铁路货车制动用复合管管接头TIG焊应用
2014-12-23 02:40程洪建张志昌张建锋
科技视界 2014年2期
程洪建 张志昌 张建锋
(南车眉山车辆有限公司 工艺技术部,四川 眉山620032)
0 前言
在过去两年,我公司批量生产的某焦炭运输专用车的制动管系原材料采用不锈钢冶金复合管(以下简称复合管),其覆层为不锈钢材质,与以往批量生产用的不锈钢管材质相比,其内壁具有较高耐腐蚀性,但其基层采用碳钢材质,相对不锈钢管降低原材料成本,经济性较好。本文主要通过相关对比工艺试验及生产过程来介绍复合管管接头的TIG焊焊接工艺以及实际运用优化控制措施。
1 复合管材料特点
1.1 复合管结构
复合管是以20钢无缝钢管为基层(碳钢层),1Cr18Ni9Ti不锈钢薄壁焊管为覆层(不锈钢层),界面采用爆炸焊等方式使覆层连续均匀的覆于基层钢管内壁所形成的复合管材料,如图1所示。复合管的结构特性也使其在制动管加工工艺流程与采用不锈钢管具有明显的区别,由于复合管基层为碳钢,所以与管接头焊缝实际是碳钢与碳钢之间的焊缝,但为了不使内部不锈钢覆层与碳钢基层发生分离,热输入必须控制在较低的水平。

图1 不锈钢冶金复合管结构示意图
1.2 制动管加工工艺流程
复合管加工工艺流程如下图2所示:
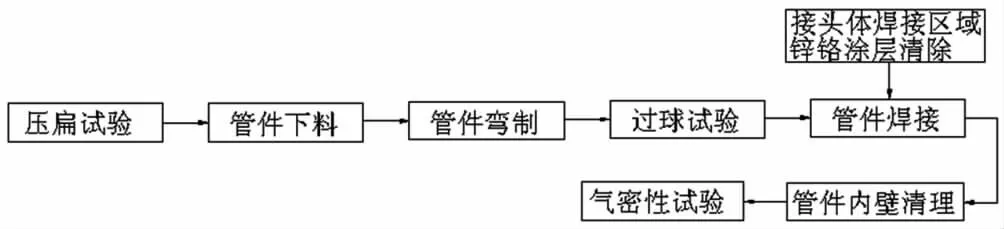
图2 复合管加工工艺流程
1.3 管件下料
由于复合管由覆层和基层冶金结合在一起,界面的结合强度与基层和覆层本身相对较弱,为确保加工过程基层与覆层不出现分离,避免给管接头焊接带来困难,其下料切割方式需慎重选取。经过不断摸索与调试验证,可采用直切车刀,通过调整车床运行转速及进给量来减小车刀对复合层的影响,再经专用倒角机倒角加工后到达较理想的效果,且不会产生分层现象。
2 制动管焊接试验
复合管使用技术要求明确规定与之配套使用的接头体材质为20号钢,且其表面经锌铬涂层(达克罗)处理,因此焊接前需通过焊接工艺试验来确定相应的焊接工艺参数。
2.1 焊前准备
(1)表面杂质处理:复合管及接头体的焊接部位应清除水分、铁锈、油污等污物,另,根据运装货车[2009]89号文件要求,接头体焊接区域不得有锌铬涂层,目前我公司已经购置数台金相抛光机对管接头焊接界面进行抛光打磨。抛光要求:接头体焊接部位露出金属光泽。
(2)组装:要求复合管与接头体组装的间隙均匀且不大于1mm。焊接前,焊枪空运行,检测和调试焊接设备的同轴度,使整个焊接过程中焊枪与焊件距离始终一致。
(3)环境要求:焊接环境温度要求不低于5℃,焊接区域风速不大于1m/s。
2.2 焊接试验设计
根据现场设备情况,实际焊接试验采用2种不同的焊接方法:熔化极脉冲气体保护焊(MAG)与钨极气体保护焊(TIG),焊接材料见表1。试验设备为我公司脉冲MAG管件自动焊专机和TIG管件自动焊专机。
根据制动管的规格,制定相应的焊接工艺参数,表2为焊接试验使用的工艺参数。

表1 试验用焊接材料
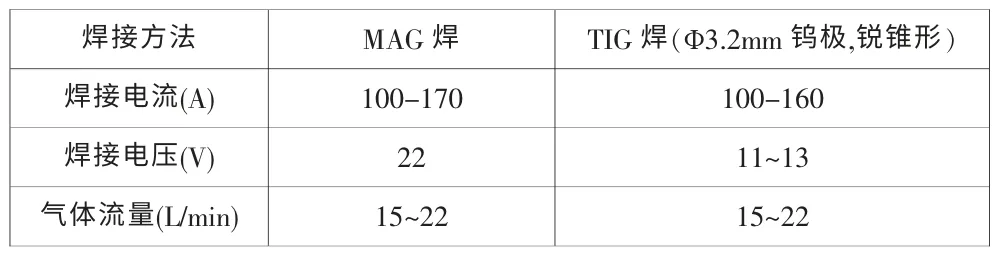
表2 试验用焊接参数
2.3 焊接试验对比分析
试验使用的MAG(图3)、TIG(图4)管接头自动焊专机均是采用管件固定,焊枪围绕管接头作匀速圆周运动完成自动焊接。

