
腐蚀和磨损零件的激光熔覆修复研究
2014-11-24 09:32张瑜芳陈殿炳邓琦林
中国修船 2014年6期
张瑜芳,陈殿炳,邓琦林
(1.4805工厂,上海 200135;2.上海交通大学 机械与动力工程学院,上海 200240)
腐蚀和磨损零件的激光熔覆修复研究
张瑜芳1,陈殿炳2,邓琦林2
(1.4805工厂,上海 200135;2.上海交通大学 机械与动力工程学院,上海 200240)
腐蚀和磨损是舰艇零件损坏非常普遍的形式,因此对腐蚀和磨损零件的修复非常重要。文章采用与待修零件相同的铸钢材料作实验基体材料,在该材料上进行了激光熔覆修复的实验研究,在实验研究取得成功的基础上,对实际铸钢零件舵叉进行了激光熔覆修复并取得了成功。
腐蚀和磨损;零件;激光熔覆修复
在舰艇中,腐蚀和磨损是零件损坏的一种非常普遍的形式,因此,对腐蚀和磨损零件的修复非常重要。零件的修复技术很多,但激光熔覆修复技术是近年来得到迅速发展的一种零件修复技术,它具有许多非常突出的优点,如:激光熔覆层与零件基体呈冶金结合,结合强度高;激光熔覆层材料选择范围广,可根据零件修复的要求进行调整;激光熔覆时热量输入高度集中,可熔覆任何合金粉末,而总体热输入量又少,零件热变形极小。[1-4]
激光熔覆修复零件的步骤是先将腐蚀和磨损零件进行表面处理,即去除零件表面的腐蚀和磨损层,然后,用激光熔覆的方法将合金粉末熔覆到零件的表面,补足零件被腐蚀和磨损的尺寸,并留出加工余量,再用机械加工的方法加工掉多余的熔覆层材料,使零件符合最终尺寸的要求。[5-7]本文采用激光熔覆修复技术对舰艇中被腐蚀和磨损的零件舵叉进行修复,为保证舵叉的修复质量,先对激光熔覆修复技术进行实验研究,在实验研究取得成功的基础上再对舰艇零件舵叉进行修复。
1 实验方法
由于舵叉的材料是铸钢,且硬度较高。实验用基体材料也选用与舵叉材料相近的铸钢材料,试样尺寸为200 mm×200 mm×50 mm,且进行热处理,使实验用基体材料的硬度和金相组织与实际舵叉零件的硬度和金相组织接近。
激光熔覆使用3 kW CO2横流激光器,激光熔覆的工艺参数如下:激光功率P为2 000~2 500 W、光斑直径D为5~8 mm、扫描速度V为5~8 mm/s、搭接率△为20%~40%;激光熔覆所用合金粉末为梯度变化的镍基合金粉末,送粉量W为5~10 g/min。
金相试样的制备包括线切割取样、镶嵌、磨样、抛光等步骤,用制备好的硝酸酒精和FeCl3盐酸溶液对经过抛光的金相试样进行适度腐蚀。在金相显微镜下观察试样的组织形貌并拍照。采用维氏硬度计测定熔覆层和基体的硬度值,加载力为5 N,保持时间为15 s。
2 激光熔覆层的组织和性能分析
2.1激光熔覆试样
在铸钢表面激光熔覆的试样如图1所示。
2.2激光熔覆试样显微组织分析
