论模企的规模、架构与管理
2014-12-23 07:14陈连生
科技视界 2014年9期
陈连生
(天津国际铁工焊接装备有限公司,中国 天津300385)
模具是工业生产的主要工艺装备。用模具生产的制件所表现出的高精度、高复杂性、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。 绝大多数的产品开发,生产,升级换代,首当其冲的就是模具的开发和更新换代。 国家要强盛,模具工业的发展是必不可少的。 因此,模具加工制造企业的技术水平、产品质量、加工速度和制造周期的长短就成为我国模具工业的生命线。
1 我国与国外同行业水平还存差距
说到我国与国外同行业的差距,就不得不简单回顾一下我国(以天津为例)模具工业的发展历程,大致可分为几个阶段。
1)自1950 年代以来,逐渐形成了以国企为主体,以生产车间为组织形式的,技术、加工、管理群体,加工设备简陋,技术、工艺、管理落后。
2)1960 年代以后,各种专科学校毕业生逐步进入国企,使职工的素质得以提高,加工设备也得到一定程度的改造和更新,车间的技术、工艺、管理方法进一步完善。
3)1970 年代,国企开始具备了当时比较精密的机加工设备,有的还配备了电加工设备,并形成了以加工工时为基础的管理方法,使我国模具工业水平有了进一步提高。
4)1980 年代,我国实行了改革开放,使我们通过技术和设备的引进,把我国模具工业总水平提高到一个新阶段。
5)1990 年代以后, 通过技术引进和技术交流, 使我国的机械工业、机床工业不断发展,模具工业也随之得到进一步发展。
我国模具工业经历了多半个世纪的发展, 从几乎为零到初具规模,取得了长足的进步,但我们的工业基础比较薄弱,不能盲目乐观,必须看到与国外先进国家的差距。 比如产业结构和模企规模不尽合理;社会化分工还缺乏系统的组织管理;模具常用标准件、零配件专业化制造水平低,质量差,品种不全,尚需依赖进口;模具钢材品种少,优质钢材也需依赖进口。 再如,我国一些不错的模企,所制造的大型模具、精密小型模具和要求较高的常规模具,单独看上去还不错,但与国外同类模具相比还是存在一定差距。另外,对于复杂模具结构的创造,产品制件的工艺分析,就目前而言还存在照搬照抄国外的现象,某些模具模芯的加工水平,与国外先进水平相比还显不足;再有,模具的制造周期长,模具加工、组装完成后,制件一次性合格率低,需多次反复修理、修整模具,制件才能合格,降低了模具的使用寿命和附加值。
2 合理规划,依靠科技,搞好质检与管理
要使我国的模具工业再提高一步,宏观方面当然靠国家对模具产业的布局、调整、扶持,甚至投资。其他方面就要靠我们大家共同努力。在此仅就一个模企的规模、架构、科技、质检与管理等内容展开论述。
2.1 企的规模与架构
我国模具行业过去多为国企,虽然取得了很大成绩,但在市场经济条件下,生存却变得越来越困难;一些个体小企业运转虽然尚可,但技术水准低,产品质量差,长期生存实属不易。从国外模企规模和我国模企现状来分析,模具质量好,交货周期短,生存能力强的企业,他们的规模和架构都比较合理,技术与管理也比较先进。
模企的规模大小通常是根据他所制造的模具类型来定位和区分的。
1)特大型模企主要制造那些特大型的有一定精度要求,形状比较复杂的模具,其投资大约也要几千万人民币甚至过亿。
2)大型模企主要制造那些大中型,精度较高的,形状复杂的模具,投资约2000-3000 万元人民币左右。
3)中型模企主要制造那些大小适中的中型模具,和一些小而精密的专用模具,当然制造常规的中小型模具则更是强项,投资约为600-1000 万元人民币左右。
4)小型模企主要制造小型的常规模具,投资约为200-300 万元人民币。
5)超小型模企(通常称为作坊),主要做一些简单模具和简单加工,投资几十万元人民币即可。
特大型和大型模企通常资金雄厚, 技术工艺及加工设备一流,具有完善的管理体系,其业务渠道稳定,具备赶超世界先进水平的能力。中型模企具有较为充足的资金,技术工艺及加工设备较为先进,在不断自我完善的基础上创出自己企业的特色,以赢取良好信誉,有较好的发展前景。小型模企虽然资金和设备较少,但也不一定缺乏技术,只需依靠外协加工(社会化加工),不断积累资金,不断提高技术能力,逐渐做大做强必将成为可能。超小型模企属于创业型企业,艰苦努力,只要抓住机遇亦可取得成功。
