基于综合工装的盒式连接装配型架快速配置方法
2014-12-02 01:18:18郑联语刘清军张宏博王建华赵弘弘
计算机集成制造系统 2014年10期
郑联语,刘清军,张宏博,王建华,赵弘弘
(1.北京航空航天大学 机械工程及自动化学院,北京 100191;2.上海飞机制造有限公司 工装部,上海 200436)
0 引言
为保证飞机制造的准确度和互换协调,制造过程中采用大量工艺装备,其设计、制造和安装成本占整体成本的10%~20%[1]。工装高成本的原因在于它的定制性和不可重复利用,每个型号产品对应一套工装,在新型产品的生产中原有工装将废弃不用。随着客户对产品的个性化需求不断增加,产品多样化程度越来越高[2-3]。由于飞机结构的复杂性、装配工序的增加和新一代飞机产品交货期的缩短,给型号项目中的工装准备带来越来越大的压力,传统的刚性专用工装已经不能实现现代飞机多品种、小批量生产的需要,成为制约国内飞机装配技术发展的主要因素之一[4]。因此,在飞机制造中推行可重构柔性工装技术十分必要。可重构柔性工装的中心思想是将工装夹具做成模块化标准件的形式,从而通过简单改变夹具构型,或者将一些或全部零组件重新装配成另外一种构型,使工装能够适应一系列不同变型产品的需求。可重构柔性工装使得飞机装配工装的设计制造等准备周期大大缩短,从而提高了工装快速响应产品变化的能力,同时工装的“一架多用”功能可大幅度减少工装数量,以及工装存储占地面积和工装设计制造成本。
国内外众多学者对可重构柔性工装进行了研究。Gandhi等提出的模块化组合工装由多个组件组合而成[5],这些组件能够以不同形式、不同相对位置进行重组,从而适应不同场合、不同尺寸的工装需求。但是由于模块化工装的原理是将模块化的思想应用于工装的设计中,其每一个模块都与特定的功能相对应,根据需求从模块系列中选择合适的模块,从而快速形成工装[6],这种工装只能在特定尺寸的几种零件中使用。Lee和Yien设计的空客飞机壁板零件装配的可重构柔性工装是一种单结构可重构柔性夹具[7],由多个高度可调的支撑柱组成,根据壁板类零件的形状调节支撑柱的高度,以实现对壁板零件的支撑与夹持。但是,这种工装的结构、功能比较单一,调节能力有限,不适合在其他工作场景中应用。基于模块化Pogo柱单元的柔性工装系统在波音和空客等飞机机身装配上得到了应用[8],但它主要适用于壁板类组件装配和大组件对接装配。为克服传统焊接工装拆卸和重用困难、制造周期长、成本高和占地面积大等局限,同时使工装能够更好地适应产品变型设计的要求,Kihlman等提出一种基于盒式连接结构的低成本柔性工装理念[9]。在这种理念中,型架是由一系列标准的梁和连接装置通过螺栓拉紧固定的,以相互间的摩擦力保持其结构的稳定性,整体结构可调节、可拆卸,适用于不同的飞机装配工装需求场合,可显著提高飞机装配工装资源的利用率。盒式连接工装在飞机的产品族大批量装配、小批量装配以及应急装配和飞机维修中具有广泛的应用前景[10]。盒式连接工装的成功应用需要研究突破快速设计与重用、稳定性分析、可视性分析、安装优化、稳定性验证与监控等关键技术[11]。其中快速设计与重用需要可以通过对工装元组件的配置设计来实现,本文力图通过建立和应用综合工装,实现盒式连接装配型架的快速配置。
