
燃气在线加臭装置在靖边基地配气站的应用
2014-12-24 03:34:54马汉平陈小飞
石油化工应用 2014年7期
马汉平,陈小飞,吕 华,钱 龙
(中国石油长庆油田分公司第一采气厂,陕西靖边 718500)
长庆油田靖边基地配气站上接第一采气厂第一净化厂配气区,下连长庆油田和川庆钻探各驻靖单位,主要负责为10 余家油田单位几千名前线员工提供安全可靠的居民生活用气及采暖用气,日外供气量随季节变化较大(0.5~4.0×104m3),其站内工艺流程示意图(见图1)。
1 在线加臭的必要性
从净化厂出来的天然气无色无味,泄漏后不易察觉,可能导致窒息、火灾等恶性事故发生,给广大员工生命财产造成损失。加之,《城镇燃气设计规范》(GB50028-2006)3.2.3 条款中对燃气在线加臭也作了强制性规定。

图1 基地配气站工艺流程示意图
因此,为了确保长庆油田和川庆钻探广大前线职工生命财产安全,必须在靖边基地配气站加装燃气在线加臭装置。
2 加臭剂的选择和加注剂量确定
《城镇燃气设计规范》(GB50028-2006)中只对燃气必须加臭作了强制性规定,但对加臭剂名称和加注量未作具体要求,只是提出一些定性要求,因此,需根据国标要求筛选出一种合适的加臭剂,并确定出加注剂量标准。
2.1 加臭剂选择
针对GB50028-2006 中3.2.4 条款对加臭剂的定性要求,通过调研发现,目前国内外所使用的燃气加臭剂主要有硫醇和四氢噻吩(THT)。两种臭剂的物理化学性质(见表1)。
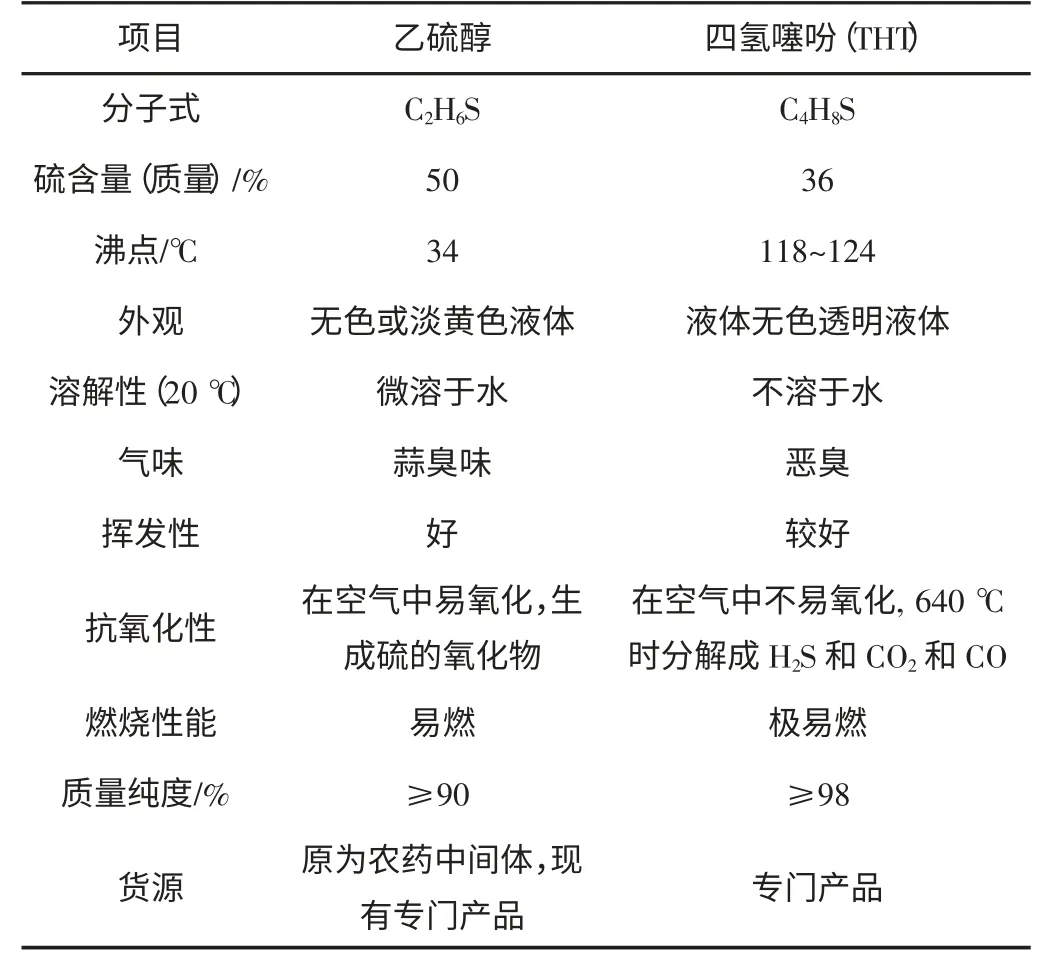
表1 乙硫醇和四氢噻吩物理化学性质对比
从表1 可以看出:THT 物理化学性质优于硫醇,主要表现在:(1)THT 沸点高,冬夏均可使用,而乙硫醇沸点低,对夏季加臭不利;(2)THT 含硫量低,燃烧后对人体危害小;(3)THT 稳定性好,不溶于水,气味不会由于土壤和水的吸收而减弱,臭味衰减小,而硫醇能与设备或管道内壁的金属氧化物发生化学反应,生成硫醇盐类,使气味减淡甚至消失,导致加臭失效;(4)货源易组织,THT 为专门产品,而硫醇为中间体。因此,基地配气站选择四氢噻吩(THT)作为天然气加臭剂。