图2为镍基合金在铸钢基体上形成的熔覆层横截面形貌。由于铸钢基体组织比较粗大,且铸钢材料内部往往存在缩孔和夹杂等,激光熔覆时采用了梯度变化的材料结构,底层材料韧性较好,与铸钢基体结合良好,且不会出现裂纹,中间层介于底层与工作层之间,而工作层材料具有良好的耐腐蚀和耐磨损的性能,激光熔覆层之间及与基体之间的界面如图3所示。
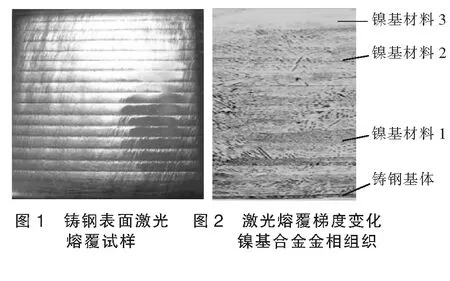
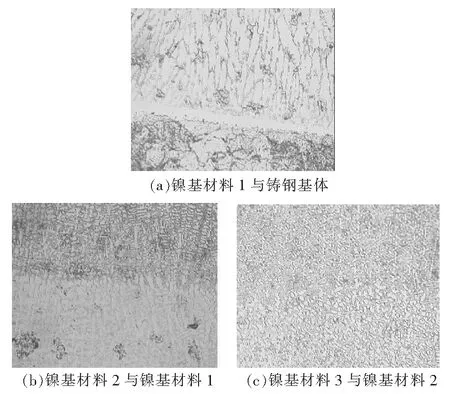
图3 激光熔覆层界面的金相组织
2.3显微硬度测量
测得基体到各熔覆层的显微硬度如表1所示。
由于镍基材料3的显微硬度比铸钢基体材料的显微硬度要高很多,可以预见,镍基材料3的耐磨性比铸钢基体的耐磨性也会好很多。

表1 基体和各激光熔覆层显微硬度
2.4耐腐蚀试验
将铸钢基体和激光熔覆梯度变化镍基合金熔覆层的表层分别做成薄片,薄片表面经磨削加工,一同悬挂于盐雾腐蚀实验箱中,进行盐雾腐蚀实验。试验条件:5%NaCl水溶液,温度为38 ℃,实验结果如图4所示。
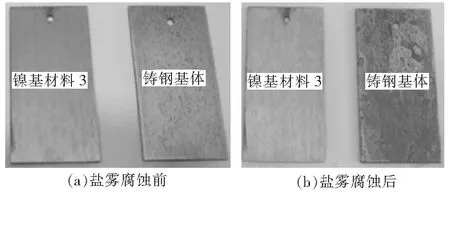
图4 激光熔覆镍基合金和铸钢基体的耐腐蚀实验结果
由腐蚀实验结果可见,激光熔覆的镍基合金的耐腐蚀性能比铸钢基体要好得多。
3 舰艇零件舵叉的激光熔覆修复
图5给出了已腐蚀和磨损舵叉零件舵叉的激光熔覆修复过程。
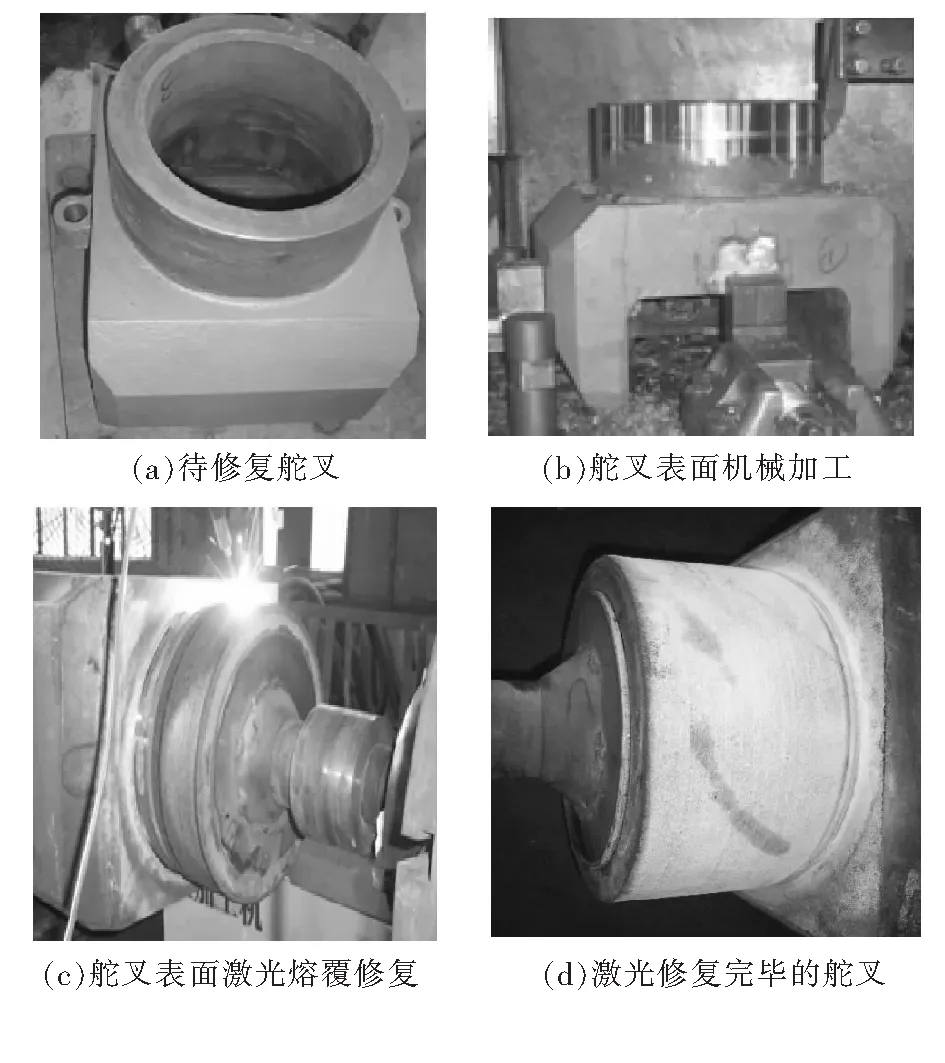
图5 舵叉的激光熔覆修复过程
激光熔覆修复后的舵叉,经着色探伤表明,激光熔覆修复后的舵叉没有任何气孔和裂纹,舵叉经激光熔覆修复后的各项性能达到使用要求。
4 结束语
1)采用与待修复零件相同的材料作实验用基体材料,在基体材料上进行激光熔覆实验,在实验成功的基础上,再在实际零件上进行激光熔覆修复,可以保证实际零件激光熔覆修复的成功。
2)采用梯度变化的材料作激光熔覆材料,可以满足在铸钢零件表面进行大厚度和高硬度的激光熔覆修复。
3)激光熔覆实现了激光熔覆层之间及与基体的冶金结合,结合强度高。
4)零件表面的激光熔覆层比铸钢基体有更高
的显微硬度和更好的耐腐蚀性能。
5)采用激光熔覆方法成功地修复了被腐蚀和磨损的舰艇零件舵叉。
[1]梁朝罡,邓琦林.激光熔覆制造致密金属零件送料方式的分析和比较[J]. 电加工与模具,2003(5): 26-28.
[2]Phinney L M, Rogers J W.Pulsed laser repair of adhered surface-micromachined polycrystalline silicon cantilevers[J].Journal of adhesion science and technology,2003,17 (4): 603-622.