面向产品族的变型或改型产品的工装配置与定制技术是未来可重构柔性工装技术的关键技术之一[12]。它是面向产品族与产品平台开发的产品配置技术向生产制造阶段的延伸,同样适合于现代飞机产品族工装的设计与制造。当飞机进行改型设计时,只需对已有装配工装进行简单的设计修改和重构配置,就能满足新型号组件对装配工装的要求,而不需要对每种改型的产品都开发专门的工装,即可重构工装能够被用在不同型号飞机相似组件的装配中,从而显著降低工装成本,并解决工装资源冗余、占地面积大和难于管理等一系列问题。
面向产品族的工装设计一般采用工装实例检索、综合工装配置和模块化设计相结合的系统化、规范化方法,主要步骤包括:①获取工装需求信息即工装设计技术条件,作为工装设计的基本依据;②检索工装实例库,如有可重用的工装实例则直接重用,否则执行步骤③;③从综合工装库中检索是否存在同类产品族的综合工装,若存在则对综合工装进行配置求解,若不存在则执行步骤④;④由用户以模块库和零组件库为支撑,运用模块化设计方法建立新的工装实例。在上述设计流程中,工装实例检索一般采用基于实例的推理,国内外已有较多研究[13],模块化设计也是一种常用的工装设计方法[14]。而对于基于综合工装的工装快速设计即工装配置方法,则缺乏深入研究与应用。为支持产品族中变型产品的可重构工装快速开发,文献[12]提出一种借鉴产品配置原理的工装配置方法,但是研究对象限于机加夹具而非装配工装。潘志毅等提出一种基于飞机产品结构更改的装配工装变型设计模型,提高了装配工装设计对飞机产品结构更改的快速响应和应变能力[15],Jonson等虽然开发了盒式连接装配型架的配置软件工具[16],但本质上是属于交互方式的模块化设计,不能更加有效地解决飞机产品族的装配型架快速配置问题。为此,本文以盒式连接装配型架为研究对象,在分析盒式连接装配型架的组成及其可配置性的基础上,提出一种基于综合工装的盒式连接装配型架的快速配置方法,并予以实现和实例验证。
1 面向产品族工装配置中综合工装的概念
产品配置技术能够有效地解决产品结构变型设计问题。将产品配置相关理论及技术应用于产品工装设计过程中,充分利用产品族特性,能够为工装快速设计和管理提供有效支持。因此,产品族工装配置技术就是为了解决产品变型引起的工装变型带来的工装多样性问题,通过重用和重构技术达到工装快速设计的目的[12]。工装配置是一种基于知识的决策过程,其核心是为每个产品族建立一个内含配置规则的综合工装。工装配置中的综合工装借鉴了产品配置中通用产品结构或物料清单(General Bill of Material,GBOM)的概念。在产品设计中,物料清单(Bill of Material,BOM)用于表示产品结构信息,它反映了零组件、原材料与产品之间的构成关系、数量关系和装配顺序。但每一个产品都对应一个BOM,当产品品种增加时将导致BOM 结构冗余,并带来管理的低效[17]。为此,在产品配置中提出产品族GBOM 概念[18-19],它是一个由零组件类组成的层次结构,表示了产品系列中的通用产品结构,提供了一种用有限数据描述大量产品品种的方式,避免了结构冗余,同时保持了BOM 的结构信息。因为工装也可以看作一种特定产品,针对不同变型产品设计的工装系列可以看作一个产品族,所以可以借鉴产品配置中GBOM 的思想,提出一种综合的工装BOM 结构——即综合工装(Composite Tooling,CT)。
