脱开,以防止失速飞车,出现安全事故)。
(3)让电机由低向高逐步加速,用转速计测电机转速,此时电机转速显示值等于F设定值;如果电机能够正常转动无报警、无飞车现象,说明编码器安装成功。否则还需拆下重新进行调整,若直接在机床上试车如果出现飞车现象,将会严重损坏机床的机械部分。
(4)以上没问题后,将电机装在机床上,系统改回正常参数,为全闭环。然后通电试车,检验其运动性能。先手动试运转,轴移动正常后,再在自动模式下,F由低到高逐步试验,直至达到快速移动速度。观察电机电流和负荷情况,了解电机所带轴的运动情况,并根据需要随时进行调整,确认电机零位调整到正常位置,设备恢复正常。
对西门子840D的系统也可以调整驱动参数MD1016来设置一个偏置值,调整编码器的零点位置,但用该法调整的电机换到别的机床上可能会因为驱动参数的不同而不能正常使用,必要时还需调整零点。如西门子840D零点调整步骤为:startup→machine data→Axis MD→进行参数调整:将34100(轴在参考电坐标值)修正,如果换完后,现在和原来相差10 mm,则将参数34100调至10;也可以对 34090(参考点偏移)进行修改:现在的零点与原来的零点相差多少,则输入多少。
四、注意事项
(1)安装支持盘时要确保支持盘面和编码器的底面保持平行,并按说明书要求,注意其间距及公差范围,否则在旋转过程中容易损坏支持盘或编码器轴。
(2)要注意电机轴上的标记(图4),这个标记随电机型号不同,其所处的方向亦不一样。例如在修理1FT608电机时,一开始没有认识到这个标记的重要性,没细看电机轴上的标记,结果装上后试验电机,当电机转速设定较高时,系统报警,达不到最高转速。应竭力使轴端对齐到最佳状态(对不好可能导致振动或轴承损坏)。
(3)要注意编码器上的标记,ERN1387.001/020编码器玻璃盘和电路板上的标记较清楚,也容易调整。而编码器EQN1325.001齿轮上的标记是一个小黑点,如果将标记对偏后将出现报警或飞车,飞车现象导致的后果较严重,必须引起足够的重视。
(4)电机在拆卸、搬动过程中,要轻拿轻放,防止碰撞,特别是编码器部位绝对不能用锤敲击,否则很容易损坏编码器内部的光学元件和电机的抱闸装置。
(5)如果是垂直轴电机,其内部有抱闸装置,无法用手转动电机轴。这样在调整轴上的标记之前还需要给抱闸电源端子上通一个24 V直流电源,并注意极性,使抱闸装置松开。若电源极性接反,抱闸装置将不能松开。
五、效果
伺服电机内置编码器虽然体积较小但其价值很高,通常每个编码器3000~9000元。掌握了这项技能,可以节省电机的修复时间。可以节省修理费用,如请西门子公司现场服务,每次费用都>6000元人民币,有时则上万元。如果更换新伺服电机,每个电机需要2~6万元。自己调整维修可以锻炼维修人员,增强综合修理能力。
猜你喜欢
微特电机(2020年11期)2020-12-30 19:42:32
数理化解题研究(2020年13期)2020-05-07 03:29:02
数学物理学报(2019年5期)2019-11-29 07:46:30
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
能源(2017年7期)2018-01-19 05:05:05
高中生·天天向上(2016年9期)2016-11-22 09:10:34
工业设计(2016年6期)2016-04-17 06:42:53
制造技术与机床(2015年12期)2015-07-31 17:23:11
自动化博览(2014年12期)2014-02-28 22:34:27
