
X5032A型铣床进给故障及维修方法
2014-11-28 08:16宋之东
机械工程师 2014年6期
宋之东
(大连职业技术学院,辽宁 大连 116037)
0 引言
X5032A 型立式升降台铣床加工范围广,生产效率高,是企业通用的机械加工设备,由于长期使用时的振动、磨损、触点损坏、电器元件老化等一些原因,易发生机械、电气故障,当发生故障时若能够根据故障现象,正确分析故障原因,及时检测维修,可保障机床的正常运行,提高设备的利用率。笔者在长期的生产实践和实践教学过程发现中,X5032A 型立式升降台铣床最常见的故障为进给故障,为此,总结出一种进给故障的快速判断和维修的方法。
1 进给运动的基本运动方式
铣床可实现纵向、横向、升降3 个工作台6 个方向的工作进给以及快速进给运动,进给运动是通过机械和电气共同实现的,工作进给、快速进给的各个方向可实现互锁,正、反运动方向是通过改变进给电机的正反转实现的,工作进给、快速进给控制电路图如图1,工作进给、快速进给电磁离合器的直流控制电路如图2。
1.1 工作进给运动的控制
如图2,打开机床总电源开关,进给电磁离合器YC3得电,摩擦片在磁场力的作用下吸合,此时的传动路线为进给传动路线;扳动工作台的进给手柄,使机械离合器啮合,同时使该方向行程开关的常开触点闭合,常闭触点断开,进给电机得电转动,带动齿轮传动,将动力传至该方向,使工作台工作进给运动(图1),KM1、KM2 两个交流接触器控制进给电机的正、反转,SQ1、SQ2、SQ3、SQ4 控制各工作台的运动方向,位置关系如表1 所示。
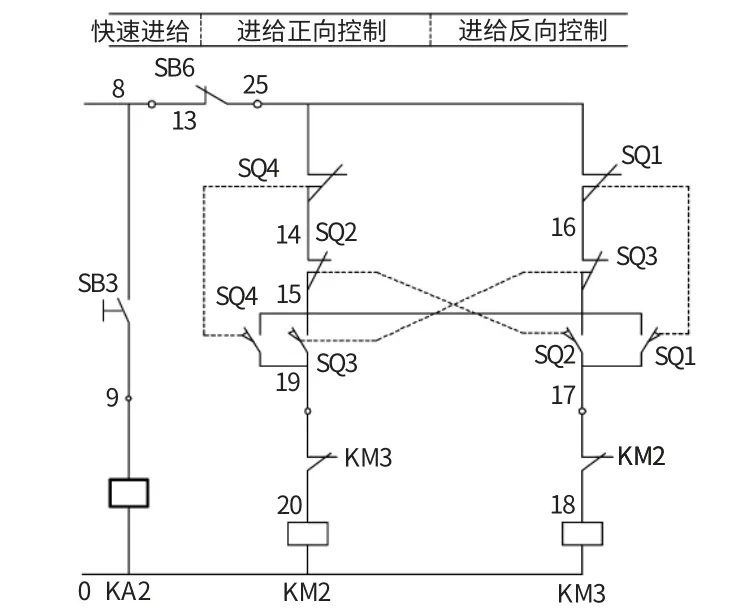
图1 工作进给、快速进给控制电路图
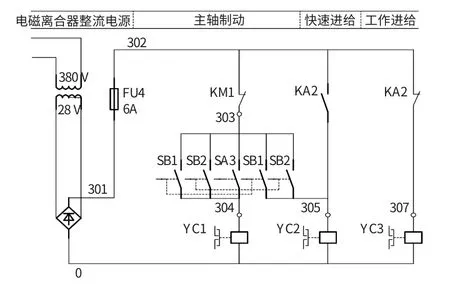
图2 工作进给、快速进给电磁离合器直流控制电路图
表1 中,“+”表示接通,“-”表示断开,“0”表示不受外力作用状态。
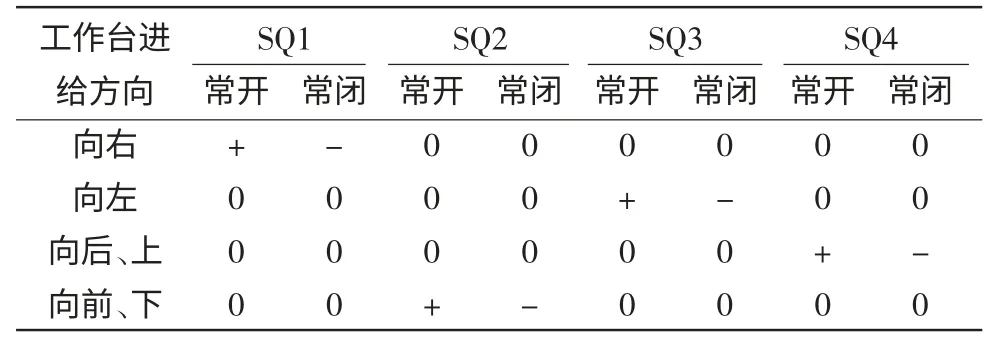
表1 位置关系表
1.2 快速进给运动的控制
扳动工作台的进给手柄,进给电机得电转动,使工作台实现工作进给,按动快速按钮SB3,使中间继电器KA2线圈得电(图1);中间继电器KA2 的常闭触点断开,常开触点闭合,即工作进给电磁离合器YC3 断电,电磁离合器摩擦片松开,工作进给传动路径断开,同时快速进给电磁离合器YC2 得电,离合器摩擦片吸合,快速进给传动路径接通,实现工作台的快速进给。
2 工作台进给故障及维修方法
工作台进给故障,首先应分清是机械故障还是电气故障,机械故障通常是伴有异常的响声,原因可能是摩擦片损坏、轴承损坏;有规律的响声,通常是齿轮损坏,需进行机械维修;其次根据故障现象分析具体控制电路故障,下面从电气方面分析故障原因以及设备维修方法。
2.1 各工作台都不能工作进给