图1a所示为某产品族中两个产品对应工装实例的结构树模型,实线表示该零组件是工装实例不可或缺的,虚线表示该零组件有多种选择。可以看出它们结构相似,不同之处有:①零件d1,d2,e1,e2以及由它们组成的组件a1和a2;②零件b在T2工装实例中不存在;③零件c的选型在T1中为c0,在T2中为c1。将T1和T2模型中所用到的零组件集合最大化,并将相似的零组件归为一类,称为类零组件[20],构成一棵虚拟的工装树结构,如图1b所示,即T=T1∪T2。
CT 将多个工装实例结构集成在一个综合结构中表示,在该结构中,所有工装实例所包含的零组件都在相应的节点上体现出来,当需要配置新的工装时,通过一系列规则及参数的控制,实现多余零组件的去除、不同零组件的组合搭配以及特定零组件的选型等操作,最后形成一个满足特定产品需求的唯一工装实例。

可以看出,产品族中产品对应的多个工装实例可以用这种具有通用结构的综合工装表达。根据以上分析可以看出,综合工装是从一系列功能和结构相似的工装中抽象出来的抽象工装,它是这些相似工装的属性和结构的最大集合,是进行工装配置的模板。CT 本身是一个预配置的通用化含配置规则的综合结构,但它并不是一个可用的工装实例。建立CT 的关键在于分析构成产品族工装的零组件和可配置性,并建立配置规则。
2 盒式连接装配型架及其可配置性
2.1 盒式连接装配型架的原理与组成
盒式连接是一组模块化的接头形式,采用螺栓拉紧的连接板,通过摩擦力将不同走向的方梁连接在一起,不仅起到连接梁的作用,还可用作支撑定位器的平台。盒式连接代替传统的焊接接头,可使方梁和定位器等都可以灵活调整或拆卸,大大增强装配工装的可重构性和可配置性。
如图2所示,盒式接头主要由被连接梁(1)、六角螺栓(2)、连接板(3)、被连接梁(4)和六角头螺母(5)组成。连接板位于被连接梁两侧,用螺栓将它们连在一起,给螺栓施加一定的预紧力,利用连接板和梁之间的摩擦将梁连接起来,当产品发生变型、需要调整工装时,只需松动螺母、将梁移动到所需位置后再将螺母预紧,即可实现整个装配型架的快速重构。盒式连接型架与传统的焊接型架典型结构部分基本相同,主要包括盒式连接骨架、定位装置和夹持装置等部分。其中型架的骨架由标准化的梁和盒式接头搭建组成,图3给出了两种常见的基于盒式连接飞机装配型架的骨架。



2.2 盒式连接型架的可重构、可配置性
盒式连接型架的可重构可配置性体现在以下几方面:
(1)可配置的标准化零件
型架所用到的梁、盒式连接板、螺栓和螺母等都按照一定的规格系列做成标准件,存在标准件库中。以盒式连接板为例,将连接板边长及其上的螺栓孔参数化,建立连接板规格系列。当安装一个盒式连接型架时,只需要根据设计要求从标准件库中选取所需零件进行搭建,工装使用完毕后可拆除并将零件回收入库,以便下次使用。这种方法提高了零组件的重复利用率,减少了工装资源冗余。
(2)可配置的盒式接头
盒式接头由盒式连接板及螺栓螺母组成,用于连接方形梁以构成型架。连接板的系列化使得盒式接头有丰富的规格系列,能够适应不同尺寸的方形梁。更重要的是连接板灵活的组合可以演变出不同结构的盒式接头,使其能够适用空间共面、异面、正交和斜交等不同连接需求的型架。盒式接头尺寸和结构两方面的可配置性大大增强了型架的可重构性。表1总结了常用盒式接头及其特征和用途。在型架配置设计时,可根据所要连接梁的数目和空间关系,自动确定应该配置的盒式接头。

表1 典型盒式接头的特征及适用场合

续表1
(3)可配置的定位/夹持器
