
切割参数对水下电-氧切割的影响
2014-12-14 12:20陈晓强马震汪福强朱小俊
金属加工(热加工) 2014年16期
陈晓强 马震 汪福强 朱小俊
1.概述
在沉船打捞及海难救助等水下工程作业中,水下切割技术经常被用于水下救助、切割除障、船体开孔以及附属构件的去除等,如美国“墨西哥湾”漏油堵漏工程及我国的“阿波丸”号沉船打捞工程。而在水下切割技术中,使用最为广泛的便是水下电-氧切割技术,该技术是打捞潜水作业人员必需掌握的水下作业技能之一。在“阿波丸”号沉船打捞工程中,运用水下电-氧切割技术切割船体的总长度超过2 400m,消耗氧气超过2 600多瓶。
水下电-氧切割技术的参数包括许多方面,如焊机的类型、极性接法、割条的型号和种类、氧气纯度、氧气压力、切割电流以及切割角度等。其中,对潜水员水下操作影响较大的是氧气纯度及压力、切割电流和切割角。
2.切割参数对水下电-氧切割的影响
(1)氧气纯度及氧气压力 氧气在水下电-氧切割中是不可或缺的,在切割过程中担负着重要作用。氧气不仅可以起到气体吹除的作用,而且可以和被割元素在高温条件下发生燃烧反应,并发出大量的化学反应热,用于加热和熔化被割金属。
水下电-氧切割时氧气的纯度非常重要,在《美国海军水下焊割手册》中,明确指出:氧气的纯度必须>99.5%。纯度越低,切割速度越低。纯度每降低一成,切割速度就会下降25%左右;纯度如果<95%,切割过程就不能进行。所以说,在水下电-氧切割过程中,不能使用空气或其他气体代替氧气。
氧气压力是影响水下切割效率和切割质量的另一个关键因素。一般来说,切割氧气压力的大小与被割金属的材料和厚度有关。对于同种材料而言,氧气压力是随着板厚的增加而增大的,并且在一定范围内,适当增加氧气压力有利于提高水下切割效率和切割速度。如果氧气压力过小,容易产生割不透、割缝边缘毛糙等现象,进而大大影响切割效果和切割速度,如图1所示。
在水下电-氧切割时,氧气压力还要考虑水深及氧气管的长度。一般来说,水深每增加10m,氧气压力应增加0.1MPa;氧气管越长,对氧气的阻力就越大,氧气压力也应适当增大一些。需要说明的是,切割氧气压力并不是越大越好,即在水下电-氧切割时,割条内径相当于直筒型喷嘴,在氧气通过割条内径时,切割氧气流达到一定值后,可切割的板厚也会达到最大值,切割效率最佳;反之,如果再提高氧气压力,反而会造成切割的板厚减小,切割的速度减慢。
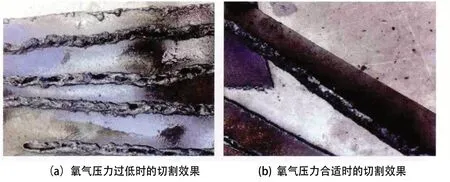
图1