图3 MAG焊专机

图4 TIG焊专机
采用表2中焊接参数进行试验后,对得到的焊接试件进行如下对比分析:
(1)外观焊缝质量对比(图5、图6)
从外观上看,采用TIG焊生产的管接头明显优于MAG焊。TIG焊的焊缝波纹更细致、更规律,说明熔池前进及冷却的过程更稳定。MAG焊的焊缝中部有鼓包的现象,即焊缝余高过高,说明管件TIG焊专机从焊缝外观上更具优势。

图5 MAG焊焊缝外观

图6 TIG焊焊缝外观
(2)内表面渗透探伤

图7 MAG焊焊接接头内表面

图8 TIG焊焊接接头内表面

图9 MAG焊渗透探伤

图10 TIG焊渗透探伤
在合理的焊接规范前提下,TIG焊与MAG焊都没有产生基层与覆层的剥离,也没有发生焊穿的情况,内部表面渗透探伤结果表明均没有裂纹产生。
(3)宏观金相对比

图11 TIG金相图片

图12 MAG金相图片
宏观金相分析表明TIG焊明显优于MAG焊。从熔合线的分布来看,MAG焊焊缝咬边情况较为突出,TIG焊两侧母材熔合均匀,类似等腰直角三角形,而MAG焊两侧母材熔合深度不一。
从一系列的对比试验看,TIG、MAG焊均能对复合管管接头进行焊接。但TIG具有焊缝成型好,无气孔,根部熔合更优的特点。目前我公司已淘汰了原有的MAG管接头MAG专机,使用三台TIG焊专机对各类车型的管接头进行焊接作业,单班日产达到了20台份以上,气密性试验通过率达到98%。
3 焊接质量控制
3.1 焊接角度
角接接头(PB位置):焊枪与水平线的夹角应在45°~60°之间,且钨极应指向焊缝中心。如果焊接角度不正确,就会发生如图13、图14的情况,由于熔池偏向钢管一侧,造成侧壁熔合过多,但焊缝根部未完全焊透。熔池由于重力作用塌陷,咬边的情况更严重。焊枪角度如果过分偏向管材侧,除了咬边、根部未熔合,还会使管材承受过大的热输入从而造成复合管碳钢层与不锈钢层剥离。

图13 咬边

图14 根部未熔合
正确的焊枪角度如15图所示,焊枪与水平方向夹角45°~60°,与焊接方向夹角75°~85°。

图15 PB位置焊枪正确角度示意图
对接接头(PA位置)正确的平对接环焊缝自动焊接时,焊枪角度应如图16所示,焊枪与管材垂向中心线呈4°~7°夹角,焊丝与水平面夹角小于10°。

图16 PA位置正确焊枪角度示意图
3.2 焊接现场
目前铁道车辆制动管接头分为DN10、DN15、DN20、DN25、DN32五种规格,各规格的管件壁厚不尽相同,每种管接头焊接工艺规程都会有差异。下图17为我公司管件加工中心工艺看板,该看板清晰陈列出每条焊缝的焊接工艺规程,让操作者可随时查看。
图17 工艺看板
3.3 其它影响因素
3.3.1 焊缝表面清洁度制动管件之管接头焊缝,无论是何材质,焊前都需清洁,排除油污、锈蚀、表面镀锌处理层等对焊接有高危影响的因素。
3.3.2 焊接气体
TIG焊采用氩气,推荐使用纯度大于99.9%的氩气。气流量应控制在15-22L/min,过低或过高的气流量都不利于熔池的保护。
3.4 修焊
若气密性试验中有漏泄需要修焊时,修焊电流应比焊接电流小20-30A,修焊复合管焊接返修建议不超过两次,以避免反复加热造成接头部位基层与覆层分离。
4 结束语
综合本文所述,相比MAG焊接,TIG焊在铁路货车管件类短小焊缝的焊接上具有在成型、内部质量等方面的优势。合理的焊接方法和焊接规范,诸如焊接角度、焊前清理、规范控制等是保证焊接质量的重要手段。本文所述的复合管焊接工艺措施,同样适用于不锈钢钢管的管接头焊接。经过数次批量生产验证,采用TIG自动焊专机焊接制动管接头后,气密性实验通过率一直保持在98%,焊缝外观质量显著提升。
[1]运装货车[2009]89号 不锈钢冶金复合管技术条件(暂行)[Z].
[2]吴林,等,主编.焊接手册[S].2版.机械工业出版社.
猜你喜欢
车主之友(2022年6期)2023-01-30
云南化工(2020年11期)2021-01-14
中国特种设备安全(2019年5期)2019-07-16
制造技术与机床(2019年6期)2019-06-25
环球时报(2019-05-15)2019-05-15
石油化工建设(2018年2期)2018-07-11
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
焊接(2015年9期)2015-07-18
河南科技(2014年7期)2014-02-27