定位/夹持器是连接工装骨架和工件的桥梁,是飞机装配型架中广泛采用的定位或夹紧装置(模块),主要用于支撑、定位和夹紧工件,保证所定位的工件处于正确、可靠的位置,以及各组件的互换和对接接头的协调等。在盒式连接装配型架中,可用的定位器主要有串联定位器和并联定位器两类。表2总结了典型定位器及其特征和适用场合。其中,串联定位器除了定位功能外还具有夹紧功能,夹紧方式有活动手柄压紧螺钉及手柄螺母加构型螺栓两种。并联定位器包括Hexapod和Octapod机构,主要由上下两块动、静平台和中间的若干支链组成,支链与板之间通过球铰连接。每根支链分为上下两部分,这两部分之间可以有相对移动和转动。通过支链的伸缩与旋转可以使动平台具有6个自由度。串联定位器包括LIU,Hyde和Torres等类型,它们具有相似的结构,包括一个装有Pogo 柱的支承架,Pogo柱的伸缩可以使其有较大的工作空间,Pogo柱的末端装有球铰链,提供3个旋转自由度,通过球铰与对应的球形工艺接头结合后,整个串联定位器装置具有6个自由度。并联和串联定位器都可以将被定位件调整到空间任一位姿。例如,六足(Hexapod)定位器具有较高的承载能力和较多的自由度,对型架骨架的精度要求较低。因此,当装配型架的骨架装配精度较低且型架需要承受的载荷较大时,宜选用Hexpod定位器。构成这些定位器的内部模块本身也具有互换性和可配置性,例如Pogo柱在不同串联定位器中可以互换使用。定位器通过基本类型的盒式接头固定在型架上,可以方便地安装拆卸以及调整位置。

表2 常用定位器类型及特征

续表2
(4)可配置的框架模块
在分析多种装配型架的骨架特点的基础上,本文按照功能划分出了一些典型的通用化程度较高的盒式连接骨架模块,并根据配置的复杂程度,分为初级模块、中级模块和高级模块。这些典型骨架模块多是工装配置与设计中比较通用的结构,将其保存在数据库中,方便随时进行调用,从而减少工装设计工作量。在进行新的型架设计时,不需要从零开始,而是从模块库中选取比较定型的骨架模块和可重构性比较高的元组件,对模块进行拼装和重构,像搭积木一样迅速搭建出所需的型架。表3列出了系统资源库中的部分骨架模块及其主要信息。

表3 型架的骨架模块(部分)

续表3
(5)其他可配置的模块
完整的装配型架还包括地面支承、数字靶标和辅助零件等。这些模块同样可建立其特征参数和配置规则,以便根据工装需求信息和用户交互输入的信息,实现自动选取或自动装配。
随着信息化技术在飞机设计制造中的应用,飞机系列化水平得到了快速发展,如美国著名的三代战机F-15 系 列:F-15A,F-15B,F-15C,F-15D,F-15E;中国的歼-10系列歼-10A,歼-10B;波音公司最受欢迎的737系列:737-100,737-200,…,737-900,737MAX;欧洲空客的A320系列:A320-100,A320-200,A320 的缩小 版A319,A320 的加长 型A321等。当这些产品系列型号改变时,由于盒式连接工装的动态模块可增加也可减少(拆除),加之每个动态模块又具有一定的工作空间范围,因此只需对同产品族(如升降舵、襟翼、副翼、地板梁、前缘等)的原有可重构工装进行简单的配置和重构,就能满足新型号对装配工装的要求,而不需要对每种改型的产品都开发专门的工装,即可重构工装能够被用在一个产品族中不同型号的相似组部件的装配中[11]。类似这些机型系列化的发展,推动了可重构柔性工装的发展,而具有可配置、可重构性能的盒式连接工装也迎来了更大的发展与应用机会。
3 基于综合工装模型的装配型架快速配置方法
3.1 综合工装模型