(2)切割电流 水下电-氧切割电流的选择是根据电缆导电截面积及长度的大小和被割板厚而定,其中电缆的导电截面积和长度对电流的影响不是主要的,被割金属的厚度才是选择切割电流的依据。如图2所示,当切割电流选择过小时,电弧的穿透能力不足,容易产生割不透的现象,割缝不整齐,并且易发生引弧困难、续弧阶段产生粘条和短路等,造成焊接过载及烧损,切割效率降低;当切割电流选择合适时,切割电弧稳定,引弧和续弧阶段都很容易,切割的割透能力增强,割缝比较整齐,切割效率高;一旦电流选择过大,则容易使割条过热、割条熔化速度过快、药皮提前爆裂等现象,并且切割过程中熔池过宽,熔化金属在割缝背面易发生粘合,从而造成割穿而不透的现象,切割效率反而降低。
(3)切割角 切割角是水下作业潜水员经常忽略的一个重要参数。与水下焊接角度不同,水下电-氧切割时割条与钢板割缝垂直线间的夹角称为切割角。实践经验证明,切割角的大小与切割速度有一定关系的,切割速度会随着切割角的变化而变化,但切割角的选择主要还是取决于被切割板的厚度。通常来说,被切割板的厚度越大,切割角就越小。如果切割角选择不当,也会影响水下切割效果。如图3a所示,如果切割角过大,切割时切割火焰明显集中在钢板上方,也就意味着钢板没割透;图3b中,切割角合适时,切割火焰大部分集中在钢板的下方,钢板被割透,切割可以顺利进行。
(4)实际工程中切割参数的选择 在海南东方油田对水下导管架进行切割的施工过程中,切割水深平均为70m,钢管管架的壁厚约为6mm,如图4所示。根据切割电流选择的经验公式,切割电流为280~300A,考虑水深及电缆线长度的影响,实际工程中切割电流选择为300A。根据切割氧气压力的经验公式,切割氧气压力应选为0.6~0.7MPa,在考虑氧气管阻力和水深因素的影响后,实际工程中切割氧气压力选择为1.1MPa。由于被割结构为管状,所以在选择切割角时,起割阶段应与管壁成切线,在起割完成后逐渐减小切割角,以加快切割速度,提高切割质量。
3.结语
水下电-氧切割是一项技能性很强的技术,在实际的水下切割工程作业中,切割潜水员不仅需要自己的潜水实践经验,还要对切割参数进行合理的选择和良好的匹配,才能提高水下切割效率,达到理想的切割效果。
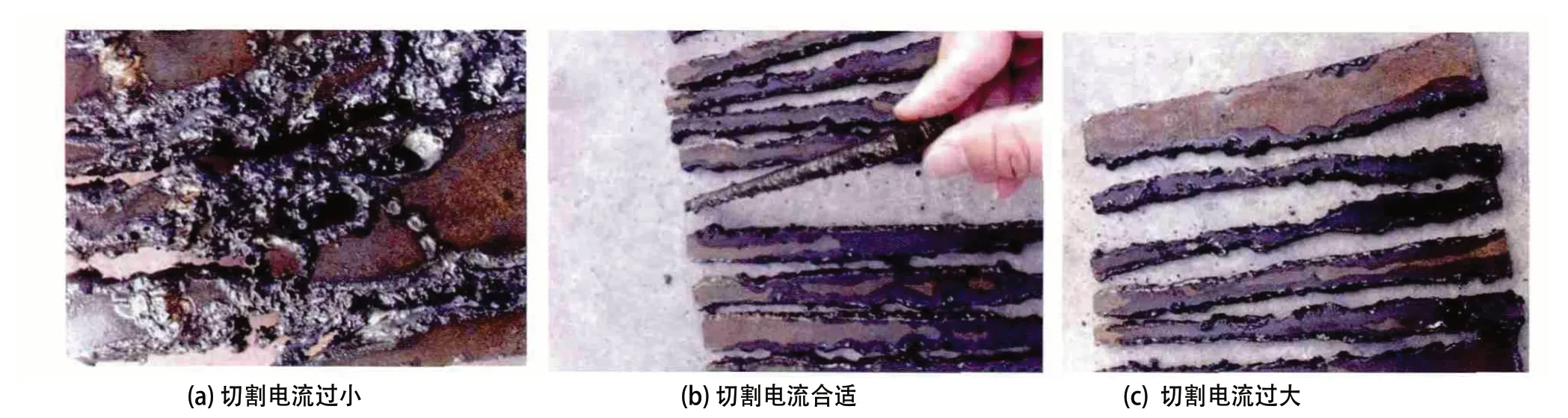
图2
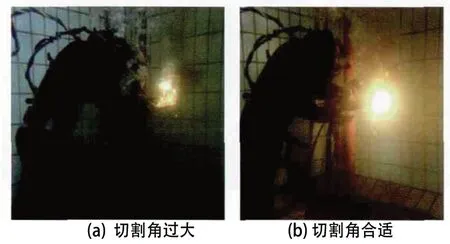
图3

图4 水下切割油井导管架
猜你喜欢
中学生数理化·中考版(2022年9期)2022-10-25
中学生数理化·中考版(2021年9期)2021-11-20
建材发展导向(2021年20期)2021-11-20
粉末冶金技术(2021年3期)2021-07-28
童话世界(2017年29期)2017-12-16
儿童故事画报·自然探秘(2016年6期)2016-09-14
中学生数理化·高二版(2016年6期)2016-05-14
现代冶金(2016年6期)2016-02-28
大型铸锻件(2015年4期)2016-01-12
焊接(2015年3期)2015-07-18