我国模具行业的现状证明,中型模企的存在形式是大量的,相对稳定的,抗风险能力强,可长期持续发展。现在就以中等规模的模企为例,讨论他的企业架构等相关问题。
一个中等规模的模企到底有多大呢?按照我国的习惯除了资金设备外,员工数量的多少就代表着其规模的大小。但是在国外,一个中等规模的模企,人员最多也就是30-40 人,但国情不同,工业基础不同,思维方式也不尽相同,不能照搬,只做参考。 模企的架构非常重要,他直接影响到企业的管理方式,企业架构其实也是一种管理理念,是一个企业的总的管理流程,是企业的根基。为了便于讨论,请看以下架构图(仅供参考):
从架构图中可以看出模企的架构简捷合理,人员精炼。 管理是以技术,质量,现场(加工),安全生产为管理核心,是围绕着企业技术人员和现场操作人员展开的,以人为本,充分发挥和调动他们的积极性,使企业效益最大化,使企业步入良性循环,这正是管理者的目标,同时也正是架构图体现的精神。 接下来简单说明一下主要管理人员的职责,这同时也是他们的责任。
总经理的职责:直接领导业务部、采购部、财务部,随时掌握企业的客户及经营情况,控制企业成本,把好财务关。 通过主管技术、现场的副总经理,管控企业的技术生产情况。定期召开业务、财务、后勤、技术等部门负责人会议,提出对策。通过对质检部门、安全生产部门的监督,随时了解企业的模具质量情况,安全生产情况,督促主管副总经理做好质检和安全生产工作。 后勤工作关系职工的切身利益,由总经理直接领导,效果比较明显。
副总经理的职责:每周召开技术部、质检和安全生产部门以及现场负责人会议,业务采购部派一人参加,协调并解决每周工作中出现的技术、制造、质量、安全问题,进度问题。对随时出现的问题召集临时紧急会议或专业会议等。 直接对总经理负责。
技术部的职责:在副总经理的直接领导下,技术部除了负责企业的技术、设计和加工工艺外,还负责与现场,质监部门的横向联系,定期向副总经理如实反映具体的技术和质量方面的较重要的问题,为领导决策提供帮助。
现场管理的职责: 在副总经理的直接领导下对现场人员进行管理。 每天早晨定时召开班前会,布置任务,讲评前一天的工作。 随时提出质检、安全生产方面的建议,随时调配现场人员的工作,安排加班等生产活动。
质检和安全生产部门的职责: 以高度的责任感认真做好质检;对兼职质检人员指导他们做好质检工作。 随时监督现场的安全作业,严查安全隐患,堵塞安全漏洞,每天向副总经理汇报质检与安全生产情况。
从图中可以看出各部门之间的隶属关系,协作关系,不再赘述。
2.2 设备的配置
一个中等规模的模企,应具有一定规模的设备。通常情况下,其主要设备有:
1)进口高精密度数控立式铣床(主要行程650-800mm)一台。
2)普通国内组装或国产数控立式铣床(主要行程800-1000mm)一台。
3)普通国内组装或国产数控立式铣床(主要行程600mm)一台。
4)国产精雕机床一台。
5)数控电火花机床(侵油槽1200mm 左右)一台。
6)普通电火花机床(侵油槽1200mm 左右)三台。
7)普通电火花机床(侵油槽1000mm 左右)二台。
8)普通快丝线切割机床(丝架高度可调,最大行程400-500mm)三台。
9)30 平面磨床(台面宽300mm)一台。
10)国产成型磨床(小型手摇)三台。
11)进口精密成型磨床(小型手摇)一台。
12)普通铣床四台。
13)摇臂钻床(Φ40)一台。
14)18 车床 一台。
15)台钻 三台。
16)研模机 一台。
17)钳工手动、电动工具,以及测量工具若干,测量仪器一至两台。
18)起重天车10T(可根据实际情况5-15T 应留有一定的安全系数)一台。
19)叉车(柴油)3T 一辆。
20)手动小叉车 两辆。
21)如果资金允许或者根据以后加工实际情况,也可考虑增加:数控高速铣一台;慢丝线切割1-2 台;坐标镗床一台;三坐标测量机或抄数机一台;试模设备一台。
说明:以上设备中,除数控铣床,数控高速铣床,电火花机,线切割机,叉车需要固定专业人员使用和保养外,其他设备一般不需要专人使用和保养,使用者通常为钳工人员。
2.3 运用先进的科技手段,建立合理的工艺流程