综合工装可以定义为一个四元组CT=(CComps,CLinks,CParams,CRules)。其中:
(1)CComps是组成某综合工装的一系列类零组件的集合,类零组件由管理信息和结构信息等属性进行描述。设CT 结构树中的类零组件节点以N表示,则CComps={Ni|i=1,2,…,n}。其中:Ni为任一类零组件节点,n为零组件节点总数。
(2)CLinks是综合工装中实现零组件装配关系和位置关系的连接约束,分为以下2 类:①固定约束。存在于组件的三维模型中,用于控制组件中零件的相对位置保持不变的约束,如面贴合、轴对齐、固定等。这类连接约束在组件三维模型中事先创建好存在数据库中,在工装配置时作为一个整体而导入,其内部的约束关系不再变动。以双盒(doublebox)类型的盒式接头为例(如表1),中间两块连接板的面贴合约束,螺栓与连接板上螺纹孔的轴对齐约束等都属于固定约束。②活动约束。存在于组件中,用于约束组件中零件的相对位置在一定范围内活动,多为数值型约束,例如距离约束和角度约束。以串联定位器为例(如表2),其定位面到底座的距离为一个距离约束,距离的数值由带参数的公式得到一个满足要求的值。
(3)CParams是一系列与配置有关的参数集。综合工装能够进行配置的机理在于其三维模型能够根据随装配件信息、装配精度要求、工装设计规范等外部信息的变化而变化,这就要求零件模型具有易于修改的柔性。因此,类零组件的部分属性是参数化的,一个类零组件的属性变量集构成它的参数集。对于任意一个类零组件节点Ni,其参数集用Par(Ni)表示,Par(Ni)={Parj(Ni)|j=1,2,…,ni},其中ni表示第i个类零组件节点参数个数,每一个参数都是一组参数值的集合,用Val(Parj)表示参数集的集合,且Val(Parj)={Valk(Parj)|k=1,2,…,nk},nk表示第j个参数Parj的参数 值个数。
(4)CRules是配置规则,包括映射规则、分支规则和存在规则。其中:①映射规则,将零组件的部分特征参数化,当产品的尺寸发生变化时,可以通过改变参数驱动该零组件的三维模型发生变化;②分支规则,在对工装某个组成结构进行选择时,需要根据一定的条件进行选择,采用符合条件的零组件;③存在规则,工装中某些零组件在某些情况下可能不需要,通过存在规则控制该零组件的存在与否。
映射规则的表达式为ParaChild=f(ParaFather)。其中:ParaFather是父节点参数集中的参数,ParaChild是子节点的参数,f为从父节点参数到子节点参数建立的映射关系,即子节点的参数值取决于父节点。分支规则和存在规则采用产生式规则来表示,其表达式为:
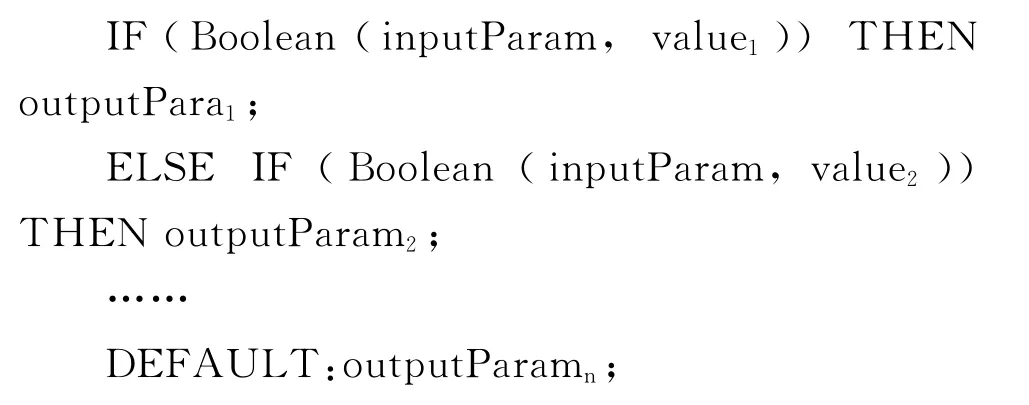
其中Boolean(inputParam,valuei)是一个结果为布尔值的关系式,关系式操作符即Boolean共有7种,分别为=,!=,<,<=,>,>=,between(<x<=)。关系式左值inputParam 为零组件的属性参数,右值valuei为预设值,当Boolean关系结果为真时,执行对应的THEN 语句的内容。
以上三种配置规则中,存在规则和映射规则嵌入在零组件节点内部,通过改变类零组件参数集中的相应参数实现规则求解。分支规则表现为CT 结构模型树上的逻辑节点,但并不是实际工装的组成部分,没有任何结构和属性信息。在进行CT 配置时,需要用满足条件的分支上的零组件代替该分支节点的位置。
