空心微珠保温冒口在铸钢超大齿轮上的研究与应用
2014-11-25 11:42张志
金属加工(热加工) 2014年21期
张志
1.概述
在铸造工艺设计中,设计冒口是一个非常重要组成部分,通常使用的普通冒口与铸型都是同一种造型材料,这种冒口在补缩过程中主要由以下三个部分组成。
第一,用于补充铸件收缩的处于液态部分。
第二,为了保持一定的压头和防止缩孔或脏物进入铸件而留的余量部分。
第三,冒口内尚处于液态和已凝固的金属随时间的变化部分。
其中,第二、第三部分占的比例最大,但这部分金属对于补缩铸件不直接发生作用。可是,为了有足够的钢液补缩给铸件,就得相应地增大冒口的体积或数量,但同时也相应地增加了对铸件不直接发生作用的那部分钢液的用量。这样,对浇注大件就提出了新的课题。为了能够解决这个课题,我们选用了保温冒口和加覆盖剂的方法。保温冒口是用保温材料制成的冒口套来代替冒口周围的型砂,其作用是可以在一定程度上缩小冒口的体积,延缓冒口的凝固时间,使不直接发生补缩作用的金属消耗减少到最低限度,相应地提高铸钢件的工艺出品率,并且降低生产同等重量铸件的钢液用量。

为此,研究试制保温冒口并且应用于大型铸钢件上,以此来弥补钢液不足的缺陷。
2.对保温冒口材料的要求及选择
(1)材料的要求 研制保温冒口的关键是选择合适的保温材料。保温材料首先要有好的保温性能,其次有良好的耐火性,同时还要价格低廉,来源广泛,无环境污染等。
(2)选择保温材料 保温材料的种类很多,但是不同材料的性能不同。经过对珍珠岩、炉灰、空心微珠等保温材料进行综合性能的比较,最终选用空心微珠保温材料,其既能满足上述要求,又能符合钢件铸造时金属液温度高达1600℃以上的特点,同时也符合实际生产的具体情况。
空心微珠是从火力发电厂的煤灰中经筛选而得到的,是一种微小的薄壁中空珠体,具有耐高温、热稳定性好、热导率及密度小等一系列特点。其主要化学成分见表1。
其热物理性能为:密度ρ=250~350kg/m3,热导率λ=0.08~0.09W/m·K,比热C=0.76~0.78kJ/K。
3.试制保温冒口的工艺
因空心微珠具有亲水性差的特性,使得空心微珠相互间的附着力小,这就需要制作保温冒口时加入一定数量的辅助材料与之相配比,即干、湿粘结剂如水玻璃、耐火粘土,以及增加其强度的石英砂,以确定其保温冒口配比成分、强度。对冒口的强度要求,以适合搬运,体积轻便,在放入型砂中紧实后不会因挤压变形、开裂即可。这样保证加入足够空心微珠的情况下,通过了试验确定如下试制工艺。
(1)保温冒口材料配比 见表2。
(2)混料工艺 由于空心微珠是薄壁中空珠体,所以不能碾压,故采用搅拌器混制。加料顺序为:空心微珠+水搅拌2min+1/2水玻璃搅拌2min+耐火粘土、硅砂搅拌4min(耐火粘土、硅砂在地面混制好)+1/2水玻璃搅拌2min后出料。
上述加料顺序的优点是:微珠加入适量的水,可以使微珠表面湿润,有利于与水玻璃的结合。加入水玻璃总量的1/2,可以附着微珠的表面,以便将随后加入的耐火粘土和硅砂均匀地包裹在空心微珠的表面。形成坚固的耐火骨架。最后加入余下的1/2水玻璃,使包裹了耐火粘土和硅砂的空心微珠粘结在一起,这样保温冒口成形后有较高的强度。
(3)烘干工艺 保温冒口的干燥有几种方法,但是通过试验选用的是低温烘干。温度控制在200℃左右,烘干1.5~2h。温度高,冒口易开裂;温度低,冒口干燥不彻底,影响保温效果。
根据以上工艺,研制出保温冒口,在几种铸钢大件(5t以上)上应用,均取得了良好的效果,工艺出品率均提高10%以上。由于在以往生产中没有经验,在冒口大小及数量上比较保守,在实际应用中,都略大于理论值。
4.保温冒口在超大齿轮上的应用
超大齿轮铸件毛重为7t,钢液重为12.5t,材质为ZG35CrMnSi,采用保温冒口进行试验应用。
齿轮的零件结构如图1所示。
其中重点结构做局部放大,如图2所示。
(1)普通冒口的确定 根据齿轮铸件结构,试验选定腰圆形明冒口。
热节圆直径T:根据公式
T=a+(b/2+R)/(a+2R)
T=171.5+(70/2+15)/(171.5+2×15)=188(mm)
冒口尺寸计算如下。
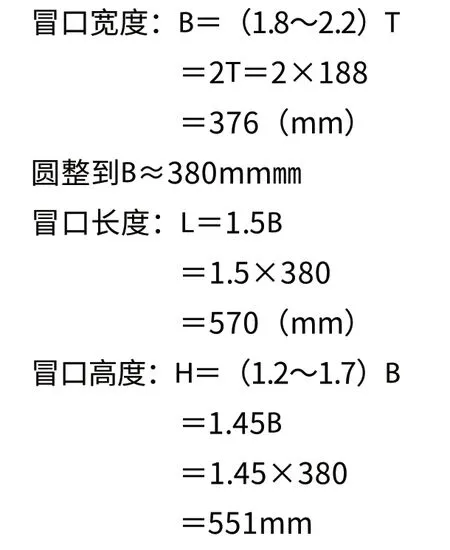

