
现代三维工业测量系统研究进展及发展趋势分析
2014-11-25 06:24崔希民马开锋黄桂平
华北水利水电大学学报(自然科学版) 2014年3期
崔希民,马开锋,,黄桂平
(1.中国矿业大学(北京)地球科学与测绘工程学院,北京100083;2.华北水利水电大学,河南 郑州450045)
近年来,随着现代工业的发展,尤其是以数字制造为核心的先进制造技术的迅猛发展,要求对工业精密测量技术进行革新.其中测绘领域的现代三维工业测量系统就是应用广阔、测量精度高、方便快捷的一种测量新技术.工业测量是指在工业生产和科研各环节中,依据设计图纸和规范的要求,采用高精度(精度达亚毫米±0.1 mm,甚至更高达到±0.01 mm ~±0.05 mm)的测量方法和技术对三维部件、工件、整机或结构进行检查、检核、调整、装配、安装和维护;包括为了获取三维坐标,进行准直、水准、几何形状拟合、质量保证审核、静态/动态变形监测等而进行的精密测量[1].
由于测量目标与测量手段的多样性,导致三维工业测量与常规工程测量的区别显著. 常规工程测量以土木工程等露天目标的空间坐标和其他几何尺寸为主要测量目的,以常规测角测距仪器和全球定位系统(GPS)等为主要测量设备,点位绝对精度与测量频率较低,作业距离较长,目标物尺寸较大;而三维工业测量大多以车间或实验室内或室外特定的设备、模型、工业产品或其零部件的几何量或物理量等为主要测量目的,采用多达10 余类测量手段的理论、方法和设备,点位绝对精度与测量频率高,作业距离一般较短,目标几何尺寸一般相对较小[2]. 这里主要指用于精密定位的三维坐标测量系统.
1 三维工业测量系统研究进展
根据所使用的主要传感器的不同,三维工业测量系统分为三坐标测量机、经纬仪测量系统、全站仪测量系统、激光跟踪测量系统、激光扫描测量系统、关节式坐标测量机、室内GPS、数字近景工业摄影测量系统等八大类.目前三维工业测量系统的一个最新发展趋势是多个传感器的集成和综合使用.
1.1 三坐标测量机
三坐标测量机是指在一个三维空间内,对几何形状、长度及圆周分度等进行测量的仪器,它是传统通用三维坐标测量仪器的代表,通过测头沿导轨的直线运动来实现精确的坐标测量[3]. 具有测量准确、效率高、通用性好的优点;但对测量环境要求高、不便携、测量范围小,而且属于接触式测量方式、不易对准特征点. 目前,Brown & Sharpe 公司生产的LAMBDA SP 型龙门式巨型坐标测量机的最大测量空间达到了3 m×10 m×2 m,如图1所示.

图1 LAMBDA SP 型CMM
1.2 经纬仪测量系统
经纬仪测量系统是由两台或两台以上的高精度电子经纬仪(如Leica 的T3000,水平角和垂直角的测角精度皆为0.5″)构成的空间角度前方交会测量系统,原理如图2所示.它是在大尺寸测量领域应用最早和最多的一种系统,由电子经纬仪、基准尺、通讯接口和联机电缆及微机等组成[4],如图3所示.
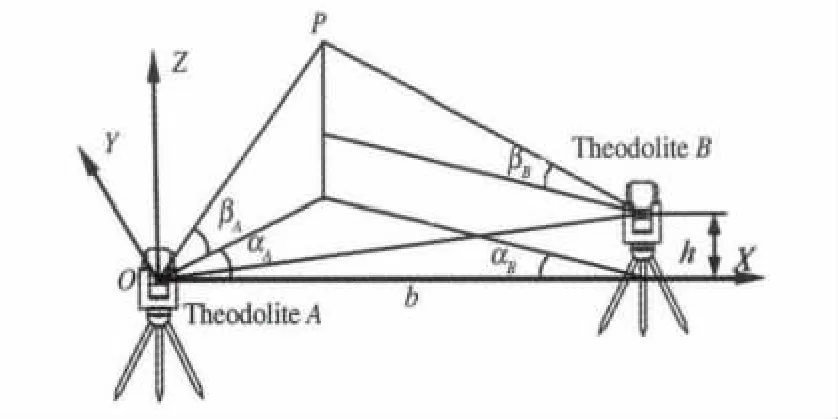
图2 经纬仪坐标测量原理