一个模企制造出的模具,其质量好坏,交货周期长短,售后服务客户的满意度等取决于企业管理的水平,而管理水平主要取决于合理的工艺流程,合理的工艺流程取决于如何运用好先进的科技手段。 现在国内的模企基本都具备了较为先进的CAD/CAM 手段,大型模企通常还具备CAE 技术。对于一个中等规模的模企来说,这方面并不具有特别的优势,所以如何布局和运用先进的科技手段,并建立合理的工艺流程,值得我们认真研究。
CAD/CAM/CAE 是先进科技的核心,但对一个中等规模的模企来说,通常不配备CAE 软件,实践证明CAE 软件价格较昂贵,对中大型制件的分析意义较大。 对于大小适中的中型或中小型模具的制件而言,根据经验进行分析和计算,指导模具的设计,往往效果更好。 模企常用的CAD/CAM 软件有UG(NX)、PRO/E、CATIA、AutoCAD 等,但在实际应用中感觉对模具设计,NC 编程而言,还是UG(NX)更好一些。通常模企主要使用UG(NX),AutoCAD 等软件。
要建立合理工艺流程, 首先要建立一个合理的CAD/CAM 流程,其最根本的核心思想就是“并行工程”,很显然其效率较高。 见图2。
如图所示,每一个Team 就是一个并行工程的单元。 对于中等规模的模企还要根据具体情况,可以用两个Team 或者三个Team。 所谓并行工程,就是当每套模具设计总体完成后,进行细节设计时,只要完成一个零件就可以开始绘制2D 工程图, 同时对这个零件进行NC 编程,三者几乎可以同步进行。 此后每个零件基本都可以同步进行绘图和NC 编程。
当模具总体设计完成之后,发出备料单,一般1-2 天模芯材料即已送到,这时模芯的3D 细节你早已完成,2D 工程图也随着完成,钳工用2D 对外形进行铣磨,钻孔攻丝后,NC 编程已经完成,既可以进行NC 加工、及后续加工,整个过程一环扣一环,毫无拖延,这就是并行工程的优势体现,加快了模具加工速度,缩短了制造周期。
有了CAD/CAM 内部的合理流程,我们就可以根据他建立一整套合理的工艺流程。 如图3 所示:
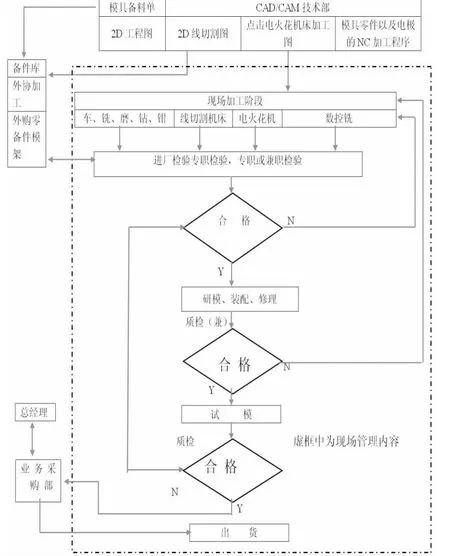
图3 模具制造、修理作业工艺流程图
2.4 质检与管理
上图虚框中的部分是工艺流程图, 很显然它就是现场工作管理流程。 根据这个流程制定相应的管理办法,应该非常符合工艺。 也就是说,这样定制的管理方法适合模具的加工制造企业。 但还需要特别强调的是,一定要做好质量检验工作,坚持严格按照质检程序进行,绝不姑息。只有每个零部件都合格,才能保证零部件的互换性,保证模具的质量。例如:以前设备精度差,加工出的零件一致性不好,在模具的装配或后续加工中,不得不采用配打配做的工艺方法。当要安排倒班生产时才发现,张三做的活,很难向李四交接,还得让张三加班,这样既会影响人员休息,又产生安全隐患,还影响进度,极不便于管理。可见质检工作与管理有着直接的联系,所以做好质检,不但保证模具质量,还对管理工作极为有利。目前,世界上最先进的模具制造技术是不研模加工法,我们现在还做不到,只要能尽量的提高制造精度,保证互换性,这就大大减少模具装配、研模及模具修理的工作量,并且在任务紧的情况下,除机、电加工可以倒班,钳工装配、研模也可以倒两班或倒三班,大大加快了进度,由此看出,搞好了质检工作就是对管理的促进。 同样,搞好安全生产也是对管理的促进。
3 总结
综上所述,不难看出,要办好一个模企首先要遵循四个要素,否则市场再好,业务再多,你的企业也不会搞好。 搞好模企的四个要素:
1)有一个合理的企业规模和架构;
2)有合理配置的先进设备;
3)运用先进科技建立合理的工艺流程;
4)注重质检,搞好现场的管理工作。
有了这四要素,我们再把(图1)、(图2)、(图3)所示流程结合在一起,就有了一个中等规模的模企管理流程图,有了这个流程图,再根据以人为本的理念,建立人性化的管理制度,和以先进的技术为依托的管理方法,这个模企一定会兴旺发达。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
童话世界(2017年8期)2017-05-04
湖南农业(2016年3期)2016-06-05
现代工业经济和信息化(2016年7期)2016-05-17
中国工程咨询(2014年12期)2014-02-16
船海工程(2013年6期)2013-03-11