全大豆双蛋白冰淇淋的研制
2014-12-25 02:28尤燕莉陈海英黄忠海徐学明
食品与生物技术学报 2014年11期
尤燕莉 , 陈海英 , 黄忠海 , 杨 哪 , 惠 元 , 徐学明 ,4*
(1.江南大学 食品学院,江苏 无锡 214122;2.江南大学 机械工程学院,江苏 无锡 214122;3.杭州祐康食品集团有限公司,浙江 杭州 310021;4.食品科学与技术国家重点实验室,江南大学,江苏 无锡 214122)
传统的冰淇淋是以牛奶或奶粉、甜味剂为主要成分,加入乳化剂、稳定剂以及香精等辅料,经过一系列加工工艺制备而成的冷冻型食品。冰淇淋营养价值高,口感细腻,风味多变,深受消费者欢迎。但是,冰淇淋热量高,功能成分(包括天然抗氧化剂、膳食纤维和矿物质等)含量少,与人们对健康食品的追求目标相悖[1]。此外,作为冰淇淋的主要原料,奶粉的价格日益增加,因此,开发一款低成本、低热量、营养全面的冰淇淋产品势在必行。
“第二届中国大豆食品产业圆桌峰会”上首次提出了“双蛋白”概念与“双蛋白”战略[2]。一般双蛋白是指将大豆蛋白与牛奶蛋白相结合,应用于各类乳制品中。大豆与牛奶各具优势,前者没有乳糖不耐反应,不含胆固醇,后者含钙丰富,是人类“接近完美”的理想食品。大豆与牛奶的结合可以取长补短,提高了产品的营养价值和产品附加值,并改善口感[3-4]。在西方国家,豆浆已成为乳糖不耐症患者主要的乳替代品,是高质量蛋白的低成本原料[5]。近期研究还表明,豆制品可帮助预防心脏病、骨质疏松症、肥胖、癌症等疾病,并能减少胆固醇的摄入,因此豆制品在全世界范围的需求量逐渐扩大[4,6-7]。
豆渣中含有丰富的蛋白质、脂肪、膳食纤维、维生素、微量元素等。在传统的豆浆制备工艺中,往往包含着过滤除渣的步骤,不仅造成了大豆资源的浪费,降低了大豆的利用率,还提高了生产的成本。为改善冰淇淋产品品质,平衡营养,降低生产成本,同时高效利用大豆资源,将全豆浆作为主要蛋白原料生产双蛋白冰淇淋的研究具有现实意义。
实践证明,大豆的功能成分还对冰淇淋的品质产生影响。de Moraes Crizel T[8]等人以橙子中提取的膳食纤维作为冰淇淋的脂肪替代物的研究表明,膳食纤维具有一定的水油吸附能力,能减少配方中脂肪的添加量而不影响产品的色泽、气味和质构。此外,膳食纤维还能阻抑水从料液扩散至冰晶表面,甚至可以避免水的移动,减少重结晶现象,因此可以部分替代冰淇淋中的稳定剂[9]。同时,大豆磷脂和大豆蛋白都具有表面活性,可替代冰淇淋加工所需的乳化剂[10-11]。
本研究旨在利用全大豆制备出膳食纤维含量丰富的全豆浆,并用其替代传统全奶粉冰淇淋中的部分奶粉。由于膳食纤维、大豆蛋白和大豆磷脂等功能成分的加入,可适量减少冰淇淋中脂肪、乳化剂和稳定剂的添加量,最终研制出全新的品质优良、营养均衡、成本低廉的冰淇淋。
1 材料与方法
1.1 材料
大豆、白砂糖、全脂奶粉、棕榈油、鸡蛋:购于无锡大型超市;羧甲基纤维素钠:威怡化工(苏州)有限公司;明胶:厦门华烜明胶有限公司;单甘脂:河南正通化工有限公司;蛋白酶、热稳定α-淀粉酶、淀粉葡萄糖苷酶:sigma公司;其他实验所用试剂:均为分析纯,国药集团。
