
红山嘴电厂水轮机综合抗磨蚀研究
2014-12-16 07:55:16新疆天富能源股份有限公司红山嘴电厂石河子市832204刘志刚
石河子科技 2014年6期
(新疆天富能源股份有限公司红山嘴电厂,石河子市,832204) 刘志刚
水轮机泥沙磨蚀问题是一个世界性的难题,目前国际上尚没有好的解决办法。据不完全统计,目前我国水电装机总容量突破1亿KW,其中约有40%水电站的水轮机的过流部件都遭受不同程度的泥沙磨蚀破坏,导致水轮机出力不足、使用寿命缩短、运行效率下降、大修周期缩短。水轮机磨蚀成为制约水电厂经济效益和安全稳定运行的重要因素。
1 红山嘴电厂水轮机磨蚀状况
红山嘴电厂 二、三、四、五级电站建设于20世纪六、七十年代,电站选择的HL123、HL702、HL263转轮均为我国目前已淘汰的老型号转轮,转轮效率最高达到80%,转轮抗气蚀性能差。红山嘴电厂梯级电站引玛纳斯河水发电,玛纳斯河是一条多沙河流,且沙粒主要为硬度较大的石英砂,玛河上游无调节水库,泥沙全部通过水轮机过流部件。气蚀和磨蚀的双重作用造成红山嘴电厂水轮机过流部件的磨蚀异常严重,丰水期停机补焊过流部件频繁,且大修工作量,大修成本加高。其中磨蚀最严重的三级电站,丰水期过流部件不补焊,机组无法正常运行,机组一年一大修,远远超出国家规定5~6年一大修的标准。三级电站过流部件磨蚀状况见表1。
2 水轮机抗磨蚀综合技术研究
多年来为解决水轮机磨蚀问题,红山嘴电厂投入了大量人力、物力。通过有关专家分析论证,技术人员研究试验,并根据多年运行、检修积累的丰富经验 ,历经了上百次的失败教训,终于找到了一些水轮发电机抗磨蚀的治理之路,使红山嘴水电厂的水轮发电机的抗磨蚀能力有了很大的提高。
2.1 过流部件喷涂抗磨喷涂材料
红山嘴电厂从70年代末就开始尝试水轮机过流部件的抗磨蚀处理,等离子喷涂、低温镀铁、热喷涂等各种新型的软、硬抗磨材料都使用过,90年代对水轮机叶片、导叶、座环、涡壳、进行抗磨蚀处理,但水轮机过流部件的磨损和汽蚀还是没有得到根本解决。