综上所述,CT 可以定义为一个包含参数、公式和配置规则的三维装配体,是一种含三维模型信息的知识模型,当产品族中的产品发生变型导致其装配需求、工装设计规范等信息发生变化时,只要将上述信息作为输入,综合工装就能够通过对配置规则的自动求解来自动产生满足变型产品装配需求的特定工装实例。CT 可以表示为一棵内含约束和规则的多叉树。本文采用面向对象的思想,将类零组件标识、类零组件参数集以及嵌入在类零组件内的配置规则集封装在一起,建立CT 模型树的节点信息模型,如果某零组件不可配置,即该零组件的所有属性值是常量,则其相应节点参数集和配置规则集都为空。
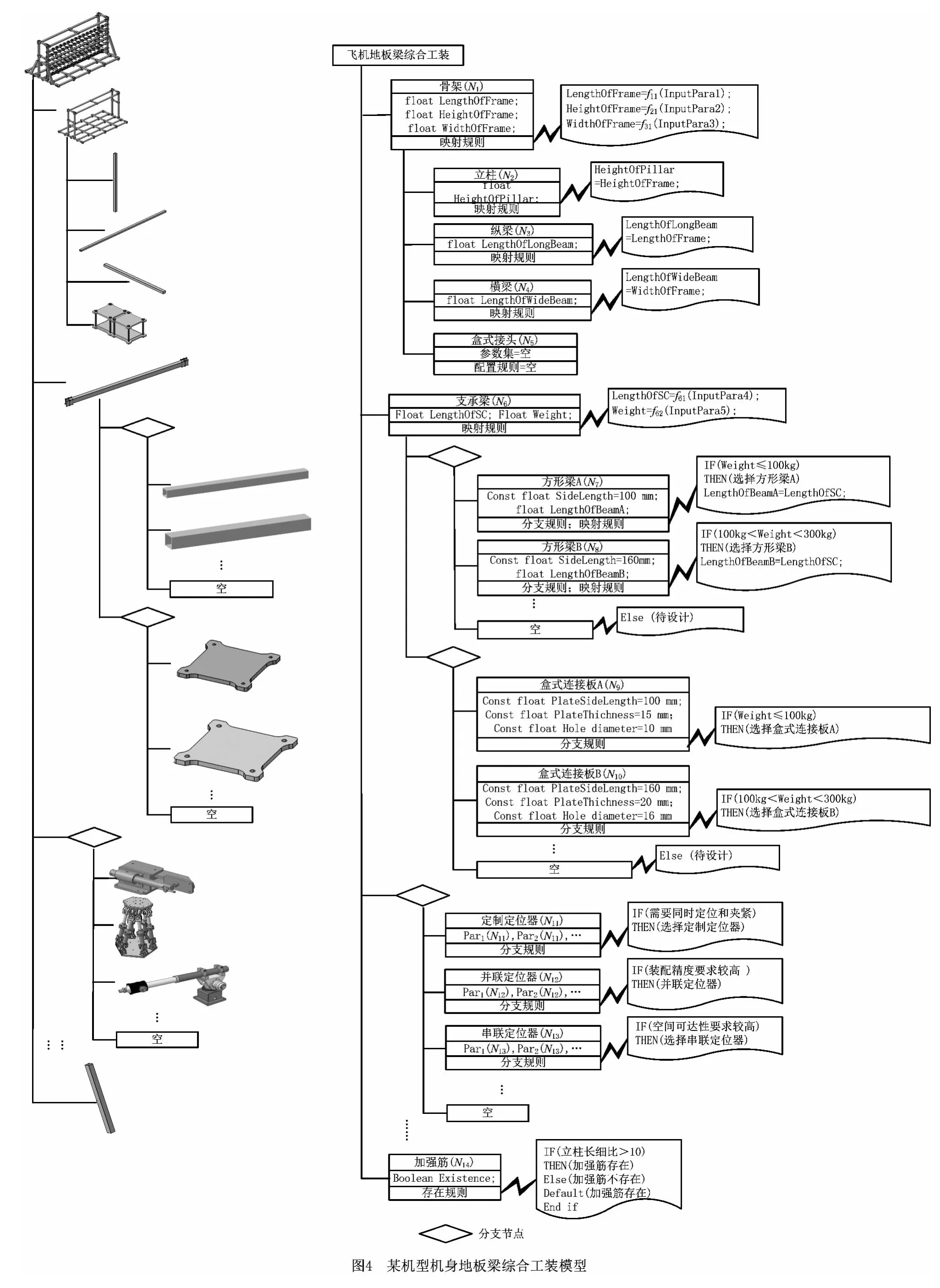
根据以上定义及节点信息模型,可以建立CT模型。图4为某机型机身地板梁装配型架的综合工装模型,它是基于盒式连接的工装,梁之间通过盒式接头相连,整个工装骨架部分没有焊接。可配置的部分有:①骨架的总长、总高、总宽可以根据被装配的地板梁的尺寸进行参数化调整;②安装定位器的方梁截面尺寸可以根据地板梁的重量进行选择;③加强筋根据骨架立柱的长细比决定存在与否;④定位器可根据被装配件的定位要求进行选择等。限于篇幅,模型树上仅列出部分零组件及其参数集和配置规则。
3.2 基于综合工装的配置求解
基于综合工装的工装配置采用基于规则推理的工作模式,其流程如图5所示,主要步骤如下:
步骤1 获取工装需求信息,为配置规则的求解运算做数据准备。这一步可以直接利用工装检索模块中获取的工装需求信息,包括产品的名称、类型、标识、材料、结构类型以及相应的关键形状尺寸信息。其中:产品标识、材料和部分的关键形状尺寸信息可以从飞机产品的模型树中直接获取,重量信息可以通过材料和体积信息自动计算得到。产品名称、类型和标识等信息可以作为检索条件,查询已有工装库中是否存在能匹配该飞机产品的综合工装。
步骤2 遍历综合工装中零组件节点包含的所有配置规则,得到规则总数N,并根据配置规则内容和工装需求信息中的相关信息(如飞机产品关键形状尺寸信息和重量信息),为下一步规则执行实现综合工装的变型奠定基础。
步骤3 逐条执行所有配置规则,对于第i条配置规则,首先判定其类型,分三种情况处理:①若为存在规则,则结果为“存在”或“不存在”。若结果为“存在”,则CT 中对应节点保留,否则从CT 中删除该节点。②若为分支规则,则只有满足条件的分支会被执行,该分支可以是组件或零件,也可以是“不存在”和“待设计”。由于一条分支规则可能存在多个分支,首先统计分支数M,再将工装需求信息与M个分支中的规则前件进行匹配,若第j分支的条件为真,则用第i条规则中第j分支中then部分的参数,驱动CT 中相关零组件的三维模型,更新CT。③若为映射规则,则用第i条规则中的参数驱动CT中相关零组件的三维模型,更新CT。若以上三种类型都无法处理,则用第i条规则default部分的内容更新操作CT。
步骤4 所有配置规则执行完成后,生成一个工装实例。如果出现“待设计”,则设计该零组件。在对“待设计”的零组件进行了设计,即对该综合工装进行了扩充和更新后,需重新保存该综合工装。
步骤5 将生成的工装实例存入工装实例库。
4 实例验证