1.2 仪器设备
JM-60胶体磨:海帅发包装印刷设备有限公司;JHG-Q54-P60均质机:上海张堰轻工机械厂;IC9308C家用全自动冰淇淋机:上海客浦电器有限公司;LVDV-C粘度计:美国Brookfield公司;TA.XTPlus质构仪:英国SMS公司;BT-9300H激光粒度分析仪:丹东市百特仪器有限公司;DKZ-3多用途水浴恒温振荡器:上海一恒科技有限公司。
1.3 实验方法
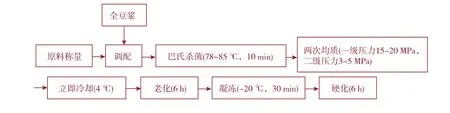
1.3.1 冰淇淋制作工艺
1.3.2 全豆浆的初级制备 首先对大豆进行筛选,得到色泽光亮、籽粒大小均匀、饱满、无虫蛀和鼠咬的大豆原料,在室温下浸泡12 h左右,用流动水洗去浸泡液,再加水并加热至75~85℃粗磨30 min。
1.3.3 全豆浆的超微粉碎 用胶体磨对初级制备得到的豆浆超微粉碎时,分别循环处理5、10、20、30、40次,再加入到冰淇淋中调配浆料。以老化后浆料的平均粒径粒径、粘度和冰淇淋口感为指标,综合考虑设备耗能的基础上,选择合适的循环处理次数。
1.3.4 全大豆对冰淇淋品质的影响 基本配方为(组分 g/dL):奶粉 10,白砂糖 14,棕榈油 4,鸡蛋 2,CMC 0.1,明胶0.3,单甘脂0.15,余量以水补足。配方中分别用大豆以10%、20%、30%、40%和50%的比例替代奶粉,考察全大豆对冰淇淋品质的影响。以浆料粘度和冰淇淋膨胀率、融化率、硬度以及产品的感官评定为指标,选择合适的替代比。
1.3.5 全大豆对冰淇淋棕榈油添加量的影响 基本配方(组分 g/dL):奶粉 7,大豆 3,白砂糖 14,鸡蛋2,CMC 0.1,明胶 0.3,单甘脂 0.15,余量以水补足。
配方中分别添加2%、4%、6%、8%和10%的棕榈油,考察全大豆对冰淇淋棕榈油添加量的影响。以浆料粘度和冰淇淋膨胀率、融化率、硬度以及产品的感官评定为指标,选择合适的棕榈油添加量。
1.3.6 测定方法
1)冰淇淋浆料粒径的测定:浆料的粒径通过BT-9300H激光粒度分析仪进行测定。
2)冰淇淋浆料粘度的测定:采用LVDV-C旋转粘度计,测定经4℃老化的冰淇淋浆料的粘度,选用61号转子,转速为5 r/min。
3)冰淇淋膨胀率的测定:用相同的定量杯分别取凝冻前的冰淇淋浆料和凝冻后的冰淇淋成品,进行称质量[3]。

式中,M1为一定体积冰淇淋浆料的质量 (g);M2为一定体积冰淇淋成品的质量(g)。
4)冰淇淋抗融性的测定:称取30 g硬化48 h以上的冰淇淋,置于 (37±1)℃恒温培养箱的筛网上,筛网下置一培养皿,用于盛放融化后滴下的冰淇淋,计时30 min测定融化的冰淇淋的质量,计算融化率[12]。冰淇淋抗融性以融化率表示,融化率越低,抗融性越好。

式中,M1为融化的冰淇淋质量 (g);M2为冰淇淋总质量(g)。
5)冰淇淋硬度的测定:应用TA.XTPlus质构仪进行TPA质构特性实验。冰淇淋硬化48 h后,从冰箱取出并立即于室温下测定。参数设定:测试前探头下降速度为2 mm/s,测试速度为3 mm/s,测试后探头回程速度为5 mm/s,测试距离为20 mm,触发力为5 g,探头类型为P/5[13]。
