乙烯裂解扭曲片管穿孔失效的原因
2014-12-11 10:37:58王晓艳张伟强于永泗
机械工程材料 2014年1期
王晓艳,张伟强,郑 志,佟 健,于永泗
(1.沈阳理工大学材料科学与工程学院,沈阳110168;2.大连机车技师学院,大连116023;3.中国科学院金属研究所,沈阳110016;4.大连理工大学材料科学与工程学院,大连116024)
0 引 言
扭曲片管是一种带有扭曲180°中隔的短管,如图1所示。焊接于乙烯裂解炉管中的扭曲片管是乙烯裂解装置中的重要部件,它可显著提高乙烯裂解炉管的传热效果,降低乙烯裂解生产过程中的能耗,提高乙烯收率,并延长炉管的使用寿命。
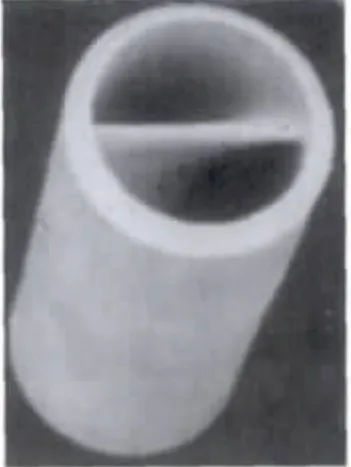
图1 扭曲片管的宏观形貌Fig.1 Macrograph of twisted-tape-tube
某乙烯裂解炉管中扭曲片管的设计使用温度为1 050 ℃,压力为0.5 MPa。管内通入的原料气为煤柴油和水蒸气,出口气体主要由甲烷、乙烯、乙烷、水蒸气以及游离碳组成,管内气体流速为146.67m·s-1。扭曲片管的设计使用寿命为104h,但某厂的扭曲片管在使用1a左右便发生穿孔泄漏,其形貌如图2所示。经测量,扭曲片管长约220mm,外径约82mm,母管外径约78.5mm。
该泄漏事件严重影响了企业的正常生产和经济效益。为防止此类事故再次发生,作者对失效的扭曲片管进行了解剖,并对其发生穿孔泄漏的原因进行了分析。

图2 发生穿孔的扭曲片管Fig.2 Twisted-tape-tube after piercing failure
1 理化检验及结果
1.1 化学成分
由表1可以看出,失效扭曲片管的材料为HP型炉管钢,成分符合国家标准。真空感应炉熔炼的钢中的氧、氮质量分数一般不超过0.003%[1],而扭曲片管中氧、氮的质量分数分别为0.015% 和0.068%。显然,此扭曲片管是在大气条件下冶炼的。
1.2 宏观形貌
将失效扭曲片管纵向剖开后发现,扭曲片管中的扭曲片已经脱落,只能看到扭曲片脱落后在管内壁留下的残痕,如图3中箭头所指。扭曲片管内壁表面凸凹不平,腐蚀严重,个别部位的腐蚀产物堆积较厚,凸起的扭曲片残痕实为腐蚀残迹。在扭曲片管中部存在一个穿透管壁的椭圆形洞,如图3中的位置1所示。该椭圆形洞位于扭曲片的进气侧,尺寸为30mm×15mm,其长轴方向与炉管轴向呈约45°,洞周围的内壁侧布满了较厚的腐蚀产物。腐蚀产物堆积最厚的部位位于椭圆洞的对面,如图3中的位置2所示,也紧邻扭曲片的进气侧。与扭曲片管相比,母管内壁的腐蚀较轻。

表1 失效扭曲片管的化学成分(质量分数)Tab.1 Chemical composition of twisted-tape-tube after failure(mass) %
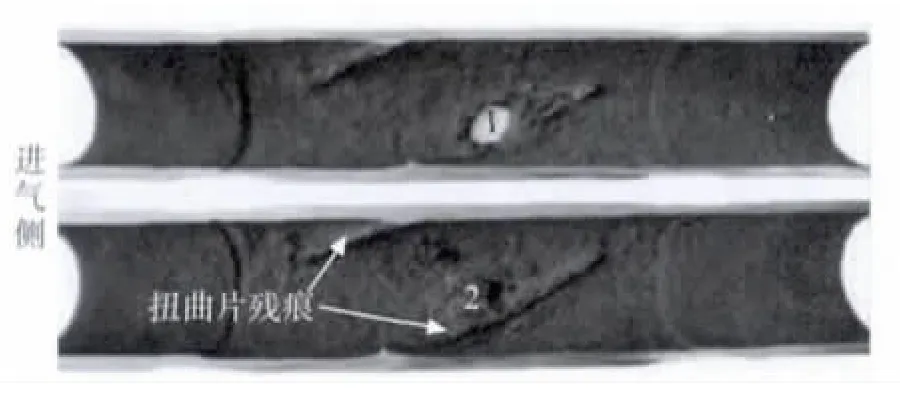
图3 失效扭曲片管内表面的宏观形貌Fig.3 Macrograph of internal surface of twisted-tape-tube after failure
失效扭曲片管的壁厚非常不均匀,其最大壁厚为7.4mm,最小壁厚为5.7mm,两者相差约23%。母管的壁厚比较均匀,进气侧母管的平均壁厚为7.7mm,排气侧母管平均壁厚为6.2mm。
1.3 显微组织
