旭化成离子膜烧碱装置盐水精制酸碱配比数据改进
2014-12-13 05:08张娜,王磊
机械管理开发 2014年5期
张 娜,王 磊
(山东铝业职业学院,山东 淄博 255065)
引言
山东铝业公司氯碱厂于2005 年7 月建成投产,是一家盐化工企业,主要生产液氯、烧碱等产品。在原有6万t/a产能的基础上,2008 年6月份二期9万t/a旭化成离子膜烧碱装置顺利投产。二期二次盐水精制采用2台树脂塔串连在线正常运行、1台树脂塔离线再生的3台运行模式。因盐水中的Ca2+、Mg2+在电解过程中,会与从阴极室反渗过来的OH-形成难溶的氢氧化物,沉积在膜内,使膜电阻增加,槽电压上升,电流效率降低,严重时会导致离子膜因穿孔报废。故二期旭化成离子膜电解槽装置对二次盐水的总硬度有严格要求,要求Ca2+、Mg2+总量小于等于15×10-9。树脂再生是除去盐水中Ca2+、Mg2+等杂质离子的关键步骤。二期装置试车阶段因日方提供的树脂再生用酸碱配比流量数据范围过小,导致再生后盐水硬度指标不理想且再生后废水指标严重超标,故研究设计新的树脂再生酸碱配比流量数据表。
1 离子交换塔再生简介(见表1)
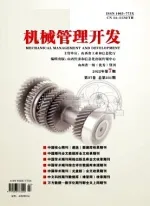
表1中的数据由日方提供,其中步骤3盐酸再生、步骤5烧碱再生的流量仅为酸质量浓度为31%、碱质量分数为32%的标准浓度下的配比数据。在实际生产中,烧碱质量浓度在32% ±0.3%之间波动,范围较小。但盐酸中因需除去游离氯加入一定量的亚硫酸钠溶液,其质量浓度一般在27%~34%之间波动。因操作人员初次接触日本旭化成离子膜烧碱装置,当参考资料数据与实际生产情况存有一定差距,无法在酸质量浓度超出规定值时对再生酸的流量进行相应调整导致再生后的盐水硬度指标不理想。改进前,第2台离子交换塔出口盐水指标具体数据如下页表2。

表1 离子交换塔的再生过程
由表2可以看出:取样10次,其中大于10×10-9mg/L 的指标有5次,占50%。4日的指标不合格,合格率为90%。
同时,因为未调整再生时盐酸流量,再生后废水PH 值大幅波动。当操作人员发现再生废水超标时,通常加入酸或碱进行进一步中和处理,此项操作易形成“面多加水,水多加面”的恶性循环,最终将造成再生废水罐液位过高,迫使树脂再生暂停,影响二次盐水的硬度指标。严重时,会导致停车事故。
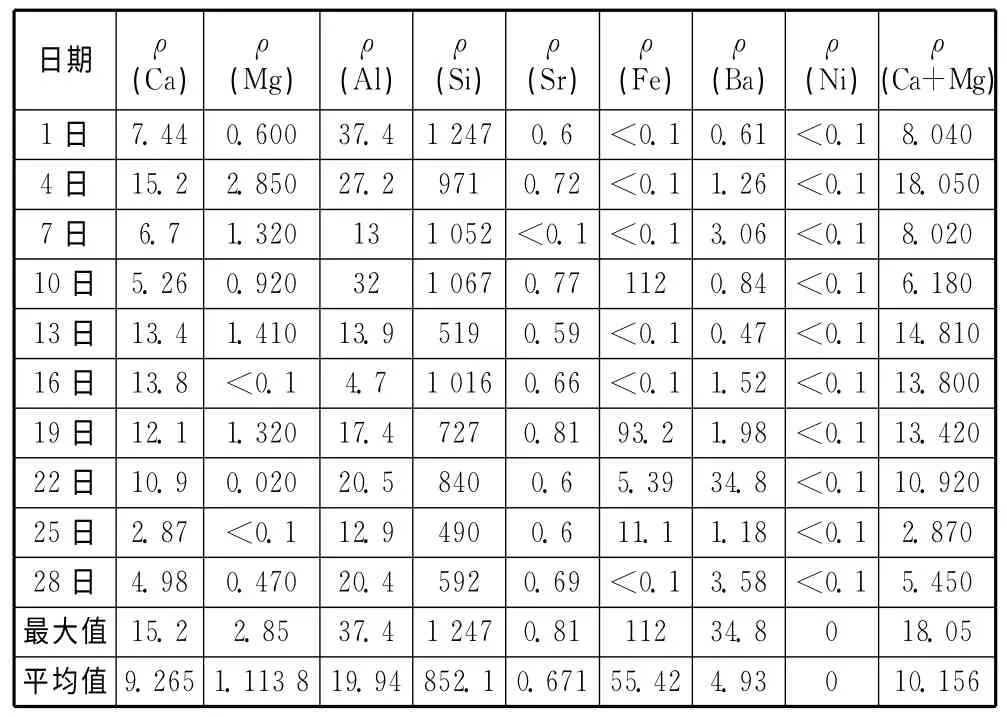
表2 2013年7月份再生后第2台离子交换塔出口盐水硬度指标×10-9/(mg·L-1)
2 计算新的酸碱配比流量数据表
组织技术骨干力量结合一期伍德电解槽2次盐水精制经验,设计计算适合实际生产的再生用酸流量配比表,并在实际生产中应用。
2.1 理论计算
1)树脂塔再生用酸量。31%w(HCl)的流量*酸再生的时间*31%HCl密度/HCl的分子量(31%HCl密度取温度40 ℃,标况下1 144 kg/m3),即