以某机型机身地板梁为例验证本方法。图6为该地板梁的三维模型,它由10根纵梁和5根横梁组成,总长3 700mm,总高2 000mm,总重80kg,纵梁间距和横梁间距均为400 mm,图7 为最终配置结果。本文的快速配置方法在所开发的盒式连接可重构柔性工装快速设计与分析系统中予以实现。该系统采用CATIA 二次开发平台的组件应用架构(Component Application Architecture,CAA)进行开发,主要功能模块包括工装资源管理、工装快速设计、工装性能分析和工装安装过程规划。以上四大功能模块中,工装快速设计是核心模块,通过工装检索、综合工装配置和模块化设计三种途径综合实现,其主界面如图8a所示,包括导入被装配件、自动配置、交互配置和常用操作四组功能。


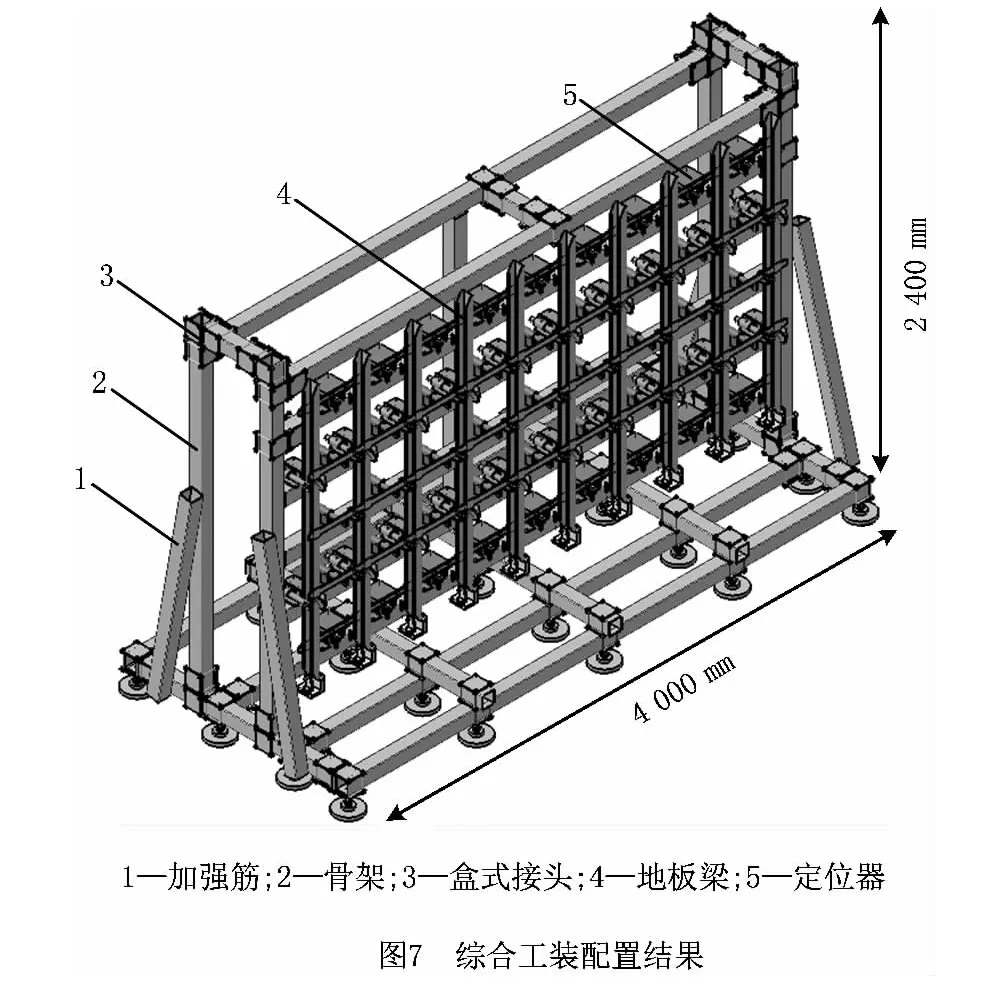
将该地板梁三维模型导入CATIA(如图8b),首先进入工装检索界面(如图8c),该界面包括产品信息获取、设置检索条件、显示检索结果、显示工装信息和显示工装三维模型等区域。当用户选择被装配件后,系统能够从数据库中及产品三维模型上自动提取该产品的信息并在相应区域显示。在“设置检索条件”区域内使用事先指定的几个关键字,组合形成检索条件,点击“检索”按钮显示检索结果。检索结果会出现3种情况:①仅有可用的工装实例;②仅有可用的综合工装;③没有任何可用的工装实例或综合工装。对于前两种情况,系统会将检索到结果的详细信息显示在界面上供用户查看,如果检索到可用的工装实例则直接导入重用。对于本实例,检索结果为存在可用的综合工装,故进入综合工装配置界面,对其进行配置,如图8d所示。所需的工装需求信息仍然来自被装配件信息,点击“配置”按钮后将自动执行配置过程,无需人为干预。本文选取机身地板梁为产品族对象建立地板梁类产品的综合工装(如图4),该综合工装中所有配置规则求解过程如表4所示。例如,根据被装配件总高经映射规则推导出装配型架总高为2 400mm,根据被装配件总重经分支规则决策出所选方梁的截面宽度为100mm,由推导出的型架总高和方梁截面宽度得出型架立柱的细长比为24,根据存在规则决策出型架的加强筋存在。根据图4所示综合工装和图5所示产品信息,表4所有配置规则执行完毕后得到该地板梁的装配型架实例(如图7)。
如果检索结果为没有任何可用的工装实例或综合工装,则用户需要在交互配置功能向导下,基于模块化设计方法,利用工装资源库中已有模块设计所需工装。
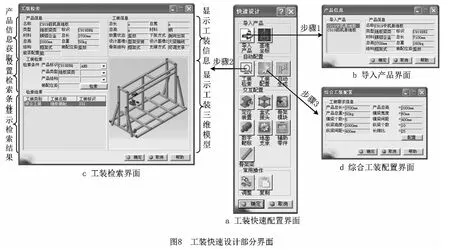
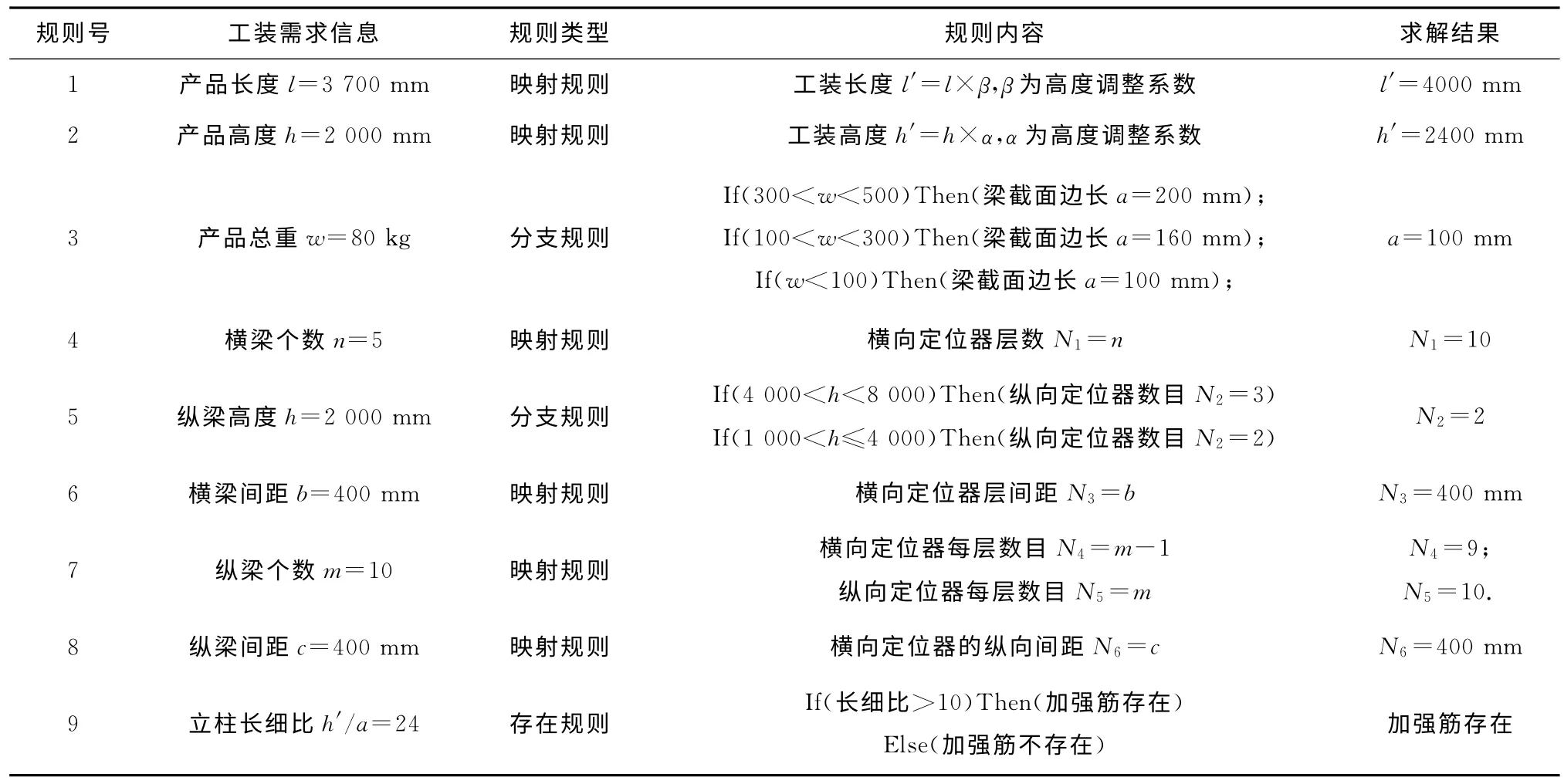
表4 配置规则求解过程
5 结束语
本文提出的综合工装模型,是一个蕴含特征参数、经验公式和配置规则并具有连接约束的工装设计知识模型,能够有效、综合地表达产品族的工装设计知识,为实现工装的快速配置和重构奠定了理论基础。该综合工装模型既适用于盒式连接装配型架,也适用于其他飞机工装。基于综合工装模型建立了一种盒式连接装配型架的自动配置方法,开发了盒式连接可重构工装快速设计与分析系统,并以某机型飞机地板梁装配型架为例进行了验证。结果表明,该方法能够快速重用、配置产品族的系列化工装,有效地解决因飞机结构频繁变型、改型带来的工装多样性、工装准备效率低和周期长等问题。
[1]BONE G M,CAPSON D.Vision-guided fixtureless assembly of automotive components[J].Robotics and Computer Integrated Manufacturing,2003,19(1):79-87.