6)感官评定:冰淇淋的感官评定采用综合评分法。组织10名具有冰淇淋品评经验的人员对全豆双蛋白冰淇淋进行感官评定,根据产品口感、组织状态、色泽和气味进行评分,评分标准见表1。分值越高,说明冰淇淋的感官品质越好。

表1 全大豆双蛋白冰淇淋感官评分标准Table 1 Sensory scoring criteria of dual-protein ice cream with whole soybean
1.3.7 冰淇淋的主要营养成分分析 取老化后的冰淇淋浆料,进行水分、灰分、粗脂肪、蛋白质和总膳食纤维的测定。
水分测定:GB 5009.3—2010;灰分测定:GB 5009.4-2010;粗脂肪测定:GB/T 14772-2008;蛋白质测定:GB 5009.5-2010;总膳食纤维测定:GB/T 5009.88-2008。碳水化合物测定:从食品的净含量中减去蛋白质、粗脂肪、水分及灰分的质量。含热量测定[14]:含热量采用计算法,计算100 g样品中脂肪(37.62 kJ/g)、蛋白质 (16.80 kJ/g) 和碳水化合物(16.18 kJ/g)的含热量的总和。
2 结果与讨论
2.1 胶体磨处理对冰淇淋品质的影响
加热温度和时间虽不影响豆浆固形物中的蛋白和脂肪含量,但如果加热温度过高,蛋白质就会发生变性,料液粘度偏高;加热温度过低,脂肪氧化酶的存在易引起豆腥味的产生。根据Vishwanathan K H[15]等人的研究,在80℃下加热30 min,能得到品质良好的豆浆。
豆浆的平均粒径对其品质有很大影响。利用超微粉碎技术对物料进行处理,不仅能使粒径更均匀细微,还能保持物料的营养特性,提高利用率。将豆渣粉碎至一定细度,再加入到豆制品中,充分利用豆渣中的膳食纤维和蛋白质。但传统的湿法粉碎设备很难将湿豆渣粉碎至足够的细度,影响豆渣食品的口感。胶体磨与均质机的结合,满足全豆双蛋白冰淇淋的品质要求。
同时,Vishwanathan K H[15]等人发现,浆料的粘度除了与本身浓度有关,还与其平均粒径呈负相关。在磨浆的前3分钟,随着粒径的减小,粘度显著增加。之后,粘度的增加与粒径的减小变化平缓。从表2可以看出,在胶体磨循环处理20次后,粒径和粘度的变化开始平缓,口感也已达到细腻。从能耗和细化效果的角度考虑,选择20次为超微粉碎的次数。
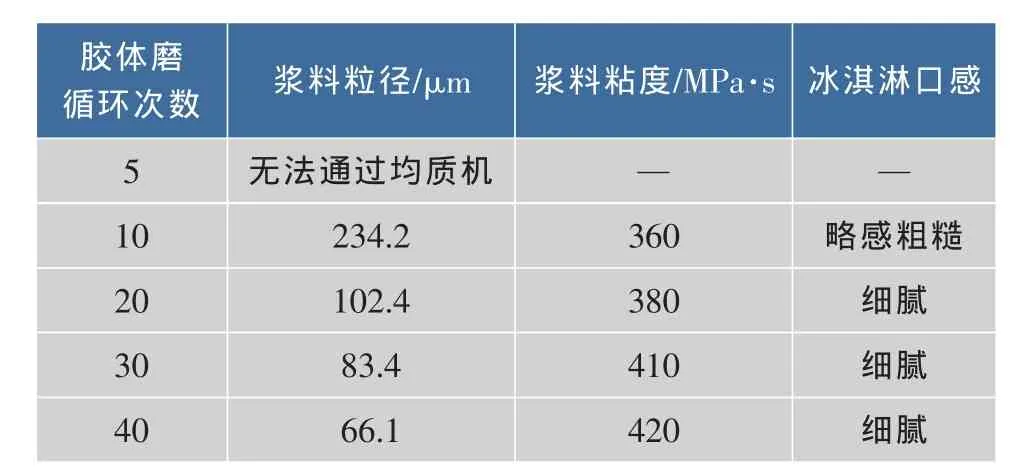
表2 胶体磨处理对冰淇淋品质的影响Table 2 Effect of colloid mill processing on the quality of ice cream
2.2 全大豆对冰淇淋品质的影响
表3显示的是全大豆替代比对冰淇淋理化性质的影响,其中ck1为全奶粉冰淇淋,ck2为用除去豆渣的豆浆以30%比例(以干豆计)替代奶粉制备的无豆渣双蛋白冰淇淋。从表3可以看出,随全大豆替代比的增大,浆料粘度呈增大的趋势,膨胀率则先增大后减小,在替代比为30%时,与两组对照组最为接近。融化率随替代比的增大逐渐减小,这可能与硬度的增大有关。但替代比为10%时,双蛋白冰淇淋的硬度小于对照组。