在失效扭曲片管上截取试样,用质量分数为10%的草酸溶液电解腐蚀,电解电压为6V,在su-pra 35-SEM 型扫描电镜上观察其微观组织及腐蚀层形貌,并用其附带的能谱仪进行微区元素分析;用D/max 2500PCX 型X 射线衍射仪(XRD)进行物相分析。
从图4可以看出,晶界和枝晶间由粗块状或网链状的白色及深灰色两种相组成,晶内分布着细的颗粒状二次碳化物。由表2可以看出,晶界和枝晶间的白色相富硅、镍、铌,其中,镍(铁,铬)、铌、硅的原子比约为16∶6∶7,是分子式为Ni16Nb6Si7的G相。G相是HP炉管钢在长期服役过程中由共晶NbC转变而来的;当温度超过950 ℃后,G 相又会转变呈为NbC[2]。可见,扭曲片管的工作温度未超过950 ℃。深灰色相富碳和铬,是Cr23C6型碳化物。
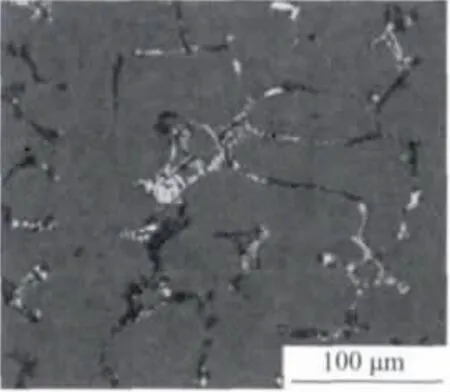
图4 失效扭曲片管的SEM 形貌Fig.4 SEM image of twisted-tape-tube after failure
扭曲片管钢基体的X射线衍射结果也证实了其显微组织由奥氏体基体、Cr23C6型碳化物和G相组成。
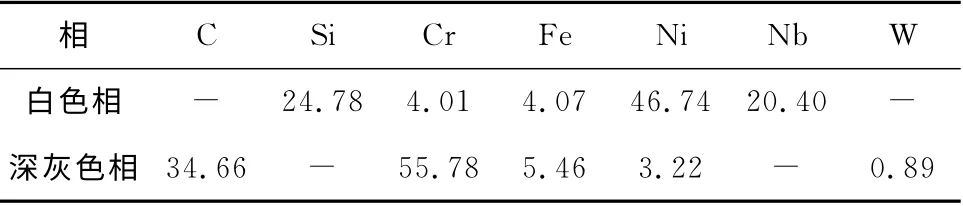
表2 失效扭曲片管枝晶间相的EDS分析结果(原子分数)Tab.2 EDS analysis results of interdendritic phases in twisted-tape-tube after failure(atom) %
1.4 非金属夹杂物
由图5可见,失效扭曲片管中非金属夹杂物的分布非常不均匀,局部夹杂物的密度较大,最大夹杂物的尺寸超过13μm。

图5 失效扭曲片管中的非金属夹杂物Fig.5 Nonmetallic inclusions in twisted-tape-tube after failure
由图6可见,失效扭曲片管中的非金属夹杂主要为硅、钙的氧化物。硅和钙是炼钢时使用的脱氧剂,硅、钙氧化物应进入钢渣被排除掉,而硅、钙氧化物进入了钢中,说明冶炼钢液时排渣不够充分。
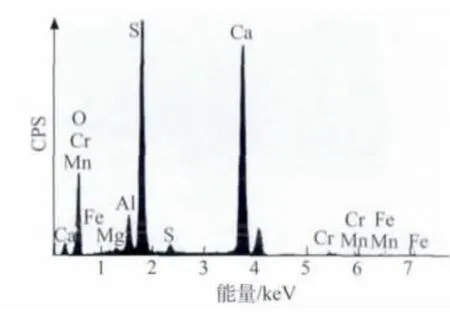
图6 失效扭曲片管中非金属夹杂物的EDS谱Fig.6 EDS spectrum of nonmetallic inclusion in twisted-tape-tube after failure
1.5 内壁腐蚀形貌
扭曲片管内壁发生了严重的腐蚀,分布着许多大小不等的腐蚀坑,即局部腐蚀。
1.5.1 均匀腐蚀
扭曲片管内表面除发生表面腐蚀外,还发生了严重的内腐蚀,如图7所示,内腐蚀层的最大厚度达1.6mm。内腐蚀是沿着枝晶间进行的,枝晶间的腐蚀速度大于枝晶轴的,所以未完全腐蚀的枝晶轴被腐蚀产物包围并进入外层腐蚀产物中,随外层腐蚀产物一起剥落。

图7 失效扭曲片管内壁剖面的显微组织Fig.7 Microstructure of internal wall section of twisted-tape-tube after failure
扭曲片管内表面的XRD 结果表明,其内表面的腐蚀产物主要由Fe3O4和Fe2O3组成。