图3 MetroIn 经纬仪测量系统
经纬仪测量系统的优点是光学、非接触式测量,测量范围较大(2 m 至几十米),测量精度比较高,在20 m 范围内的坐标精度可达到10 μm/m;其不足是一般采用手动照准目标,逐点测量,效率低、自动化程度不高. 但目前已出现了带马达驱动的经纬仪(如Leica 的TM5100A),在重复测量时不需手动瞄准目标、实现了自动化测量[3]. 如郑州解放军测绘学院推出的国产化的商业系统MetroIn[5].
1.3 全站仪测量系统
全站仪是一种兼有电子测角和测距的测量仪器.其坐标测量采用空间极(球)坐标测量的原理,如图4所示,它是测绘行业应用最广和最通用的一种坐标测量机.
早在1990年之前,瑞士Leica 公司就推出了商业化系统PCMSplus,其全站仪采用TC2002,测角精度为0.5″,测距标称精度为1 mm+1 ×10-6(D 为测距,单位为km).目前,被称为测量机器人的带自动照准和自动识别目标(ATR)技术的全站仪(如TDA5005,如图5所示)已出现并广为应用[6].

图4 球坐标测量原理
图5 TDA5005 全站仪
全站仪坐标测量系统只需单台仪器即可测量,因此仪器设站非常方便和灵活,测程较远,特别适合测量范围大的情况,Leica 的TDA5005 构成的系统在120 m 范围内使用精密角偶棱镜(CCR)的测距精度能达到0.2 mm;日本SOKKIA 公司推出了MONMOS 全站仪测量系统,采用NET1200 全站仪在100 m范围内对反射片测量精度优于0.7 mm. 由于一般必须要合作目标(如棱镜或反射片)才能测距,所以它无法直接测量目标点;测距固定误差的存在,使其在短距离(<20 m)测量时相对精度较低.虽然目前已出现了无需棱镜测距的全站仪(如Leica 的TCR1101),但测距精度均低于3 mm.
1.4 激光跟踪测量系统
激光跟踪测量系统是由单台激光跟踪仪构成的球坐标测量系统,其测量原理和全站仪一样,仅测距方式(单频激光干涉测距)不同[7].测量时又可分为单站距离法、角度法和多站纯距离法,如图6所示.

图6 多站距离交会测量
Leica 公司于1990年就推出了第一代商用激光跟踪测量系统SMART310,美国的API 公司和FARO公司也相继推出了各自的系统,如图7所示.
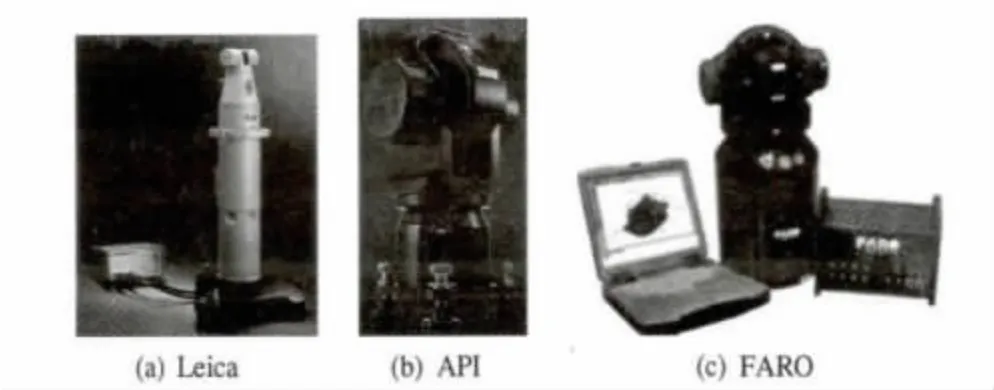
图7 商用激光跟踪测量系统
由于干涉法距离测量的精度高、速度快,因此激光跟踪仪的整体测量性能和精度要优于全站仪. 在测量范围内(一般<50 m),坐标重复测量精度达到5 ×10-6(即5 μm/m);绝对坐标测量精度达到10 ×10-6(即10 μm/m). 但在单项指标上,如测角精度比全站仪的要低,测量范围也比全站仪小.
1.5 激光扫描测量系统
激光跟踪测量系统具有测距精度高的特点,但是测距为相对测距,需要在跟踪过程中保持激光束不能丢失,另外测距需要合作目标(反射器)配合.因此,是一种接触式的测量系统,往往给测量带来诸多不便.采用其他非干涉法测距方式可不需要合作目标,将这类系统称为激光扫描测量系统.激光扫描仪的测距原理分为3 种:①脉冲法激光测距;②激光相位法测距;③激光三角法测距[8].
基于脉冲法测距的激光扫描仪精度较低,一般为毫米级,但其测程较长,如Leica 公司的HDS3000型激光扫描仪(最大测程100 m,测距精度4 mm,曲面建模精度优于2 mm,如图8所示),主要应用于土木工程测量、文物和建筑物的三维测绘等领域.
相位法测距的精度和调制频率有关,一般全站仪的测距频率最高为50 ~100 MHz,但美国Metric Vision 公司推出的激光雷达扫描仪(Laser Radar Scanner)LR200 则达到100 GHz,它在10 m 距离上绝对距离测量精度可以达到0.1 mm,测量范围为2 ~60 m,如图9所示.