表3 全大豆替代比对冰淇淋理化性质的影响Table 3 Effect of whole soybean substitution ratio on physicochemical property of ice cream
冰淇淋是一个复杂的胶体体系,脂肪球、气泡和冰晶分散在一个由蛋白、多糖等物质组成的冰相中。大豆蛋白的功能性质包括吸水性、起泡性、乳化性和凝胶性,能保持溶解度和聚合度之间的平衡,具有较高的水截留能力,使体系粘度升高,同时能减小冰晶体的尺寸,增加气泡的数量,改善气泡的分散性,从而使融化率降低[3,16]。在合适的粘度范围内,大豆蛋白的加入还能增大冰淇淋膨胀率。
膳食纤维的加入可改善食品的质构和感官品质,具有持水性、凝胶性、脂肪模拟性、抗粘性、增稠性等[9]。大豆膳食纤维会吸收浆料中的水分,增大浆料粘度,膨胀率下降。冰淇淋的膨胀率往往与硬度有关,一般冰淇淋膨胀率较高时,意味着混入的气体增多,使冰淇淋的结构变得疏松,硬度下降。
全大豆替代比对冰淇淋感官品质的影响见表4。可见大豆的加入对冰淇淋的口感、组织状态、色泽和气味都有所改善。这是因为晶体尺寸在大于50 μm时才会带来粗糙的口感,而大豆蛋白有较高的持水性,粘度增高,在晶体生长时水向晶体表面分散的速度也降低,因此随着替代比的增加,大冰晶的数量减小[3]。但当大豆替代比大于30%时,膨胀率较低,各项评分都呈下降趋势,在50%替代比时低于对照组。
因此,综合全大豆替代比对冰淇淋理化性质和感官品质的影响,确定30%为全大豆替代奶粉的替代比。此时全大豆冰淇淋具有比全奶粉冰淇淋和无豆渣双蛋白冰淇淋抗融性显著改善(P<0.05),粘度和硬度均在合适的范围内且更高,膨胀率变化不显著(P>0.05)。
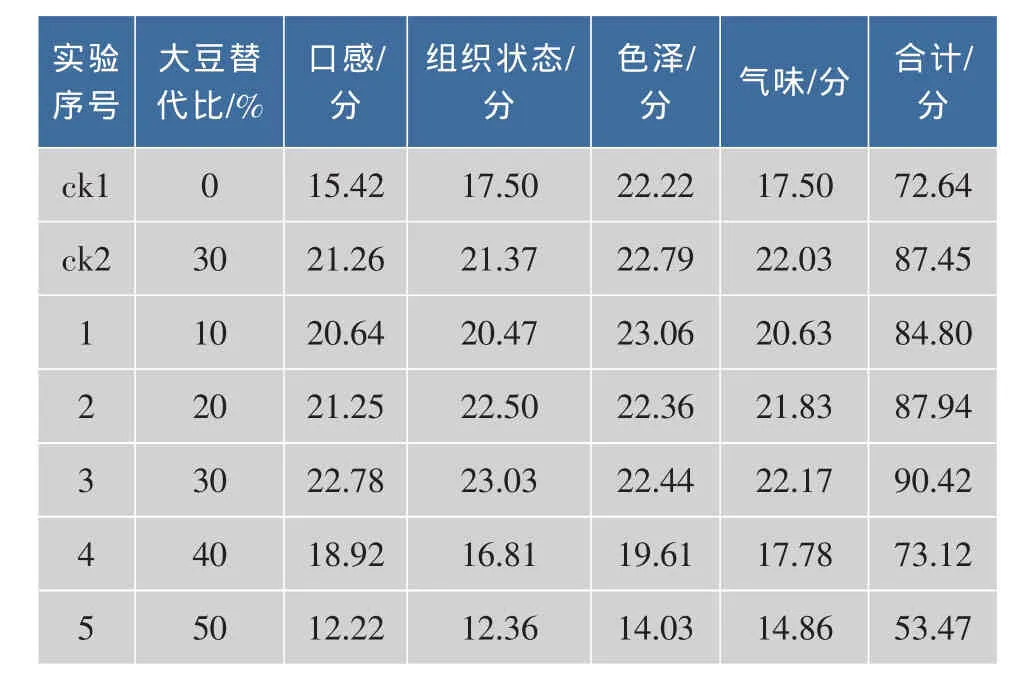
表4 全大豆替代比对冰淇淋感官品质的影响Table 4 Effect of whole soybean substitution ratio on sensory of ice cream
2.3 全大豆对棕榈油添加量的影响
脂肪的添加量对冰淇淋的风味口感和理化性质有重要影响。一般冰淇淋中脂肪含量为8%~16%,而低脂冰淇淋含量为4%~6%[12]。Riedeck K G F[17]等人表明大豆蛋白对低脂冰淇淋感官和理化性质都有强化作用。Choi Y[14]等人表明在低脂肉制品中以膳食纤维替代猪肉中的脂肪可以改善产品的质构和乳化稳定性。
表5为棕榈油添加量对30%全大豆替代比的冰淇淋理化性质的影响,其中ck的棕榈油添加量为8%。从表5可以看出,随着棕榈油含量增加,全大豆冰淇淋的粘度增加很快,膨胀率随之降低。这主要是因为全大豆冰淇淋中脂肪含量偏高时,粘度增大[13],在冰淇淋的凝冻过程中空气混入困难,从而影响冰淇淋的膨胀率。随棕榈油质量分数的升高,全大豆冰淇淋的硬度随之增大。当冰淇淋中脂肪含量降低时,膨胀率的减小意味着冰淇淋结构更紧实,因而硬度较高。融化率随棕榈油的添加而减小,这是因为棕榈油的熔点为24℃,远高于水的0℃,所以棕榈油的添加可提高全大豆冰淇淋的熔点,改善其抗融性。