表1 空心微珠的化学成分(质量分数) (﹪)

表2 相对空心微珠的配比 (%)
圆整到H=550mm
冒口数量:

取冒口数量N=6(个)
冒口重量:
W=0.8×407.5×597.5×550×7.8×6=5(t)kg
工艺出品率:根据公式
A=毛重/钢液重×100﹪=7÷12.5×100%=56%
符合齿轮的工艺出品率53%~56%企业管理要求。
(2)保温冒口的确定 计算如下。
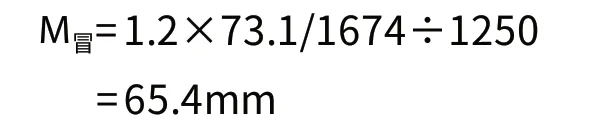
保温冒口的几何模数:根据公式
M冒=1.2M铸件/b铸件/b冒型
式中

H=铸件高度(mm);
b铸件——铸型的蓄热系数,对水玻璃砂型为
b冒型——冒口的蓄热系数,对空心微珠型为(1000~1250)
保温冒口尺寸确定如下。
冒口宽度:B1=290mm
冒口长度:L1=435mm
冒口高度:H1=550mm
冒口套的厚度:δ=35mm
冒口重量:
W1=398×6=2388kgkg
工艺出品率:

(3)冒口比较 见表3。
从上述超大齿轮铸钢件的生产试验中可以看到,应用保温冒口的冒口体积为普通冒口体积的58%,并且工艺出品率提高14%。经校核,保温冒口加覆盖剂,完全符合齿轮外圆的补缩量要求。
5.结语
保温冒口在铸钢件中的应用,不仅可以有效地保证铸件质量,而且可以大量降低钢液的用量,进而可使冒口体积缩小50%左右,工艺出品率可提高10%以上,提高了钢液的利用率,降低了成本,增加了效益。
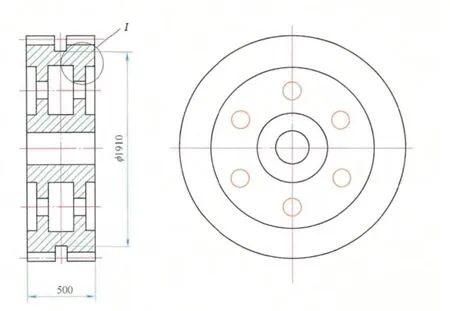
图1 齿轮的零件结构

图2

表3 冒口比较
猜你喜欢
牡丹江师范学院学报(自然科学版)(2022年4期)2022-11-21
石材(2022年1期)2022-05-23
金属加工(热加工)(2020年3期)2020-05-13
工业加热(2020年2期)2020-04-08
山东冶金(2019年6期)2020-01-06
中国铸造装备与技术(2019年2期)2019-04-01
上海金属(2017年4期)2017-09-28
材料科学与工程学报(2016年5期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
大连工业大学学报(2015年4期)2015-12-11