主轴对中的测量和调整方法
2014-12-23 02:40程廷琳李丽霞
科技视界 2014年2期
程廷琳 李丽霞
(1.中国核工业23建设有限公司,中国 北京101300;2.中国核工业24建设有限公司,河北 三河065201)
0 概述
对中偏差是旋转机械最常见的问题之一。根据相关工业统计表明,超过50%的设备损坏可以归结到对中偏差和对中错误。因对中偏差过大引起设备的主轴密封、轴承、联轴器以及主轴损坏后的更换费用、额外能耗费用和停产损失,对任何单位和企业都是不可忽视的。目前我国采用的设备的对中方法主要有:①水平尺和塞尺法,其精度可达0.1mm;②百分表对中法,其精度可达0.01mm;③激光仪对中法,其精度可达0.001mm。其中百分表对中法是最普遍使用的一种方法。
1 产生未对中的原因
1.1 瘸腿
瘸腿是指四个(或更多个)支腿不在同一平面内,不能形成良好接触支承的现象。偏离较大或最大的数值就是瘸腿值。
1.1.1 瘸腿产生的原因
设备支腿质量差;设备基础下面没有清理干净;地脚螺栓的拧紧力矩不正确;底板设计存在缺陷;紧固螺栓因机械振动而松动;灌浆层变质或产生不均匀沉降;设备底座或支腿产生腐蚀现象;设备支腿使用的垫铁不平整或使用的垫铁层数过多;管道应力等。
1.1.2 瘸腿的分类
1)平行瘸腿(平行瘸腿指的是设备一条腿和底板之间的间隙是均匀的)。
2)角形瘸腿(角形瘸腿指的是设备一条腿和底板之间的间隙是角状的、不规则的、不均匀的)。
3)弹性瘸腿(弹性瘸腿指的是设备一条腿和底板以及垫片之间没有充分地完全接触,并存在着弹性变形)。
4)管道应力瘸腿(管道应力瘸腿指的是由于设备和管线之间的接口,因为管道的应力而产生的变形)。
1.1.3 瘸腿的检测方法
1)用塞尺检测瘸腿,其检测的步骤是:
清洁驱动设备的底座和支腿→重新安装驱动设备,固定螺栓并处于松动状态→对角线摇动驱动设备,使底座与支腿的接触充分→用塞尺穿过支脚下面的方法,检查支腿。
2)用百分表检测瘸腿,其检测的步骤是:
按要求的力矩值固定螺栓→把百分表固定在支腿上→松开相应支腿上的固定螺栓,并记下读数→对所有的安装支腿重复上述的步骤→分析所有的读数,确定瘸腿。
1.1.4 瘸腿的纠正或消除方法
1)调整机器轴系的对中,用垫片垫实;2)对于过量的角形瘸腿,必须用机加工或用垫片来填满角向间隙来消除;(注意:一定不要添加过多的垫片,过渡的纠正将导致附近的支腿产生新的瘸腿);3)重新对中管道,消除应力。
1.2 热量变化导致不对中
在设备运行期间,由于驱动设备和从动设备之间不均匀的热胀和冷缩,将导致过大的偏移;因此在冷态对中时可以反向考虑对中偏差预设值,以使在热运行稳定状态达到准确的对中或者进行热态对中状态监测,并调整。
2 主轴对中的分类
两轴的相对位置有以下几种情况:
1)两个主轴互相平行,但不同轴;2)两个主轴同轴,但不平行;3)两个主轴既不同轴也不平行,这时两轴的中心线之间既有径向位移又有轴向位移;4)两个主轴是处于既平行又同轴的正确位置,这时的两轴的中心线位于同一直线。
两个主轴处于前三种情况时均不正确,均需进行调整,直到获得后一种情况或调整到公差范围内为止。一般在安装时,从动轴的位置调整好以后无需变动。通常通过调整驱动轴一端来获得正确的对中。在工程上设备的不对中往往是以第三种情况出现的。及轴向位移和径向位移是同时出现的。
3 轴向径向对中法
轴向径向法就是用一块百分表测量同心度偏差,而另一块(为了消除轴窜对平行度的影响,常常采用在直径方向上均布两块)百分表则测量平行度偏差,如图1所示:
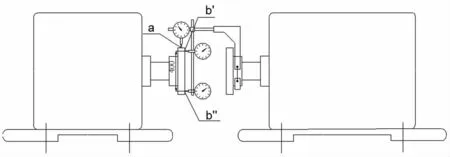
图1 轴向径向对中法百分表布置图
3.1 找正方法
测量时,先装好测量架,并把百分表杆调到二分之一量程处附近(使其可伸可缩)。测量架首先位于上方垂直的位置(0°),按照驱动设备的旋转方向旋转驱动轴,测出径向位移a1和轴向位移b′1、b"3;然后将两半联轴器顺次转到90°、180°、270°三个位置上,分别测出a2、b′2、b"4;a3、b′3、b"1;a4、b′4、b"2,将测得的数据记录在图2中(注意:读数不要记错位置和符号),转一圈时百分表应恢复原位。
测量数据要经过复核,如符合下列条件,说明测得的数据是准确的,否则应查明原因。