图8 激光扫描仪HDS

图9 激光雷达扫描仪LR200
基于激光三角法测距原理的扫描测量系统又称结构光扫描仪(Structured Light Scanner). 以半导体激光器作光源,使其产生的光束照射被测表面,经表面散射(或反射)后,用面阵CCD 摄像机接收,光点在CCD 像平面上的位置将反映出表面在法线方向上的变化,即点结构光测量原理,如图10 所示[8].
目前,世界上生产各种型号结构光扫描仪的厂家很多,如德国GOM 公司的ATOS、Steinbichler 公司的Comet 与Breuckmann 公司的optoTOP-HE 系列以及法国Mensi 公司的S10/S25 等. 法国Mensi公司的S10 扫描仪(图11)扫描距离0.8 ~10 m,扫描精度优于0.2 mm,三维建模精度优于0.05 mm,图12 是S10 扫描某坦克后得到的实体三维点云.

图10 激光三角法测距原理示意图

图11 Mensi 的S10 激光扫描仪
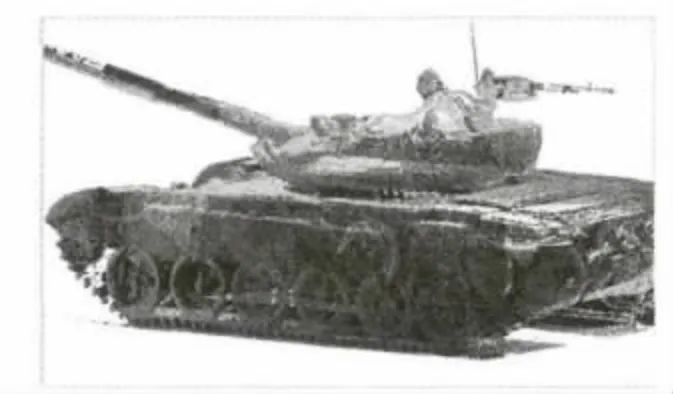
图12 坦克的三维点云图
激光扫描仪可以获取海量的点云数据,尤其适用于实体的三维建模,其不足之处在于无法对某一特定的点进行精确测量.
1.6 关节式坐标测量机
关节式坐标测量机是一种便携的接触式测量仪器,对空间不同位置待测点的接触实际上是模拟人手臂的运动方式.仪器由测量臂、码盘、测头等组成,如图13 所示.各关节之间测量臂的长度是固定的,测量臂之间的转动角可通过光栅编码度盘实时得到,转角读数的分辨力可达1.0″,测头功能同三坐标测量机,甚至可以通用.