对扭曲片管内腐蚀层逐层打磨后,分别对内腐蚀层的外侧和内侧进行X射线衍射分析。结果表明,内氧化层外侧的腐蚀产物主要是Fe3O4和Cr2O3,还有少量Ni3S2;而内氧化层内侧的腐蚀产物则比较复杂,除Fe3O4和Cr2O3外,还有较多的CrS和Ni3S2及少量的SiO2和MnFe2O4;内层的基体相中除奥氏体基体γ、Cr23C6和G相外,还出现了Cr7C3和NbC等碳化物,说明内腐蚀层前沿的基体发生了渗碳。根据金属硫化热力学,在铁镍铬合金中,硫与铬的结合力最强,其次是镍和铁。腐蚀产物中Ni3S2的出现,说明环境中硫的浓度高,与铬结合后还有剩余并与镍结合。
1.5.2 局部腐蚀
由图8可见,扭曲片管内壁局部已被腐蚀穿透,形成了一个椭圆形洞。图3中位置2处所示的内表面腐蚀物堆积最高的部位,其腐蚀坑底管壁最薄处仅为3mm,如图8(b)所示。所有腐蚀坑内都充满了较为硬实的黑色腐蚀产物(黑色腐蚀产物之上的疏松、浅色的腐蚀产物在制样时已经剥落)。
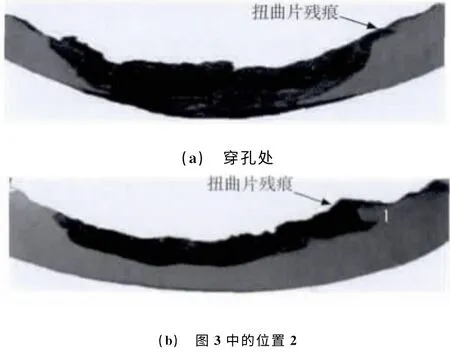
图8 失效扭曲片管内壁局部腐蚀的宏观形貌Fig.8 Macrograph local corrosion in internal wall of twisted-tape-tube:after failure(a)the place of piercing and(b)position 2point in Fig.3
由图9可以看出,腐蚀坑内的腐蚀产物是分层的,由黑色相、灰色相以及与基体颜色相同的白亮色相组成,局部腐蚀产物呈河流状花纹。在扭曲片与管内壁的结合处存在大量的疏松,疏松区深入管壁最大厚度达2mm 多,疏松内同样充满了腐蚀产物。疏松是一种铸造缺陷,其存在不仅会降低炉管的力学性能,而且还会成为腐蚀介质腐蚀管壁的通道。

图9 失效扭曲片残痕附近的腐蚀坑与疏松Fig.9 Corrosion pits and micropores near vestige of twisted-tape after failure
由图10(a)可以看出,腐蚀坑内的腐蚀产物由白色相、浅灰色相、深灰色相和黑色相组成。由表3可以看出,腐蚀坑内的白色相(1点)是以镍为主的镍铁金属相,这种金属相是因其周围金属被腐蚀而进入到腐蚀产物中的合金基体,在进一步的腐蚀中,这些基体金属中的铬、硅、锰等元素被硫化或氧化而进入腐蚀产物中,铁因比镍更易氧化和硫化而逐渐减少,因而进入腐蚀产物中的基体金属逐渐变成高镍的镍铁金属相。
腐蚀坑内的浅灰色相(2 点)是镍的硫化物,镍(铁,铬)与硫的原子比约为3∶2,即这种硫化物为Ni3S2型。这种浅灰色相并不是单一的相,其上还分布着细小的呈条状排列的白色相(5点),该白色相的长度不超过2μm,宽度远小于1μm,如图10(b)所示,其硫含量比2 点的高,镍含量比2 点的低,是Ni3S2与高镍相的混合物,这是由于该相的尺寸过小,X射线衍射斑点同时打在了高镍相和硫化物上所致。按比例扣除硫化物的成分后,余下的是成分为74.64%Ni、23.18%Fe和2.36%Cr(原子分数)的镍铁金属相,其与大块的白色相成分相近,它与Ni3S2的混合体就是Ni-Ni3S2共晶,其熔点为645℃。

图10 腐蚀坑内腐蚀产物的SEM 形貌Fig.10 SEM morphology of corrosion products in corrosion pits:(a)at low magnification and(b)at high magnification