2.2 THT 加注剂量确定
国内外资料显示,空气中THT 浓度达到0.08 mg/m3时,可达到臭味强度2 级的报警浓度。我国要求在天然气爆炸下限(5 %)的20 %时要能够觉察,即天然气浓度为1 %。因此,燃气中THT 最低浓度应为8 mg/m3,但考虑管长、材质、腐蚀和加臭剂浓度衰减等因素,一般以理论值的2~3 倍(16~24 mg/m3)为加臭标准。因此基地配气站加臭标准执行为20 mg/m3。
3 配气站加臭工艺确定
目前国内外常用加臭工艺主要有液滴式、泵式、全自动式加臭设备等。
3.1 液滴式加臭工艺
液滴式加臭工艺(流程示意图见图2)是一种最为简单的加臭流程,即用一个手动阀门简单控制加臭剂量,这种工艺虽然节能,但难以控制加臭量,且加臭量受燃气温度、压力、流量的变化影响。与此加臭工艺相似的还有引射式加臭工艺、旁通式加臭工艺。
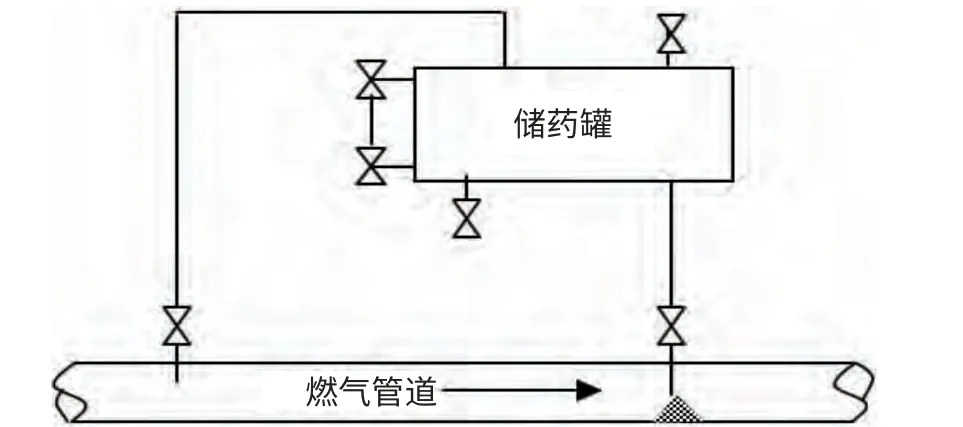
图2 液滴式加臭工艺流程示意图
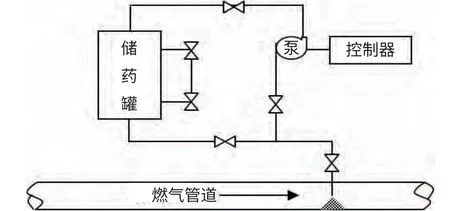
图3 泵式加臭工艺流程示意图
3.2 泵式加臭工艺
泵式加臭工艺(流程示意图见图3)是将加注频率和单次加注量等可手动设定的参数通过控制系统输送给臭泵,从而实现燃气在线加臭。该工艺可分为加臭剂流动路线和控制系统路线,其中加臭剂流动路线为:臭剂储罐→加臭泵→输出管线→天然气管道;控制系统路线为:开启控制器→设定控制参数→驱动计量泵→自动加臭。
3.3 全自动式加臭工艺
全自动加臭工艺(流程示意图见图4)是通过配有微处理器的加臭机,对加臭剂的状态以及预定的加臭比与实测加臭比的偏差进行精确的检测与控制,并能对数据进行储存和打印,实现全自动加臭。
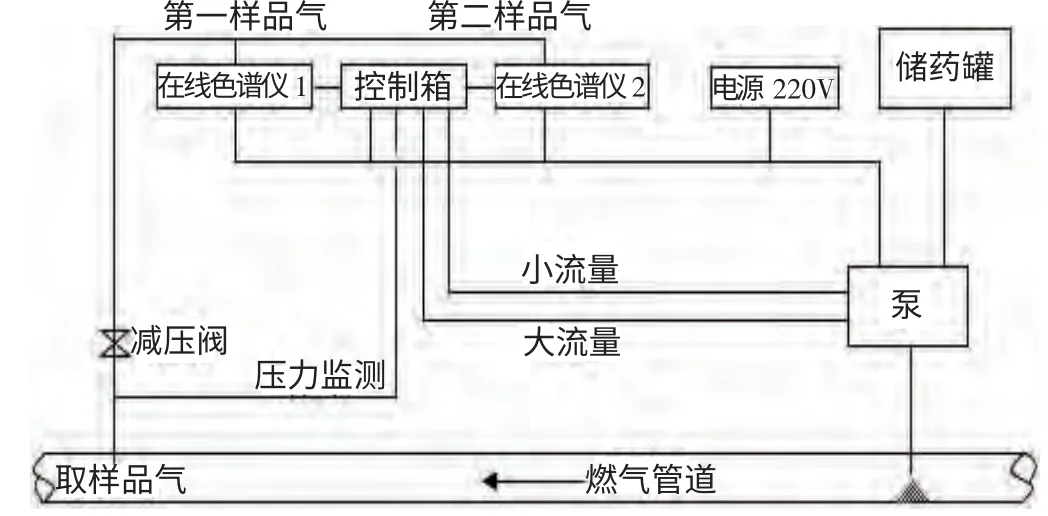
图4 全自动式加臭工艺流程
3.4 基地配气站加臭工艺流程确定