图13 关节式坐标测量机
关节式坐标测量机利用空间支导线的原理实现三维坐标测量功能,它也是非正交系坐标测量系统的一种[9].和三坐标测量机相比,关节式坐标测量机的测头安置非常灵活,和其他光学测量系统比较,它不需要测点的通视条件,因此在一些测点通视条件较差的情况下(隐藏点)非常有效,例如汽车车身内点的测量等.但由于关节臂长的限制,它的测量范围有限(最长可以到4 m),但可以采用“蛙跳”的方法(公共点坐标转换法)或附加扩展测量导轨支架的方法来扩大其测量范围.
目前生产关节式坐标测量机的厂家较多,主要有美国Faro 公司和ROMER 公司,德国的ZettMess公司、意大利的Garda 公司等.
有些厂家正在采用在其测头上附加小型结构光扫描仪来实现对工件的三维快速扫描,称为激光扫描测量臂.这种系统集接触式与非接触式系统优点于一体,图14 是Faro 公司的产品ScanArm.

图14 激光扫描测量臂ScanArm
1.7 室内GPS
所谓室内GPS 是指利用室内的激光发射装置(基站)不停地向外发射单向的带有位置信息的红外激光,接收器接收到信号后,从中得到发射器与接收器间的两个角度值(类似于经纬仪的水平角和垂直角),在已知了基站的位置和方位信息后,只要有两个以上的基站就可以通过角度交会的方法计算出接收器的三维坐标,如图15 所示. 基站的位置和方位通过光束法进行系统定向后完成,这样不需要已知控制点,只要一个基准尺度就可以了.

图15 Arc Second 公司的室内GPS
与GPS 不同的是,室内GPS 采用室内激光发射器来模拟卫星;它不是通过距离交会,而是用角度交会的方法.与经纬仪系统不同的是,它不是通过度盘来直接测量角度,而是通过接收红外激光来间接得到角度值,因此不再需要人眼去瞄准待测点.
美国Arc Second 公司生产的室内GPS(图15),其测量速度达到了20 Hz,测量空间范围从几米到几百米,如果采用4 个以上的基站,10 m 测量空间内测量精度可以达到0.125 mm.
1.8 数字近景工业摄影测量系统
数字近景工业摄影测量是通过在不同的位置和方向获取同一物体的2 幅以上的数字图像,经计算机图像匹配等处理及相关数学计算后得到待测点精确的三维坐标.其测量原理和经纬仪测量系统一样,均是三角形交会法.
数字近景工业摄影测量系统一般分为单台像机的脱机测量系统、多台像机的联机测量系统,如图16 所示.此类系统与其他类系统一样具有精度高、非接触测量和便携等特点.此外,还具有其他系统所无法比拟的优点:测量现场工作量小、快速、高效和不易受温度变化、振动等外界因素的干扰.国外的生产厂家和产品很多,如美国GSI 公司的V-STARS系统(图17)、挪威Metronor 公司的Metronor 系统(图18)和德国AICON 3D 公司的DPA- Pro 系统(图16(a))等.
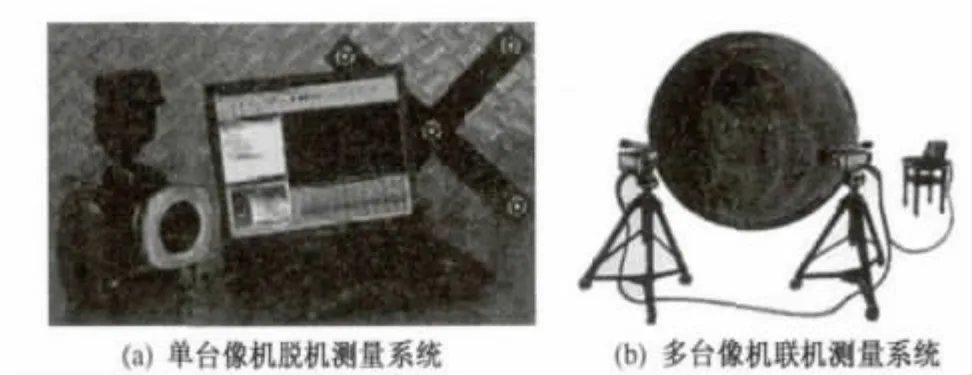
图16 数字近景工业摄影测量系统