[2]ElMARAGHY H,SCHUH G.Managing variations in products,processes and manufacturing systems[J].Manufacturing Technology,2009,58(1):441-446.
[3]HU S J,KO J,WEYAND L,et al.Assembly system design and operations for product variety[J].Manufacturing Technology,2011,60(2):715-733.
[4]GUO Hongjie,KANG Xiaofeng,WANG Liang,et al.Research on flexible tooling technology for digital assembly of aircraft fuselage[J].Aeronautical Manufacturing Technology,2011(22):94-97(in Chinese).[郭洪杰,康晓峰,王 亮,等.飞机组件装配数字化柔性工装技术研究[J].航空制造技术,2011(22):94-97.]
[5]GANDHI M V,THOMPSON B S.Automated design of modular fixture for flexible manufacturing systems[J].Journal of Manufacturing Systems,1986,5(4):243-252.
[6]LEI W.FIX-DES:a computer aided modular fixture configuration design system[J].International Journal of Advanced Manufacturing Technology,1998,14(1):21-22.
[7]LEE K,YIEN C.Design and control of a prototype platform manipulator for workholding and workhandling applications[J].Journal of Mechanical Working Technology,1989,20:305-314.
[8]XU G K.Automatic assembly technology for large aircraft[J].Acta Aeronautica Et Astronautica Sinica,2008,29(3):734-740(in Chinese).[许国康.大型飞机自动化装配技术[J].航空学报,2008,29(3):734-740.]
[9]HELGOSSON P,OSSBAHR G,TOMLINSON D.Modular and configurable steel structure for assembly fixtures[C]//Proceedings of SAE 2010Aerospace Manufacturing and Automated Fastening Conference &Exhibition.DOI:10.42711.2010-01-1873.
[10]KIHLMAN H.Affordable automation for airframe assemblydevelopment of key enabling technologies[D].Linkoping,Sweden:Linkoping University,2005.
[11]ZHENG Lianyu,WANG Jianhua.Development and application prospect of boxjoint-based reconfigurable and flexible tooling technology[J].Aeronautical Manufacturing Technology,2013(18):26-31(in Chinese).[郑联语,王建华.盒式连接可重构柔性工装技术及应用展望[J].航空制造技术,2013(18):26-31.]
[12]ZHENG Lianyu,JI Lu.Research and implementation of tooling configuration for product family[J].Computer Integrated Manufacturing Systems,2011,17(3):585-594(in Chinese).[郑联语,纪 录.产品族工装配置技术研究与实现[J].计算机集成制造系统,2011,17(3):585-594.]
[13]ZHAO Yanwei,SU Nan,ZHANG Feng,et al.Configuration design method for product family based on extension case reasoning[J].Journal of Mechanical Engineering,2010,46(15):146-154(in Chinese).[赵燕伟,苏 楠,张 峰,等.基于可拓实例推理的产品族配置设计方法[J].机械工程学报,2010,46(15):146-154.]
[14]GENG Qiya,WANG Zhongqi,KANG Yongqiang,et al.Research on modular design for aircraft assembly fixtures product[J].Modern Manufacturing Engineering,2009(10):65-68(in Chinese).[耿其亚,王仲奇,康永强,等.飞机工艺装备模块化设计系统技术研究[J].现代制造工程,2009(10):65-68.]
[15]PAN Zhiyi,HUANG Xiang,LI Yingguang.Variant design method for assembly tooling design based on aircraft product structure change[J].Acta Aeronautica Et Astronautica Sinica,2009,30(5):959-965(in Chinese).[潘志毅,黄 翔,李迎光.基于飞机产品结构更改的装配工装变型设计方法[J].航空学报,2009,30(5):959-965.]
[16]JONSSON M,KIHLMAN H.Fixture design using configurators[EB/OL].[2013-06-03].www.bibliopedant.com/zkm4y9MXOKF11TEhIOFg.
[17]LI Yonggang.Product configuration based on CBR and GBOM[J].Logistics Sci-Tech,.2011(7):141-144(in Chinese).[李永刚.基于CBR 和GBOM 的产品配置方法[J].物流科技,2011(7):141-144.]
[18]HEGGE H M H,WORTMANN J C.Generic bill of material:a new product model[J].International Journal of Production Economics,1991,23(1/2/3):117-128.
[19]VEE V E A.Modeling product structure by genetic bill of materials[M].Amsterdam,the Nethlands:Elsevier Science Publishers,1992.
[20]FENG Tao,DAN Bin.Product family structure and configuration management for mass customization[J].Computer Integrated Manufacturing Systems,2003,9(3):210-213(in Chinese).[冯 韬,但 斌.面向大规模定制的产品族结构与配置管理[J].计算机集成制造系统,2003,9(3):210-213.]
猜你喜欢
航空学报(2020年4期)2020-06-08 01:37:34
经济技术协作信息(2020年27期)2020-02-28 21:03:27
科学与财富(2019年18期)2019-07-10 04:15:51
小演奏家(2018年5期)2018-09-04 09:52:48
贵州大学学报(自然科学版)(2016年2期)2016-09-24 06:27:52
航空制造技术(2016年9期)2016-05-30 08:09:06
海峡科技与产业(2016年6期)2016-04-17 12:23:52
电子机械工程(2015年2期)2015-09-15 15:41:55
中国设备工程(2013年7期)2013-12-07 01:13:30
电信工程技术与标准化(2013年2期)2013-03-24 00:01:18