参考第一净化厂来气流量、压力的变化规律和下游各用户不同阶段的用气量峰谷变化规律,结合到靖边基地配气站的工艺现状,选择了加臭比例精确、自动化程度较高、可实现集中监控的泵式燃气在线加臭工艺(见图5)。
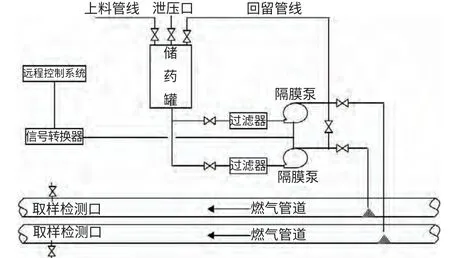
图5 基地配气站加臭工艺流程示意图
从图5 可以看出,靖边基地配气站加臭工艺流程有以下优点:
(1)可根据下游臭剂检测数据及时调节加臭泵的加注参数。
(2)远程控制系统实现了对加臭泵的远程、精确控制,实现了自动化。
(3)两台加臭泵不但可同时向一路管道加臭,也可以实现独立加臭。
4 基地配气站加臭装置参数设置
通过市场调研并结合配气站实际情况,配气站加臭泵选用单次加注剂量较小、输出量恒定且精确度较高的微量隔膜式柱塞计量泵。按照基地配气站既定的加臭标准,每天通过加臭泵向下游管道中应加注的THT 剂量为:燃气流量×20 mg/m3。因此,需要对加臭泵的单次加注量、每分钟频次及每天运行时间进行精确设定。
4.1 单次加注量(毫克/次)
根据加臭泵操作说明,泵的单次加注量在50~500毫克/次范围内任意可调,为了保护泵正常运行基地配气站,将泵的单次加注量调节为300 毫克/次。
4.2 计量泵频次(次/分钟)
如果加臭泵的工作频率过高或过低,都可能影响加臭泵的使用寿命;如果根据气量变化随时调节计量泵频次,不但给员工增加工作量,而且对加臭泵本体也会造成伤害,因此需要给加臭泵设定一个固定的频次。经多方咨询对比,将配气站计量泵频次固定为40 次/分钟。
4.3 运行时间确定
由于基地配气站下游日常用气总量较少,无法满足加臭泵24 小时连续加注要求,所以只能间歇加注。另外,由于基地配气站下游日常用气量基本稳定,仅随季节周期性变化,因此在计算每天加臭泵实际运行时间过程中,采用前一天实际用气量作为当日用气量。因此,配气站加臭装置运行时间计算公式为式(1)。
5 加臭装置运行效果
5.1 确保了下游用户安全用气
基地配气站安装在线加臭装置后,下游用户管线一旦发生天然气泄漏,管线中的臭剂散发出强烈的气味,使得泄漏点在最短时间内得到发现和整改,防止了事故的进一步扩大,从而确保了下游用户的安全用气。
