新型气门摩擦焊接旋转夹头的改进
2014-11-24 08:22湖南天雁机械有限责任公司衡阳421005赵宇波王晋星
金属加工(热加工) 2014年2期
湖南天雁机械有限责任公司(衡阳 421005)赵宇波 王晋星
1.传统气门摩擦焊接旋转夹头简介
旋转夹头是气门摩擦焊接工序中重要的工装,对控制气门摩擦焊接工序的产品质量有着关键作用,设计时必须考虑摩擦压力、顶锻压力、前峰值摩擦扭矩和后峰值扭矩的综合作用。如图1所示,目前旋转夹头1在装夹气门杆料时,只有一段20~25mm夹持孔2,摩擦焊接后,造成气门杆部直线度差,影响后续工序。
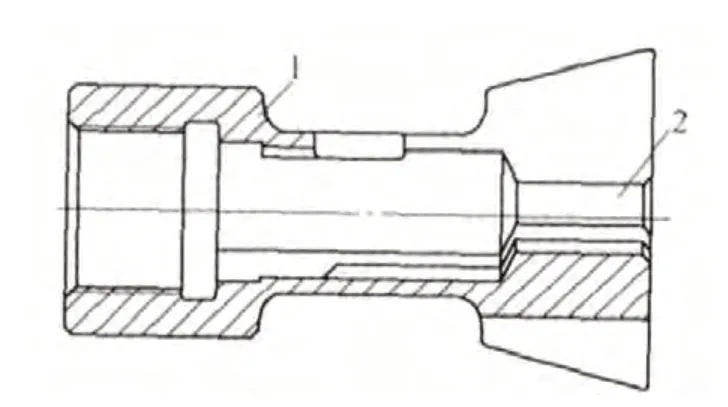
图1 传统旋转夹头示意
2.新型气门摩擦焊接旋转夹头简介
新型气门摩擦焊接用的旋转夹头所要解决的技术问题在于针对现有技术的不足使气门杆料的一段夹持改为两段夹持,提高气门杆料的装夹精度,从而保证摩擦焊后气门杆部的直线度为0~0.15mm。
3.新型气门摩擦焊接旋转夹头技术方案
如图2、图3所示,新型的气门摩擦焊接用的旋转夹头,包括一旋转夹头,该旋转夹头的始端具有一段夹持孔,在该旋转夹头内安装有一定位套,定位套的尾端距离旋转夹头的尾端22~27mm。
在定位套中心开有一定位夹持孔,该定位夹持孔与夹持孔同轴,定位夹持孔的直径d2大于夹持孔的直径d10.08~0.12mm,这样可防止装夹困难。在定位夹持孔的始端为夹角成60 的喇叭口。
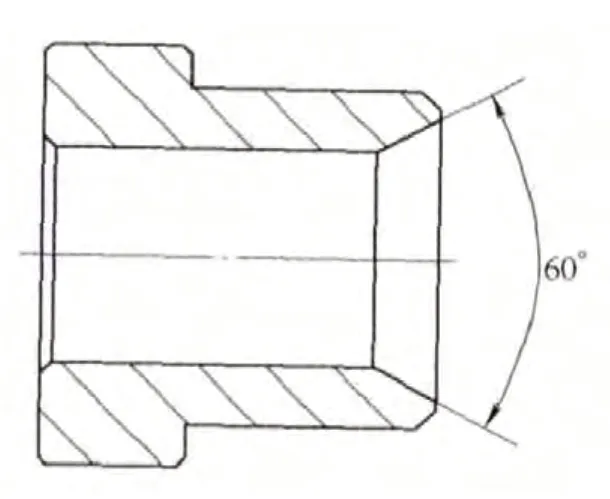
图2 增加的定位套示意
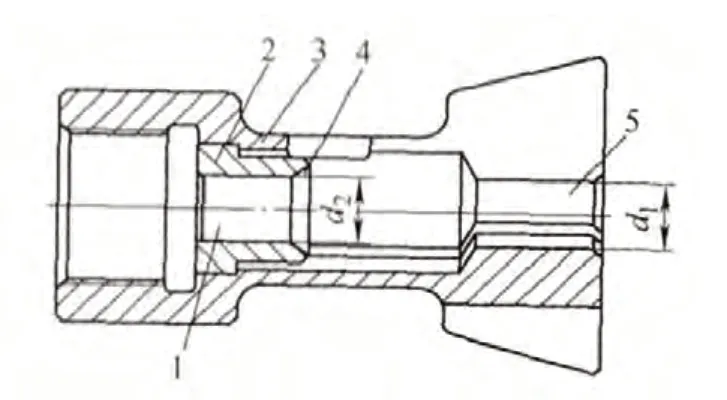
图3 新型旋转夹头示意
4.结语
采用该设计、制造方案无须对现有的旋转夹头做任何改动,只要增加定位套,并能与现有气门杆料进行装夹,通用性强。由于改一段夹持为两段夹持,提高气门杆料装夹精度,改善气门摩擦焊后杆料直线度。该项目已于2011年07月获得申请(专利)号:ZL 201020598078.5的实用新型专利。
猜你喜欢
计量学报(2022年7期)2022-08-23
一重技术(2021年5期)2022-01-18
汽车与新动力(2019年5期)2019-11-07
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年2期)2017-05-04
重型机械(2016年1期)2016-03-01
时代农机(2015年3期)2015-11-14
现代冶金(2015年4期)2015-02-06
农机使用与维修(2014年6期)2014-09-23
组合机床与自动化加工技术(2014年11期)2014-06-29