各工作台都不能工作进给有两种故障原因:一是进给控制线路故障(图1);二是直流控制线路故障(图2)。
进给控制线路故障:当扳动进给手柄时,进给电机不转动,应检查进给控制线路(图1),通常情况是进给线路的交流接触器线圈不得电,可用万用表的欧姆档逐点检查,检查各接线点与零线点能否形成闭合回路,逐点排查找出故障点,排除故障。
直流控制线路故障:当扳动进给手柄时,进给电机转动,但工作台仍不能进给时,应检查直流控制线路(图2),检查工作进给部分,用万用表的直流电压档检查接线点307 与零线点之间是否有电压,直流电压应为25.2 V,若无电压应检查各接线点与零线点之间能否形成闭合回路,逐点排查找出故障点,排除故障。
2.2 工作台只向某一方向进给
若工作台只能向某一方向进给,说明直流控制线路的电磁离合器得电无故障,通常的情况是扳动某一方向进给手柄时,只能在这一方向进给,手柄扳动至空挡位置时,进给电机仍转动,应排查进给控制线路(图1),检查该线路行程开关的常开触点是否始终闭合,排除故障。
2.3 各工作台都不能快速进给
工作台能工作进给,但不能快速进给,说明进给控制线路无故障,应排查直流控制线路(图2),按住快速按钮时,检查快速电磁离合器YC2 两端接线点305 与零线点之间是否有直流电压,若无电压,检查中间继电器KA2的常开触点能否闭合,检查KA2 的线圈是否得电,逐步排除故障。
3 结语
生产实践中X5032A 型铣床较常见的是工作台进给故障,要做到快速准确判断故障原因,及时排除故障,保障设备的正常运行,应做好如下工作:
(1)分清是机械还是电气故障。机械故障通常伴有异常的声响,应采用一听、二看、三分析的方法排查、检查、判断。
(2)分清是进给控制电路还是直流控制电路故障。进给控制电路故障现象通常是进给电机不转动,工作台不进给,或进给电机转动,工作台向某一方向进给;直流控制电路的故障现象是进给电机转动,但工作台不进给。
(3)找出具体故障控制线路。每条控制线路都是完整的闭合回路,通过线圈的得电或断电实现常开触点闭合及常闭触点断开,根据此原则,即可查出故障点,排除故障。
[1]劳动和社会保障部.维修电工[M].北京:中国劳动社会保障出版社,2003.
[2]齐占庆.机床电气控制技术[M].北京:机械工业出版社,2004.
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
军民两用技术与产品(2020年8期)2020-09-07
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
山东工业技术(2019年13期)2019-05-30
制造技术与机床(2017年8期)2017-11-27
新农村(2017年8期)2017-07-10
知识窗·教师版(2017年3期)2017-06-20
邢台学院学报(2016年4期)2016-02-28
电工技术学报(2011年1期)2011-02-19
