
线切割加工卡尺尺框的工艺改进
2014-11-22 02:11:44方昭华
机械工程师 2014年3期
方昭华
(哈尔滨量具刃具集团有限责任公司,哈尔滨 150040)
0 引言
游标卡尺尺框工艺改进是改变原来冲切外形,再由铣床进行铣削加工工艺流程变为冲切板料使用电火花线切割,以下简称(线切割)切尺框外形。原来冲切铣削外形工艺受冲模、材料硬度、铣床工作状态、刀具角度、工装角度等因素影响,使加工后的尺框难以达到工艺要求,为后序加工带来诸多影响。且在铣削中,操作者劳动强度大,导致产品零件加工尺寸一致性差,直接影响到产品装配效率和质量。经工艺改进后,加工出来的零件一致性好,效率高,节省材料。
1 铣床加工尺框外形及线切割加工尺框外形工艺过程
1)游标卡尺尺框铣外形工艺流程:冲切外形→铣上侧面外形→铣量面外形→铣下侧面外形→铣内爪圆弧。
加工简图如图1 所示。
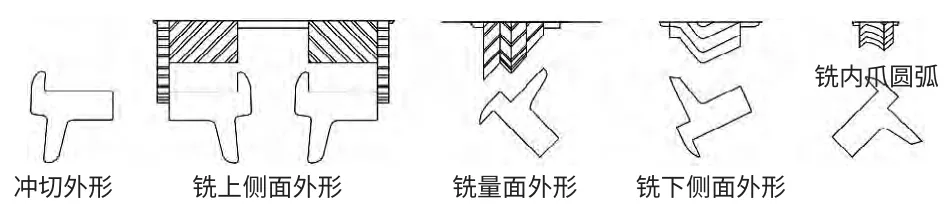
图1 游标卡尺尺框铣外形工艺流程
2)游标卡尺尺框线切割外形工艺流程:冲切板料→钻孔→线切割外形。加工简图如图2 所示。
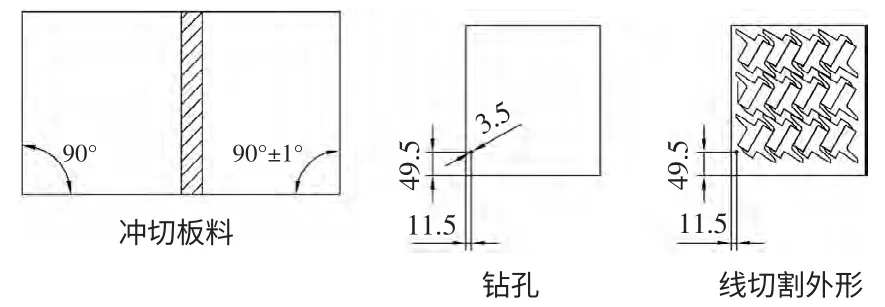
图2 游标卡尺尺框线切割外形工艺流程
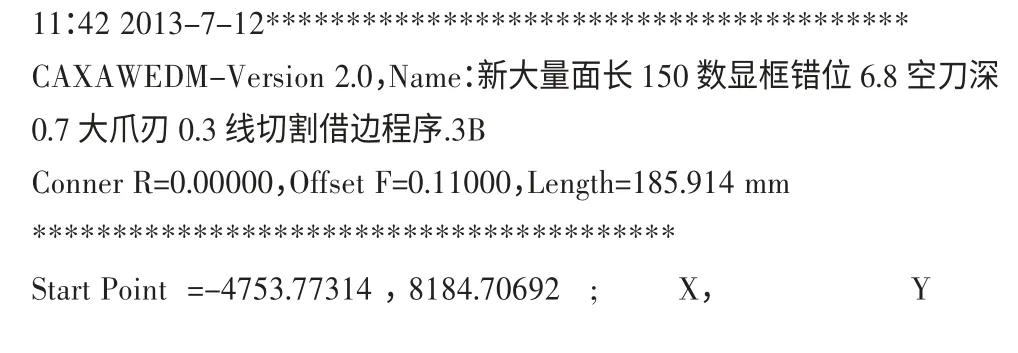
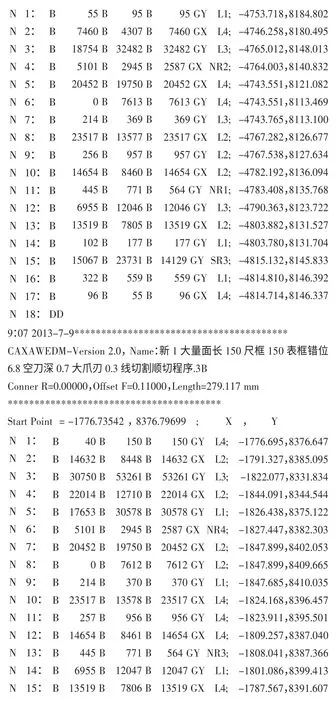
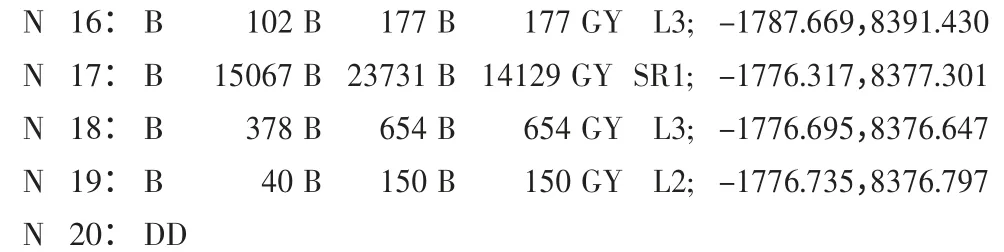
3)150 尺框系列线切割加工外形程序:
2 线切割加工的优点
卡尺尺框原铣削外形4 道工序变为线切割冲切板料钻孔、切外形2 序,工艺流程上大大节省了加工时间,减轻了生产劳动强度。通过工艺改进,节约了成本,降低了消耗。产品加工后的零件一致性好,产品质量有了很大改善。
3 数据分析
1)150 尺框原冲成形2440 件/t,改进后3189 件/t。每吨材料多加工出749 件尺框。