表6显示的是棕榈油添加量对全大豆冰淇淋感官品质的影响[18]。结果表面,全大豆冰淇淋的口感随棕榈油添加量增大而得到改善,组织状态也更均匀紧密。当棕榈油添加量为6%时,冰淇淋的色泽达到最佳,这是因为棕榈油添加量少时,产品色泽偏黄,而添加量过多时,色泽又偏白。当棕榈油添加量为8%时,冰淇淋的气味最好,而棕榈油含量达到10%时,产品出现一定的油味。
因此,综合冰淇淋的理化性质和感官品质,全大豆的加入可将棕榈油添加量从对照组全奶粉冰淇淋的8%降低至4%~6%。

表5 棕榈油添加量对全大豆冰淇淋理化性质的影响Table 5 Effect of palm oil content on physicochemical property of whole soybean ice cream

表6 棕榈油添加量对全大豆冰淇淋感官品质的影响Table 6 Effect of palm oil content on sensory of whole soybean ice cream
2.4 冰淇淋主要营养成分分析
表7总结了三种冰淇淋的营养成分,这三种冰淇淋分别为全奶粉的冰淇淋、用除去豆渣的豆浆以30%比例(以干豆计)替代奶粉制备的无豆渣双蛋白冰淇淋,以及用全豆浆以30%比例(以干豆计)替代奶粉制备的全大豆双蛋白冰淇淋。结果表明,当用全豆浆替代部分奶粉时,产品中蛋白质和膳食纤维的质量分数分别为2.41%和1.43%,是三种冰淇淋中含量最高的,粗脂肪质量分数较低,为5.2%。这是因为全大豆的蛋白质质量分数高于奶粉,而脂肪质量分数低于奶粉。无豆渣的冰淇淋由于在除渣的过程中损失了较多的营养物质,故粗脂肪、蛋白质、灰分和膳食纤维质量分数均最低,分别为4.5%、2.06%、0.46%和0.85%。

表7 三种冰淇淋主要营养成分比较Table 7 Nutritional analysis of three kinds of ice cream
3 结语
通过20次胶体磨循环处理的全豆浆,以30%的比例(以干豆计)替代冰淇淋配方中的奶粉,能使棕榈油由全奶粉对照组的8%降至4%~6%,得到的产品膨胀率高,抗融性好,具有豆香和奶香,口感细腻,生产工艺简单;在传统、无豆渣双蛋白和全大豆双蛋白这三种冰淇淋测得的冰淇淋各成分中,全大豆双蛋白冰淇淋的蛋白质和膳食纤维含量最高,而脂肪含量较低。与无豆渣双蛋白冰淇淋相比,全大豆双蛋白冰淇淋的营养价值更高。
[1]Erkaya T,Dagdemir E,Sengül M.Influence of cape gooseberry (Physalis peruviana L.) addition on the chemical and sensory characteristics and mineral concentrations of ice cream[J].Food Research International,2012(45):331-335.