5.2 加臭装置日常运行安全、清洁、无泄漏
加药机自带的呼吸、阻火系统不但可实现储药罐内药品密封,还可在储药罐排药时确保空气及时补给,在储药罐超压时顺利将超压气体排放至室外,从而保证整个加药系统安全及加臭间内的空气清洁。另外,从压料系统至上料装置及药剂注入燃气管道全过程封闭、无外漏点。

6 结论及建议
(1)加臭工艺的连续平稳运行对民用燃气供气安全有着很重要的作用。
(2)由于人对气味的感知能力与温度有关,温度高时比温度低时的感知能力强,在冬季,加臭量应适当加大到正常情况下的1.5 倍左右,即30 mg/m3左右。
[1] 吴多勤,梁海滨.燃气加臭问题的探讨[J].应用能源技术,2006,(6):8-9.
[2] 李晓先,张云林,孟光.燃气加臭设备与臭剂的选择[J].煤气与热力,2002,22(1):66-69.
[3] 王学军,罗贤成.燃气臭剂和加臭量的探讨[J].煤气与热力,2002,22(2):174-176.
[4] 陈贤仁.加臭是安全使用城市煤气的必要措施[J].煤气与热力,1987,(6):14-20.
[5] 杨同宏,杨同秀.燃气加臭工艺及应用[J].煤气与热力,2001,21(3):247-249.
猜你喜欢
中学生数理化·自主招生(2024年6期)2024-06-24 11:15:29
云南化工(2021年10期)2021-12-21 07:33:48
数学小灵通(1-2年级)(2020年9期)2020-10-27 03:24:18
中学生数理化·高一版(2020年2期)2020-04-21 07:42:50
当代贵州(2019年41期)2019-12-13 09:28:56
北极光(2018年5期)2018-11-19 02:23:58
当代陕西(2018年6期)2018-05-22 03:03:51
陕西画报(2016年1期)2016-12-01 05:35:30
中国共青团(2015年7期)2015-12-17 01:24:38
中国工程咨询(2014年12期)2014-02-16 06:18:34