2)150 尺框冲切工具费用:冲模5739 元/套,修模后1000 元/次,折合2.58 元/件。备料工时费0.19 元/件、铣削外形4 序工具费4777 元,修模79.5 元/次,折合0.55 元/件,工时费用0.1 元。累计费用3.34 元/件。
3)150 尺框线切割费用:钼丝费用0.62 元/件,工时费用0.28 元/件,水费0.02 元/件。累计费用0.92 元/件。
改进后理论上单件节省工具工时费用2.42 元。
4 废品率分析
原工艺铣床各工序废品占批生产量的4%左右,线切割工艺排除由于机床不稳定、操作不当造成的废品外无其他废品,且仅占生产量的2%左右。
5 生产效率分析
原铣床工艺加工一批3000 件150 尺框平均需要9d完成,线切割加工一批3000 件150 尺框若1 人看管10台设备仅需4d 完成,大大缩短了生产周期。
6 结语
到目前为止,线切割已全部应用于生产,通过以上数据分析对比,线切割加工后的尺框好于铣床加工后的尺框,产品零件加工质量持续得到保证和提高,节约了成本,节能降耗,为提高产品综合质量创造了前提条件。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
机械研究与应用(2022年1期)2022-03-14 03:39:14
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
装备制造技术(2020年9期)2021-01-26 00:15:30
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:02
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
制造技术与机床(2017年12期)2017-02-02 07:04:12
制造技术与机床(2015年3期)2015-01-27 15:45:24
机械与电子(2014年1期)2014-02-28 02:07:35