图17 V-STARS 系统

图18 Metronor 系统
2 三维工业测量系统的应用领域
2.1 大型工业目标方面
三维工业测量系统主要用于(航天)飞机的设计、仿制、改型等的外形测量以及安装、调试过程中的检测、定位测量;轿车外壳或船(艇)体外形的设计、仿制或改型过程中的测量工作;还用于油船舱体容积的测定,船模在试验池内的性能检测,风帆外形动态性能测试,大型船舰推进器叶片的外形测定,舰船主设备的安装,船体靠泊时对码头总压力的间接测定等;以及大量人工构筑物内结构测量,如铁路、公路、海底或水下隧道、城市地下铁道、矿山大型巷道和采空区、各类地下军事或防空工程、舰艇或飞机洞库、油库与弹药库、水电站的排水泄水洞、排沙洞和坝内结构、大型管道、窟室及亭台楼阁的内结构、各类运输车船的内结构、装载油气化学品的仓体罐体等;风洞实验室与水工实验室中运动目标的动力学参数测定等[2].
2.2 在线快速检测方面
采用三维工业测量系统可进行工业生产流水线(传送带)上各种产品的在线快速检测,如快速检测光纤的直径、光盘的厚度、芯片导体部分的厚度与斑痕、标识符的印刷质量、防伪标志的遗漏、药片尺寸一致性、矽片宽度与厚度、卷烟松紧度、人造大理石色彩一致性、玻璃平整度、精密轴承加工质量等,使得三维工业测量成为工厂车间生产的必须环节.
2.3 动态目标测量方面
三维工业测量系统可用于轿车的破坏性试验、新型飞机起飞着陆运动状态测定、火箭发射状态、空抛物体或舰船模型或发动机运动轨迹、精密机床热变形、风动试验目标姿态、土石方爆炸三维记录、炮弹出膛速度、两飞船间“接轨”过程控制等.
3 现代三维工业测量系统发展趋势
由于观测目标的多样性与复杂性,而单一观测方法又存在一定的局限性,随着计算机科学和信息技术的发展,面向复杂应用背景的多传感器系统大量出现,由此产生了一门新兴学科——多传感器信息融合(Multisensor Data Fusion,MSDF). 信息融合是针对使用多个和/或多类传感器的系统问题进行的一种信息处理的新方法,又称为多源关联或合成、传感器混合或多传感器数据融合. 数据融合是利用计算机技术对按时序获得的若干传感器的观测信息在一定规则下加以自动分析、优化综合,以完成所需的决策和估计任务而进行的信息处理过程[10].多传感器系统比单传感器系统在可量化的状态估计性能上有很大优越性,比如包括提高了系统的可靠性与稳定性、扩大了空间覆盖范围、减少了信息的模糊性及提高了空间分辨力等. 由于多传感器系统的复杂性增加,相应会产生成本增高,设备的尺寸、重量、功耗等物理因素随之增大等不利因素.因此,数据融合系统的最终目标是对观测对象的形势状态给出精确的评估,以便对观测对象采取适当的应对措施,使得数据融合系统达到最优.
3.1 数据融合的模型框架
在应用数据融合的众多研究领域中,为统一起见,军事组织于1986年在美国成立了实验联合理事会数据融合工作组,并发布了一部数据融合词典和数据融合处理模型.该模型适用于各个领域,包括如下处理步骤[10-11].
1)原始信息.包括安置在各待融合点的传感器或分布式传感器以及操作者或数据库的先验信息.
2)信息预处理.对处于不同融合阶段的数据进行预选和分配,避免融合处理器的输入数据过于拥塞以及适时提供相关数据.
3)对象处理(第1 级处理).对观测对象的信息加以融合,完成4 个基本功能. ①数据整合:将数据变换到一组通用的坐标系和单位制下;②跟踪:提取位置、速度及其他状态特征;③数据联合:将数据与对象关联;④鉴别:提取对象确认评估信息.
4)形势处理(第2 级处理).尝试通过分析背景信息和含义,推理对象、事件以及先验信息的关系.
5)预测处理(第3 级处理).在评估当前形势的基础上推理未来.
6)过程信息处理.这是相对其他步骤的中间辅助过程,通过监控系统性能,提取可用于提高系统性能的信息来控制融合过程,并按系统目标要求操作传感器和分配资源.
7)数据库管理.融合系统是否成功的关键组成部分,包括:数据的恢复、存储、存档、压缩、相关查询和数据保护等.
8)人机界面. 提供一种人机信息交换渠道,操作者到计算机的通信方式,如操作者发出索取信息指令并对融合系统生成的结果做出主观评价等,而计算机到操作者的通信主要包括警报和结果显示.