2)树脂塔再生用碱量。32%w(NaOH)的流量*碱再生的时间*32%NaOH 密度/NaOH的分子量(32%NaOH 密度取温度80℃,标况下1 310kg/m3),即

通过计算可以看出,用酸量稍大于用碱量,再生后废水应呈弱酸性。
2.2 再生用碱流量规定
以加酸量为基准,计算理论上碱的流量为多少(x)时可中和理论上使用的盐酸量。

得出:x=1.67m3/h。
2.3 设计通用公式 得出新数据表

公式(4)中,ρ(NaOH)取32%烧碱在标况下,温度80 ℃的密度1 310kg/m3;ρ(HCl)可查表3得出;w(NaOH)、w(HCl)由化验室化验结果为准。
根据上面分析,w(NaOH)变化较小,根据公式(3)的计算,取F(NaOH)=1.67m3/h。根据公式(4)可计算出当w(HCl)变化时再生酸的流量ρ(HCl),并将结果见表3和表4供实际生产应用。

表3 温度为40 ℃,标况下盐酸的密度
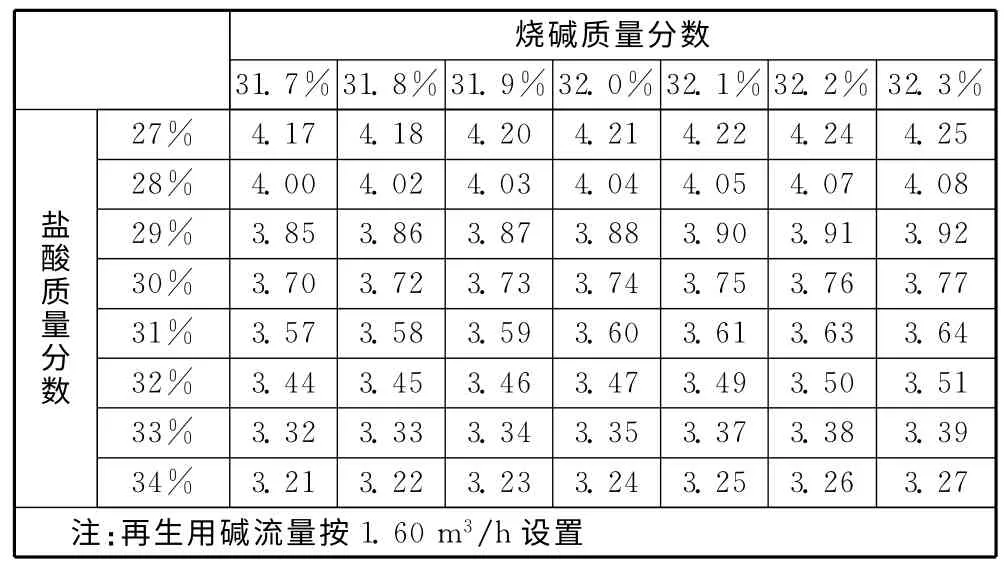
表4 再生用盐酸流量配比表 m2/h
3 效果检查
树脂塔再生前,根据化验室测出w(HCl)化验结果和表4的数据,调整树脂塔再生酸流量。改进后,第2台离子交换塔出口盐水指标具体数据见下页表5。
由表5 可以看出:取样11 次,其中无大于10×10-9mg/L的指标,无不合格指标,合格率为100%。
4 结语
新离子交换酸再生盐酸配比流量数据表使用后,2次盐水精制后硬度指标明显降低,再生后废水指标稳定。此次改进为企业在节能降耗取得了较好的效果,在过程指标精细化操作方面积累了宝贵经验。进槽盐水硬度指标是直接关系到电解槽正常运行的关键性指标,因此,对树脂塔的再生操作要有高度的责任心,对再生后盐水指标要有高度的敏感性。
表5 再生后第2台离子交换塔出口盐水指标×10-9/(mg·L-1)
[1]化工部化工司.氯碱生产技术[M].第一版.北京:化学工业出版社,1985.
[2]程殿彬.离子膜法制碱生产技术[M].第三版.北京:化学工业出版社,1998.
[3]武平丽,高国光.浅议螯合树脂塔对二次盐水质量的影响[J].氯碱工业,2006(8):7-10.
猜你喜欢
中国氯碱(2021年10期)2021-12-21
中国特种设备安全(2021年2期)2021-07-21
党员生活(2020年2期)2020-04-17
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
铁道通信信号(2018年10期)2018-12-06
小猕猴智力画刊(2016年8期)2016-05-14
学生天地(2016年32期)2016-04-16
少儿科学周刊·儿童版(2015年11期)2015-12-17
中国石油企业(2014年4期)2014-11-30
中国氯碱(2014年8期)2014-02-28