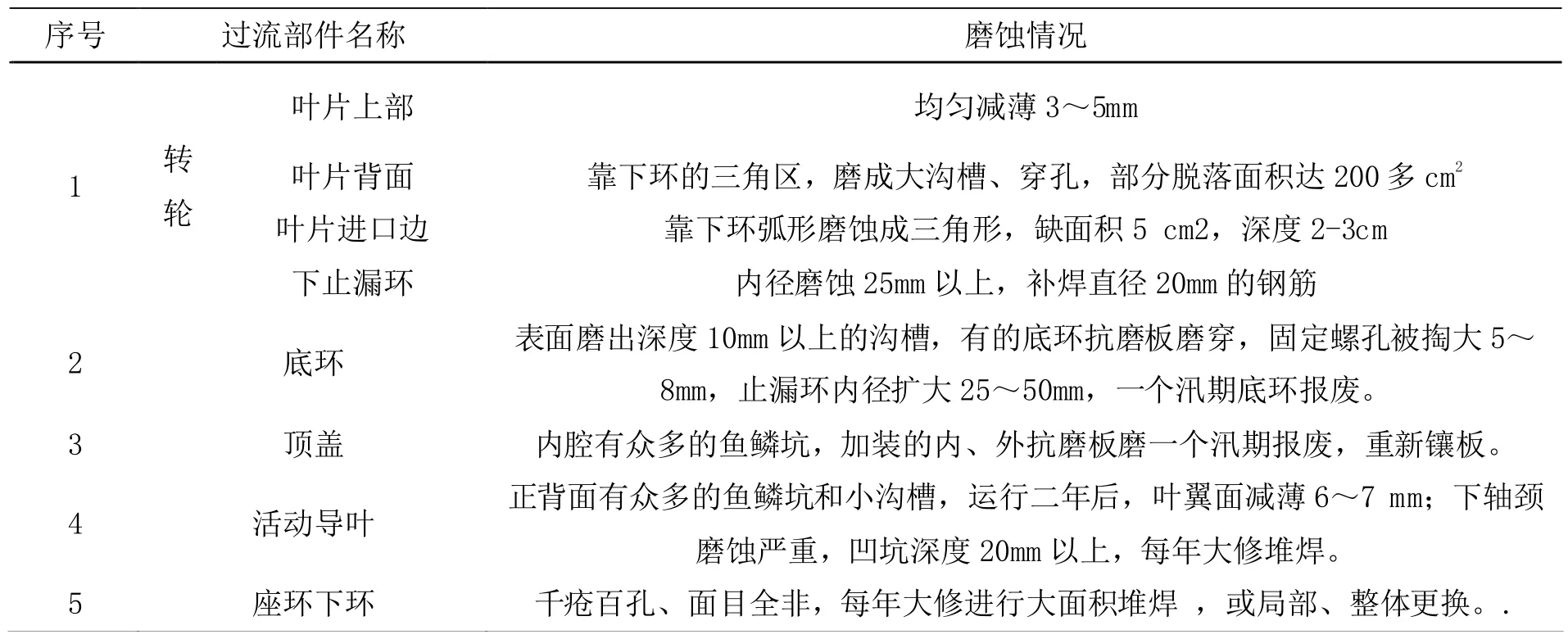
表1 三级电站过流部件磨蚀状况
进入21世纪,先后同上海中美司太立公司应用超音速喷涂技术,对转轮易磨损部位进行进口耐磨材料镍基碳化铬X3007喷涂试验;应用黄河水利科学院研制的聚氨酯,对转轮易磨部位进行喷刷试验;与甘肃工业大学合作采用高速氧燃料金属喷焊法,进行转轮叶片喷焊。目前大修期均采用甘肃工业大学氧乙炔喷熔转轮喷焊法,对转轮叶片进行喷焊,取得一定成果。
针对四、五级电站机组蜗壳、座环等部件水下过流部件已运行50多年,锈蚀、磨蚀严重,漏水严重的现状,厂于2002年开始对四级电站2号机蜗壳、座环进行了环氧金刚砂涂抹,经一个洪水期试验,其效果较为理想。并逐步在四、五级电站其他机组进行推广,目前四、五级电站座环、蜗壳还能够维持正常运行。
2.2 优化水轮机转轮设计,提高水轮机的抗磨蚀能力
研究转轮叶形形状的改型设计、转轮叶片数量的优化设计、转轮材质的选择以及水轮机转速与机组抗磨蚀能力的关系。与国内科研院所合作,根据各梯级电站的水能条件、泥沙含量、水量变化和地形条件,为各电站研发与电站工程参数相匹配的转轮,从转轮的优化设计上解决电站运行过程中抗磨蚀性能差、运行稳定性低的主要问题。
转轮叶片选用X型叶片代替L型叶片,改善非设计工况下的运行稳定性,降低空化系数,增强机组抗磨蚀和气蚀能力;根据叶片气蚀和磨蚀状况,优化叶型设计,减轻过流部件的磨蚀;选用优质新型材料,改变转轮叶片数量,提高转轮的刚度、强度和减轻重量;通过降低水轮机的转速,提高水轮机抗磨蚀能力。北京水科院借鉴国内、外水轮机设计先进经验,利用计算机三维设计,完成红山嘴电厂3种水头,4种转轮的优化设计,机组效率达到93%以上,过流部件抗磨蚀效果优良。各电站机组转轮改型前、后主要技术参数见表2。
2.3 优化机组运行方式