[2]蒋迎辉.双蛋白乳酸菌饮料的研制[D].长沙:湖南农业大学,2008.
[3]Das Gracas Pereira G,Vilela de Resende J,Ronaldo de Abreu L,et al.Influence of the partial substitution of skim milk powder for soy extract on ice cream structure and quality[J].Eur Food Res Technol,2011(232):1093-1102.
[4]Sutar N,Sutar P,Singh G.Evaluation of different soybean varieties for manufacture of soy ice cream[J].International Journal of Dairy Technology,2010,63(1):136-142.
[5]Rosenthal A,Deliza R,Cabral L M C,et al.Effect of enzymatic treatment and filtration on sensory characteristics and physical stability of soymilk[J].Food Control,2003,14(3):187-192.
[6]Kailasapathy K,Sellepan C D.Effect of single and integrated emulsifier-stabiliser on soy-ice confection[J].Food Chemistry,1998,63(2):181-186.
[7]Lili W,Yeming C,Zaigui L.The effects of freezing on soybean microstructure and qualities of soymilk[J].Journal of Food Engineering,2013,116(1):1-6.
[8]De Moraes Crizel T,Jablonski A,De Oliveira Rios A,et al.Dietary fiber from orange byproducts as a potential fat replacer[J].LWT-Food Science and Technology,2013,53(1):9-14.
[9]Soukoulis C,Lebesi D,Tzia C.Enrichment of ice cream with dietary fibre:Effects on rheological properties,ice crystallisation and glass transition phenomena[J].Food Chemistry,2009,115(2):665-671.
[10]Rydhag L,Wilton I.The function of phospholipids of soybean lecithin in emulsions[J].Journal of the American Oil Chemists Society,1981,58(8):830-837.
[11]Wu N N,Huang X,Yang X Q,et al.Stabilization of soybean oil body emulsions using l-carrageenan:Effects of salt ,thermal treatment and freeze-thaw cycling[J].Food Hydrocolloids,2012(28):110-120.
[12]Eisner M D,Wildmoser H,Windhab E J.Air cell microstructuring in a high viscous ice cream matrix[J].Colloids and Surfaces A:Physicochemical and Engineering Aspects,2005,263(1-3):390-399.
[13]Aime D B,Arntfield S D,Malcolmson L J,et al.Textural analysis of fat reduced vanilla ice cream products[J].Food Research International,2001,34(2-3):237-246.
[14]Choi Y,Kim H,Hwang K,et al.Physicochemical properties and sensory characteristics of reduced-fat frankfurters with pork back fat replaced by dietary fiber extracted from makgeolli lees[J].Meat Science,2014,96(2,Part A):892-900.
[15]Vishwanathan K H,Singh V,Subramanian R.Wet grinding characteristics of soybean for soymilk extraction[J].Journal of Food Engineering,2011,106(1):28-34.
[16]Singh P,Kumar R,Sabapathy S N,et al.Functional and edible uses of soy protein products[J].Comprehensive Reviews in Food Science and Food Safety,2008,7(1):14-28.
[17]Riedeck K G F,Karagul-Yuceer Y,Drake M A.Soy protein fortification of a low-fat dairy-based ice cream[J].Food Chemistry and Toxicology,2003,68(9):2651-2657.
[18]Koeferli C R S,Piccinali P,Sigrist S.The influence of fat,sugar and non-fat milk solids on selected taste,flavor and texture parameters of a vanilla ice-creA[J].Food Quality and Preferenc,1996,7(2):69-79.
猜你喜欢
应用化工(2022年4期)2022-06-22
粮食科技与经济(2020年2期)2020-05-09
祝您健康·文摘版(2019年12期)2019-12-13
世界热带农业信息(2019年12期)2019-01-05
建筑材料学报(2018年1期)2018-03-07
世界热带农业信息(2018年6期)2018-03-05
世界热带农业信息(2018年7期)2018-01-19
苏州科技大学学报(自然科学版)(2017年1期)2017-03-20
现代面粉工业(2016年2期)2016-02-23
中国酿造(2014年9期)2014-03-11