3.2 数据融合系统的体系结构
在多传感器组成的系统结构中有着不同的配置方式,其结构形式取决于其应用背景.其中一种为串级或前后式拓扑结构形式,而另一种则为不同的传感器同时观测的分布式网络拓扑结构或并行结构的最普通的形式.
由于所采集数据可以在信号处理链的各个阶段进行融合,即融合点所在的数据水平是关键点,一般广泛采用的是数据级、特征级和决策级三级模型.数据级融合是直接综合来自各个传感器的原始信息,即可获得最精确的结果;但要求所用的传感器是同类的,即观测到的数据具有某种类似并可以实现融合;同时全部传感器的观测数据都必须传输到一个集中处理设备上,意味着需要一个较大的传输带宽.特征级融合是将从原始数据中提取的特征向量加以综合,虽然可以降低数据传输要求,但由于特征向量提取时丢失了有效信息,从而可能降低了融合结果的精度.决策级融合是每个传感器均基于自己的观测做出决策,将这些决策集中起来生成最终结论;由于该过程中信息被极大压缩,融合精度是3 种方式中最低的,但其优点是可大大降低传输带宽要求,并可实现不同类型传感器的融合[10].
在实际融合系统设计中,并不限定仅仅使用其中某一模型,而是可以像搭积木一样设计整套融合系统.虽然低水平的融合综合了更多传感器信息,但融合水平越低,系统噪声也越大,但适当地加入反馈,有助于提高系统性能.
4 结 语
随着国民经济的发展,越来越多的工业部门认识到了三维工业测量系统的优点,并在各种规模巨大的工程建设中得到了广泛的应用. 不管是测绘部门还是航空、航天、汽车、船舶工业等部门均在引进并使用三维工业测量系统;如大型卫星天线的组装、汽车制造工业与大飞机制造过程中产品的安装和检测等等.但引进不等于自主、制造不同于创造,因此开展这一领域的理论和学术研究,开发相应的国产化三维工业测量系统,更好地为系统的精度检验和技术服务己成为当务之急.
[1]李广云.工业测量系统最新进展及应用[J].测绘工程,2001,10(2):36-40.
[2]冯文灏.关注我国“工业测量”事业的发展[J].地理空间信息,2004,2(6):5-8.
[3]黄桂平.数字近景工业摄影测量关键技术研究与应用[D].天津:天津大学,2005.
[4]李广云,倪涵,徐忠阳. 工业测量系统[M]. 北京:解放军出版社,1994.
[5]黄桂平,叶声华,李广云,等.经纬仪大尺寸柔性三坐标测量系统的开发与应用[J]. 仪器仪表学报,2002,23(3)增刊:607-610.
[6]范百兴.高性能全站仪的研究及其在动态测量中的应用[D].郑州:解放军信息工程大学测绘学院,2004.
[7]Lau K,Hocken R J,Haight W C.Automatic laser tracking interferometer system for robot metrology[J].Precision Engineering,1986,8(1):3-8.
[8]孙长库,叶声华.激光测量技术[M].天津:天津大学出版社,2001.
[9]李广云.非正交系坐标测量系统原理及进展[J].测绘信息与工程,2003,28(1):4-10.
[10]文成林,周东华. 多尺度估计理论及其应用[M]. 北京:清华大学出版社,2002.
[11]Varshney P K. Multi-sensor data fusion[J]. Electronics &Communication Engineering Journal,1997,9(6):245-253.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
矿产勘查(2020年1期)2020-12-28
水电站设计(2020年4期)2020-07-16
科学(2020年3期)2020-01-06
工程与建设(2019年3期)2019-10-10
制造技术与机床(2019年6期)2019-06-25
电子制作(2017年7期)2017-06-05
中国设备工程(2017年10期)2017-01-20
光学精密工程(2016年3期)2016-11-07
电测与仪表(2016年9期)2016-04-12