水轮机运行性能的好坏,除与水轮机的设计、制造、安装、检修等多方面的质量和技术水平有关外,还与水轮机、水电站的运行方式和经营管理水平有重要的关系。红山嘴电厂根据水轮机运行特性,结合玛纳斯河高含沙量和季节性较强的特点,研究水轮机在不同季节、不同流量和不同泥沙状况下,5座梯级电站联合高效运行方式,重点研究通过合理控制机组开度,使各梯级电站机组在泥沙和水量变化情况下,机组能够在水轮机高效率区稳定运行,减轻机组磨蚀。根据玛纳斯河水量、泥沙变化,各电站机组不同季节控制不同的开度范围,使机组不同季节都在高效率区运行,提高机组运行稳定性。洪峰前(5月份)机组在额定出力以内运行;洪峰中(6月中旬~8月底)河水泥沙含量高,限制机组在80%~90%出力运行;洪峰后(9月份~11月)逐步放开机组开度,机组适当超额定出力。丰水期通过控制机组开度,各电站机组负荷限制情况表见表3。
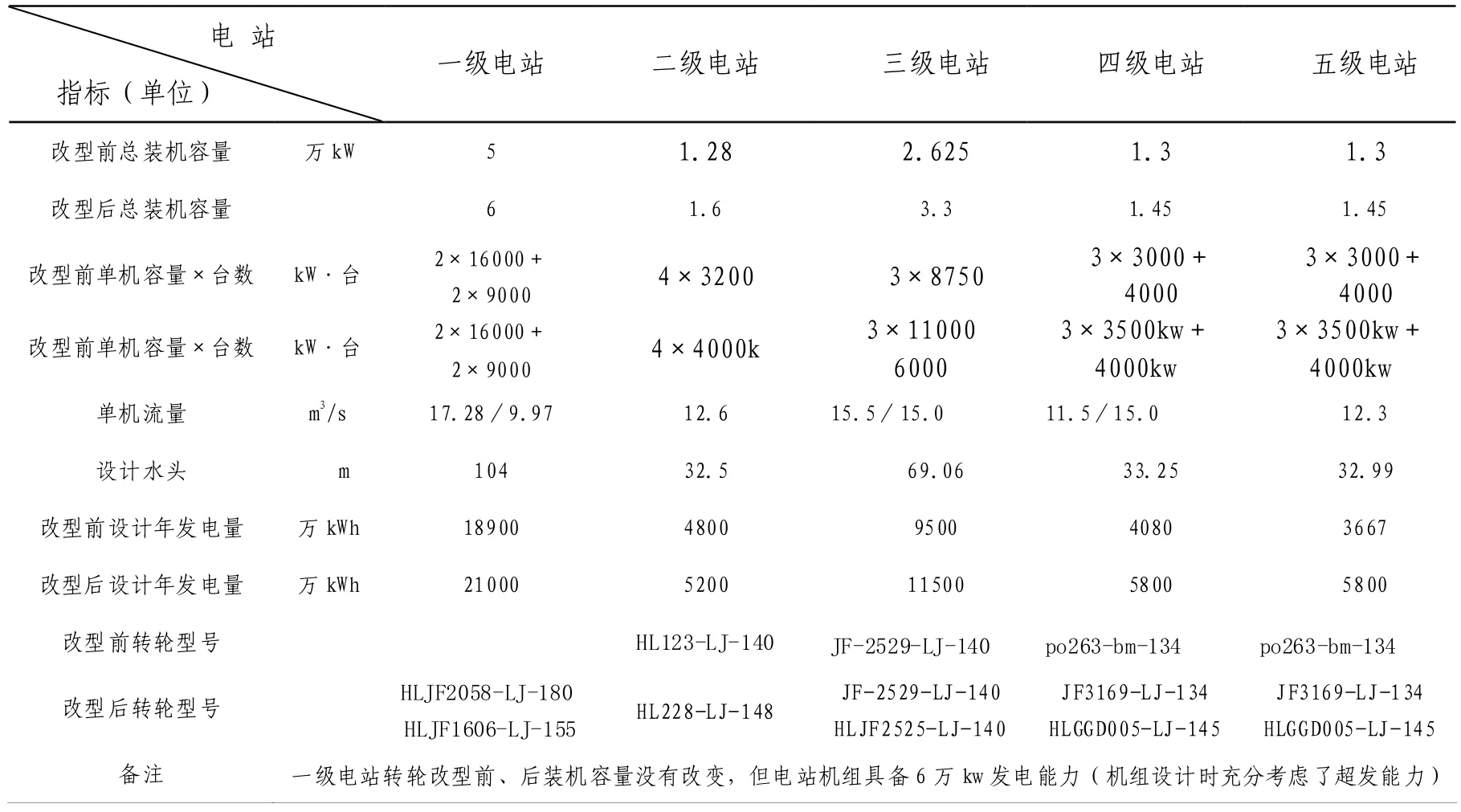
表2 各电站机组转轮改型前、后主要技术参数

表3 丰水期通过控制机组开度各电站机组负荷限制情况表
3 结论
红山嘴电厂作为多泥沙河流典型的梯级径流式电站,通过多年的摸索与实践,通过过流部件喷涂新型抗磨材料、转轮的优化设计和优化机组运行方式联合应用的方式,降低了水轮机过流部件的抗磨蚀能力,为多泥沙电站解决磨蚀和气蚀能力提供的宝贵的经验。
猜你喜欢
今日农业(2022年13期)2022-09-15 01:19:24
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
吉林广播电视大学学报(2018年5期)2018-06-19 06:11:22
兰台世界(2017年12期)2017-06-22 14:17:25
电子制作(2017年19期)2017-02-02 07:08:58
电子制作(2016年11期)2016-11-07 08:43:36
水电站机电技术(2016年1期)2016-02-28 14:21:50
大众考古(2015年6期)2015-06-26 08:27:12
湖州师范学院学报(2015年4期)2015-03-11 16:39:43