[3]Cleevely ST, Alam N.Laser repair - new application for reducing repair costs[J].Materials world,2002, 10 (12): 32-33 .
[4]Y.P.Kathuria.Some aspects of laser surface cladding in the turbine industry[J].Surface and Coatings Technology,2000 (132): 262-269.
[5]王新林,漆海滨. 厚层激光熔覆层裂纹控制的综合试验研究与理论分析[J]. 南华大学学报,2001,15(3):36-40.
[6]祝柏林,胡木林,陈俐,等. 激光熔覆层开裂问题的研究现状[J]. 金属热处理,2000(7):1-4.
[7]陈静,杨海欧,李延民,等. 激光快速成形过程中熔覆层的两种开裂行为极易机理研究[J]. 应用激光,2002,22(3):300-304.
It's very important to repair the corrosion and abrasion parts,the common failure from naval vessel.In this paper,experimental researches on laser clad repairing have been carried out on the experimental material same as the one to be repaired,on the basis of successful experiment,the real parts of cast steeel have been repaired by laser cladding successfully.
corrosion and abrasion;parts;laser cladding repairing
U672
10.13352/j.issn.1001-8328.2014.06.006
国家自然科学基金(51275303)
张瑜芳(1981-),女,河南郑州人,工程师,硕士,主要从事新装备表面修理及振动噪声控制工作。
2014-06-20
猜你喜欢
山东冶金(2022年1期)2023-01-14
中国铸造装备与技术(2022年3期)2022-05-27
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
天津冶金(2020年4期)2020-08-18
热喷涂技术(2019年3期)2019-11-14
表面技术(2019年6期)2019-06-27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
哈尔滨理工大学学报(2014年3期)2015-01-04
山东工业技术(2014年23期)2014-04-18
