变形控制技术在立井模板加工中的应用
2014-12-08 10:14唐兴富
中国科技纵横 2014年8期
唐兴富
(江苏省矿业工程集团有限公司建井处,江苏徐州 221131)
变形控制技术在立井模板加工中的应用
唐兴富
(江苏省矿业工程集团有限公司建井处,江苏徐州 221131)
通过对模板加工过程中热变形的分析,提出解决加工变形的方法,取得了良好的使用效果。
热变形 原因 办法
1 模板结构形式特点
目前移动式金属模板由本体模板块、带小门模板块、收缩口、浇筑口、刃角、悬吊装置、工作台、导向装置、伸缩装置以及保护件九部分构成。模板加工变形的有效控制,直接关系到井筒成井尺寸精度,是矿井砌壁质量的基本保证。模板基本结构图如图1所示。
2 热加工应力与变形产生的原因及形式
铆焊加工件在加工面局部加热时,仅在加热部分的膨胀受到未加热部分的约束,会产生应力,这种应力大于母材的σb时,就引起工件变形。特别是焊接时应力过大,可使构件在焊后使用过程中产生裂缝,甚至导致整个结构断裂。
3 常见变形种类
(1)收缩变形。钢板整块切割或焊接后,产生收缩,各方面尺寸比原来大约缩短1一2mm。如外围板及组合槽钢外弧板的截割。切割变形后所图2所示。
(2)角变形。主要存在于对接接头的焊接。使两个平面产生角度偏差。立模后上下左右在模板块外围板与模架十字缝的焊接会使十字连接处模板外围板接茬平整度超限。
(3)弯曲变形。主要在于组合型槽钢加工过程中由于不对称或集中施工中产生的应力分布不均匀而引起的变形,如组合槽钢焊接过程中产生的弧度变化。
(4)扭曲变形。主要存在于组合槽钢侧板及模板上下弧形连接板切割过程中的平面度超差或扭曲。
(5)波浪变形。主要存在于薄板加工过程中,滑模加工时板材无此现象。

图1 模板基本结构
4 预防和减少加工应措施
(1)选择合格的焊接接头位置及焊缝位置:1)焊缝应尽量避免仰缝,减少立焊缝,保障方便,减少结构件受热时间。2)减少焊缝数量,简化焊接工艺,在保证结构连接硬度的前提下,采取断续焊接,如横板框架上外围板的焊接。3)焊缝应尽量对称、分散,避免密集与交叉,如组合槽钢与外围板断焊点错步,丁字板立板与外面板焊接。
(2)焊接预热,焊后缓冷,如组合槽钢上下连接切割,班中采用整块大板切割,两端预留连接点,待全部切割成型并冷却后再分成单件,确保整理成型同时冷却;整体模板施焊并冷却后拆模。
(3)选择合理的切割机按顺序和方向,如倒立板采用多头切割,同时多块切割,整块模板采用多人顺时针同时同向采用跳焊法加固施焊。
(4)反复办法,切割成型焊接前将焊件向变形相反的方向人为复型,以达到焊接复型的目的,如弧板切割时预先留下半径余量,十字焊接前,外围板大模纵连接板预先放出2mm缝隙,整体加固施焊时采用锤击。
(5)刚性固定法。焊前将工件固定夹紧或电焊于平台上或整体焊接到一起,采用强制手段来减少焊后变形特别是壳件焊成时,预先在变形向上打上支撑,使壳件各边相应抑制而减少变形量,如立模焊接时的整体支撑。
5 加工变形的矫正
由于铆焊加工时变形量较大,为确保加工件变形量及尺寸再技术要求允许范围内,应进行矫正,常用方法有机械矫正和火焰加热矫正。
(1)机械矫正法:采用机械压力将受热变形件强制恢复原尺寸,如采用压力机对丁字板平整度,侧板直线度,弧板半径偏差的调整。
(2)火焰矫正法:利用金属局部受热后的冷却收缩来抵消该部分产生的伸长变形,常用氧气、乙炔火焰在变形处加热,温度一般为600-900℃,并采用不同的冷却方式。常结合压力机等综合调整其变形。收缩口两侧模板块的弯曲变形调整;十字焊接处模板平整度及组合槽钢,导向槽钢的调整。
6 结语
以上是模板加工过程中常用的预防和矫正变形的方法,经实践检验,取得良好的效果,值得推广使用。
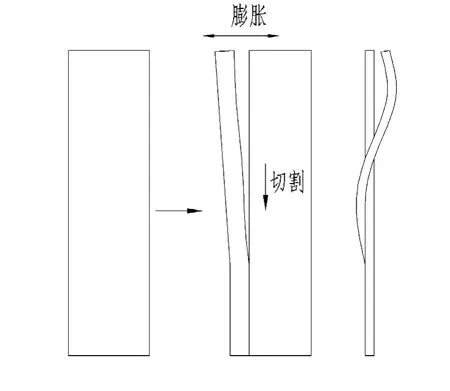
图 2 切割变形
唐兴富(1963— ),男,江苏兴化,毕业于中国矿业大学机电一体化专业,江苏省矿业工程集团有限公司建井工程处,副处长,工程师。
猜你喜欢
四川水利(2022年5期)2022-10-29
工业建筑(2022年4期)2022-07-27
中国自行车(2018年2期)2018-05-09
江西建材(2018年1期)2018-04-04
福建人(2016年6期)2016-10-25
Coco薇(2015年7期)2015-08-13
中国医疗美容(2015年2期)2015-07-19
河南科技(2014年8期)2014-02-27
佳木斯大学学报(自然科学版)(2013年1期)2013-09-27
机械工程与自动化(2013年1期)2013-05-04