表3 图10中各点的EDS分析结果(原子分数)Tab.3 EDS analysis results of various points in fig.10(atom) %
腐蚀坑内的深灰色相(3点)是铬、镍的氧化物,黑色相(4点)是以铬、铁、硅为主的氧化物,其中还含有少量的钠和钙。
由图11可以看出,最大腐蚀坑上方以及腐蚀坑内的腐蚀产物都是以尖晶石型氧化物为主。腐蚀坑上方堆积的腐蚀产物中,尖晶石型氧化物主要为Fe3O4、NiCr2O4和NiFe2O4,还有较多的Fe2O3和少量金属镍,以及较多的Na2SO4和少量的焦炭;腐蚀坑内腐蚀产物中的尖晶石型氧化物主要为Fe3O4和FeCr2O4,Fe2O3,Na2SO4比腐蚀坑上方的少,另外还含有较多的NiS和Ni3S2以及少量的金属镍和焦炭。最大腐蚀坑内外腐蚀产物的差别在于,腐蚀坑外有镍的氧化物,而腐蚀坑内没有,腐蚀坑内有镍的硫化物,而腐蚀坑外没有。XRD 结果与上述EDS分析结果基本一致。
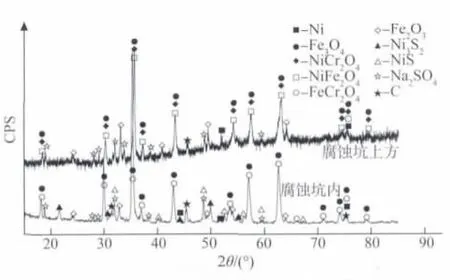
图11 最大腐蚀坑不同位置处腐蚀产物的XRD谱Fig.11 XRD patterns of corrosion products at different positions in maximum corrosion pit
从最大腐蚀坑内外腐蚀产物的XRD 结果可以看出,腐蚀坑是硫、氧、碳、钠等腐蚀性介质滞留和浓缩的部位。碳扩散进入合金基体后与基体表面附近的铬、铌结合形成碳化物,随后进入的硫与合金表面的基体及铬的碳化物发生反应生成CrS,使合金表面产生薄的贫铬层。由于铬的远程扩散速度慢,充足的硫将表层的铬硫化后,便与基体中的镍结合生成Ni3S2,并进而硫化成NiS,生成的Ni3S2与其周围的镍结合形成Ni-Ni3S2共晶,这就是腐蚀坑内出现镍的硫化物的原因。氧进入腐蚀坑内与铁结合并与铬、镍的硫化物反应,将硫置换出来,被置换出来的硫继续进入合金内与铬结合,而形成的铁、铬、镍氧化物则留在腐蚀物的外侧,形成疏松的氧化层并逐渐剥落,因而在腐蚀坑外的腐蚀产物中未发现硫化物。
腐蚀产物中的钠可能是随稀释蒸汽带入炉内。为了平衡裂解气中酸性气体溶于水的那部分酸性,向工艺水中加入NaOH,如果注碱量偏大,就会将过多的钠带入炉内[3-4]。钠与酸性气体SO3结合生成Na2SO4,与SiO2结合生成Na2SiO3。Na2SO4的熔点为884℃,在裂解温度下处于液态。如上所述,在最大腐蚀坑底部未发现内腐蚀,说明炉管的腐蚀破坏不是主要由Na2SO4的热腐蚀造成的(热腐蚀的一个显著特点就是在合金表面下存在硫化物),但液态的Na2SO4有利于腐蚀介质通过,对炉管的失效起加速作用。
2 穿孔原因分析
扭曲片管结构复杂,难以离心铸造,只能采用熔模铸造成形。由于炉管各部位的凝固时间不同,再加上扭曲片与管壁接合处的热容量大,容易成为最后凝固的部位,如果补缩不足,就会在该处产生缩孔或疏松等铸造缺陷,导致工艺气体介质中的腐蚀性介质在缺陷中滞留和浓缩。在腐蚀坑的腐蚀产物中发现大量铬、镍的硫化物,说明工艺气体中硫的浓度很高。严重腐蚀产生的Ni3S2与包围在腐蚀产物中的几乎是纯镍的金属相形成了低熔点的Ni-Ni3S2共晶(熔点为645 ℃)。在900 ℃左右的温度下,一旦形成液态共晶体(也包括液态的Na2SO4),腐蚀介质就会快速穿过熔体并与金属发生反应,使炉管钢的腐蚀速度大大增加[5],严重的局部腐蚀造成穿孔使其失效[6]。