②对于双表法测角向偏差,由于不控制轴窜,若出现较大轴窜,上述公式不成立。
3.2 轴向端面倾斜偏差的测量与计算
3.2.1 轴向端面倾斜偏差的测量
端面测量读数b1、b2、b3、b4是取两个百分表在联轴器的相应位置上测得b′1~b′4、b"1~b"4的平均值,以消除测量时由于盘车转动而产生轴向窜动的误差。根据图2记录的数值,计算出b1~b4的值。
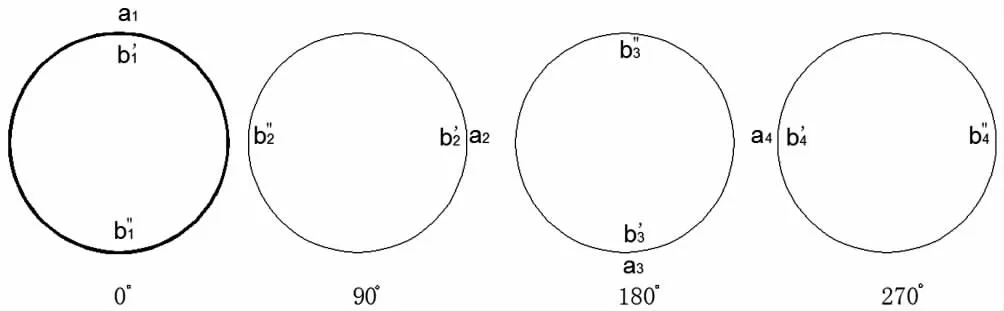
图2 端面倾斜偏差测量记录图

3.2.2 轴向端面倾斜偏差的计算
径向偏移量:

轴向倾斜量:

左右向是人在基准机侧,面对调整机器联轴器端面确定的。计算所得的正负值及其含义:
ax:正值 偏左,负值,偏右;ay:正值 偏高,负值 偏低;
bx:正值 右张口,负值 左张口;by:正值 下张口,负值 上张口
3.3 调整设备支承处支腿垫片调整量的计算
设被调整轴由前支腿1和后支腿2支承,前后两支腿间距离为L2,联轴器径向测量点至前支腿1的距离为L1,联轴器测点的回转直径为D。
现以垂直方向调整为例,若在垂直方向上开口量为b,径向偏移为a。要使被调整轴调至正确位置,前支腿1应提高C1,后支腿2应提高C2,如图3所示。
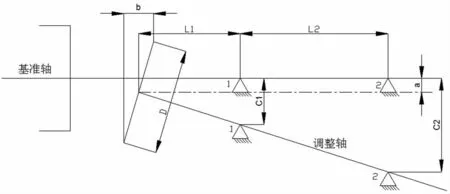
图3 支腿调整示意图
现设想使两联轴器调至平行,后支腿2应提高B如图4所示,由图中相似三角形的比例关系得
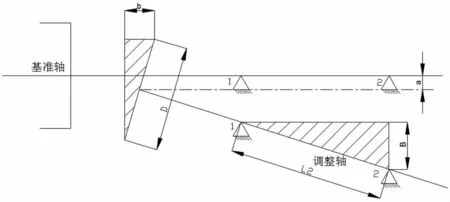
图4 支腿调整示意图
由于后支腿2提高了,前支腿1未动,被调整轴将绕前支腿1旋转而使半联轴器降低A如图5所示,由图中相似三角形关系得
然后,再将两半联轴器调至同轴,得各支腿的总提高量为:
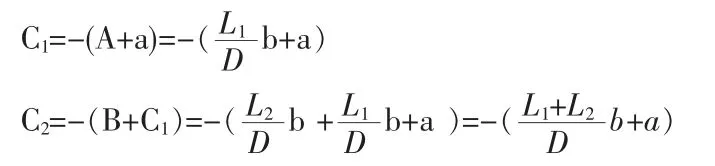
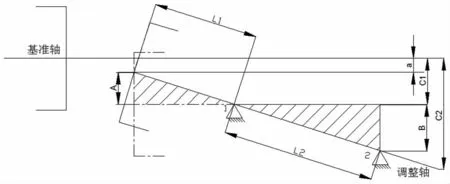
图5 支腿调整示意图
对于左右方向的调整,方法完全与上述相同。
计算所得的Cx1和Cx2值若为正值,则支承点向左调整;若为负值,则支承点向右调整。计算所得的Cy1和Cy2值若为正值,则支承点向上调整,若为负值,则支承点向下调整。
需要说明的是,在一般情况下联轴器校正都以达到同轴状态作为理想,即两半联轴器的中心线对准、两半联轴器的端面互相平行。但是在另一些情况下,考虑到机组由冷态向热态过渡时的变形,联轴器在冷态找正时都留有一定偏移量。
猜你喜欢
大众标准化(2022年17期)2022-09-27
中国公路(2021年17期)2021-11-22
电子测试(2018年1期)2018-04-18
中学生数理化·七年级数学人教版(2017年10期)2017-04-23
读写算·高年级(2016年7期)2016-05-14
质量技术监督研究(2015年5期)2015-02-10
时代农机(2014年11期)2014-09-23
汽车科技(2014年3期)2014-08-02