
木导向块在深孔加工中的应用
2014-12-02 01:35上海重型机器厂有限公司工艺研究所200245佘江涛
金属加工(冷加工) 2014年21期
上海重型机器厂有限公司工艺研究所(200245)佘江涛
深孔加工中,长径比愈大,刚度愈差。导向块支承在已加工表面上,可以平衡径向切削力,实现引导刀具进给,增强刀杆的动态刚度,减少加工孔的轴向走偏,提高孔的直线度的作用。由此可见,导向块起着不可忽略的重要作用。图1为导向块和防振条在BTA镗刀中的应用。导向块和防振条在加工中可以起到导向和防振作用,提高加工孔的直线度。
1.传统导向块
一般导向块的材料选择耐磨性较好的硬质合金或陶瓷,为了保持刀具稳定性还要增加防振条。导向块一般采用矩形断面的条状硬质合金坯,焊入刀体并经刃磨后其外圆变成圆弧形。防振条一般采用夹布胶木、尼龙和有机玻璃等非金属耐磨材料,经切削加工后用螺钉镶入刀体槽中,再按孔径公差带的中间值磨出圆柱面。按照常规的导向块的做法,制作成本高,而且工艺复杂,费工费时,造价高,准备周期长且对深孔粗加工、半精加工和精加工每次都要重新修磨导向块和防振条。
我们试过用铜代替硬质合金导向块,铜质地较软同时可以兼顾防振条的作用,且铜较宜加工。虽然取得了一些进步,但是效果并不是很理想。图2所示为导向块的传统结构。
2.木导向块
后来我们加工时采用木导向块(即图2 中的序号1采用木制导向块),木导向块结构简单、加工难度低、成本小,且易于制造。木导向块嵌入刀体槽时要高出5~7 mm。为了使木导向块起到准确的导向就必须使木导向块和加工内孔的配合间隙很小,如果采用先按内孔尺寸加工好木导向块的方法,则配合间隙不好控制,在加工时会因为存在间隙使刀体在内孔中产生不稳定现象。为了使木导向块与内孔很好的配合,在加工前先在孔口端面加工出一圈楔形刀口,如图3所示。
这样木导向块在进入内孔前会靠上端面的刀口,刀口对木导向块进行切削,使木导向块被加工成与内孔大小相同的外径,并顺利进入内孔起到导向作用,并且由于木头较软还可以起到防振条的作用。
3.木导向块的木材
木导向块的木材我们选用较常用的白桦木,白桦木质地较软,易于被切削成形,白桦木的性能参数如附表所示。
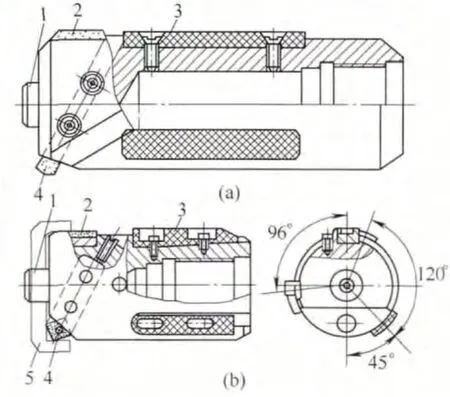
图1 BTA镗头

图2 导向块的结构
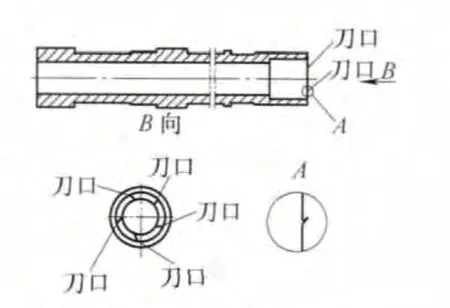
图3 孔口端面的刀口
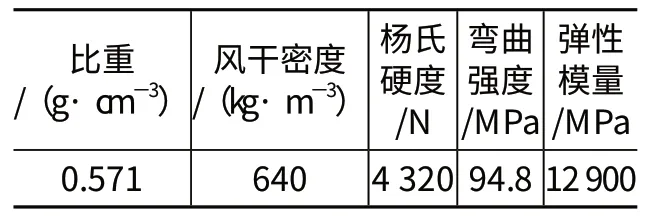
白桦木的性能参数表
由于木材有较多的孔隙,在加工前我们把白桦木导向块浸在冷却油液里面一整天,使白桦木导向块充分吸收油液而膨胀。这样做的好处是:一是提高了木导向块的硬度;二是防止了木导向由于木材有较多的孔隙,在加工过程中由于吸收冷却冲洗液而膨胀增加推进阻力;三是配合冲洗液防止了切屑嵌入木导向块中划伤内孔。
4.结语
通过用木导向块代替硬质合金耐磨导向块,不但降低了加工刃磨难度,缩短了制作周期,而且使成本大大降低了。使用下来效果很好,有些甚至比硬质合金耐磨导向块的效果还好。这种深孔加工中使用木导向的做法在我厂已广泛采用,值得推广。
[1]任其涛.长筒体类零件的深孔加工研究[J].机械工程师,2010(6):145-148.
[2]王峻.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005(2):118-120.
猜你喜欢
水电站设计(2020年4期)2020-07-16
制造技术与机床(2019年12期)2020-01-06
凿岩机械气动工具(2017年2期)2017-07-19
发明与创新·中学生(2016年2期)2016-08-17
中国卫生标准管理(2015年25期)2016-01-14
中国卫生标准管理(2015年6期)2016-01-14
现代营销·经营版(2015年8期)2015-08-12
山东工业技术(2015年18期)2015-07-16
制造技术与机床(2015年10期)2015-04-09
组合机床与自动化加工技术(2014年12期)2014-03-01