扩大了的腐蚀坑反过来又会促进腐蚀性介质的滞留和浓缩。充足的硫无须向金属内远程扩散,而是以内腐蚀的形式优先与铬等元素结合,在合金表层很快使富铬(主要是铬的碳化物)的枝晶间发生腐蚀,使表层的枝晶胞进入到腐蚀产物中,接着便开始腐蚀第二层树枝晶,所以在扭曲片附近腐蚀坑的内壁几乎观察不到内腐蚀。朱日彰等[7]认为,硫在金属中的溶解度很小,当合金处于高硫高压环境中时,如果外层硫化物的生长速度较快,一般不会出现内硫化现象。进入到腐蚀产物中的枝晶胞被继续硫化和氧化,使合金碎片中的其它元素逐渐流失而几乎变为纯镍,此时只有镍可以与充足的硫结合形成Ni3S2,并在余下的镍周围与镍形成Ni-Ni3S2共晶。液态的Ni-Ni3S2共晶使腐蚀坑内的腐蚀产物发生流动而形成层状。河流状花样就是腐蚀坑内腐蚀产物流动的明显证据。
3 结论与建议
该扭曲片管的穿孔是由于管壁发生严重的硫化腐蚀造成的。扭曲片管中的氧、氮含量高,再加上存在严重不均匀分布的非金属夹杂物、疏松型铸造缺陷,以及工艺介质中硫和钠的含量偏高,这些因素的综合作用造成了腐蚀,形成的腐蚀产物与金属镍形成低熔点共晶体,其在工作温度下为液态,加速了管壁的局部腐蚀,最后造成穿孔。
建议严格控制扭曲片管的成分、铸造质量和乙烯裂解工艺介质中硫、钠的浓度,从而延长扭曲片管及裂解炉管的使用寿命。
[1]黄乾尧 李汉康.高温合金[M].北京:冶金工业出版社,2000:172-173.
[2]JAGANATHAN S,KRISHNA G,MANOJKUMAR G,et al.Failure analysis and remaining life assessment of service exposed primary reformer heater tubes[J].Engineering Failure Analysis,2008,15(4):311-331.
[3]任耀杰.裂解炉对流段二次注汽过热炉管失效原因分析[J].乙烯工业,2007,19(1):34-39.
[4]李国明,崔海兵.裂解炉对流段炉管穿孔原因分析[J].齐鲁石油化工,2007,35(1):61-63.
[5]李美栓.金属的高温腐蚀[M].北京:冶金工业出版社,2001.
[6]DAVIS J R.ASM specialty handbook:heat-resistant materials[M].Materials Park,OH:ASM International,1997.
[7]朱日彰,何业东,齐慧滨.高温腐蚀及耐高温腐蚀材料[M].上海:上海科学技术出版社,1993.
猜你喜欢
文物季刊(2021年1期)2021-03-23 08:12:58
中国特种设备安全(2020年11期)2020-06-09 09:15:12
中国临床医学影像杂志(2019年5期)2019-01-07 22:21:27
制造技术与机床(2017年10期)2017-11-28 05:24:04
设备管理与维修(2016年7期)2016-04-23 06:51:54
石油化工建设(2016年4期)2016-02-27 15:03:17
焊接(2016年1期)2016-02-27 12:54:45
中国资源综合利用(2016年7期)2016-02-03 03:00:11
石油化工建设(2015年1期)2015-12-01 04:16:36
环境科技(2015年3期)2015-11-08 12:08:36