
基于Moldflow的塑料拉手注射模具设计
2014-11-22 02:11:38陆洋李卫民汪强
机械工程师 2014年3期
陆洋,李卫民,汪强
(泰州职业技术学院,江苏 泰州 225300)
0 引言
传统的模具设计主要利用经验加试模来制定模具结构及其参数,这种方法虽简单易用,但主要基于经验的传统设计,不可能对影响注塑制品质量的全部因素予以考虑。突出表现为质量稳定性差、废品率高,而且即使是外观形状合格的制品,一般也难以获得理想的内在质量。因此,为了节约成本,提高注塑制品质量,利用Moldflow 分析软件进行分析,根据分析结果给出相应的调整方案,对工艺参数作出进一步调整。
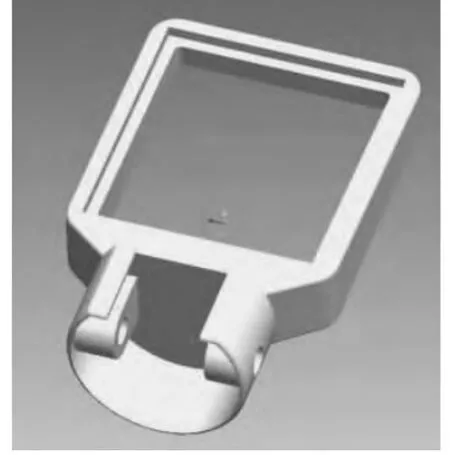
图1 塑料拉手
1 塑件材料及结构分析
图1 是某种塑料拉手零件图。该塑件材料为聚氯乙烯。聚氯乙烯中含有较多的增塑剂,它的柔软性、断裂伸长率高、耐寒性强,由于电气绝缘性能优良,所以在电气、电子工业中广泛用于制造插座、插头、开关、电缆等。另外聚氯乙烯还具有阻燃性(阻燃值为40 以上),在一定的温度、酸性条件下,不易氧化腐蚀分解、机械强度高和电绝缘性能良好的等优点。缺点是脆性、硬度、抗拉强度、耐热性较差,不能长时间处于较高的温度下工作。
该塑件尺寸中等,整体结构稍微复杂,具有3 个侧抽芯。塑件表面有光泽,光滑且没有棱角,最重要的是塑件的两个侧孔有一定的尺寸要求,中间两边各有凹槽,难度较高。
2 模具结构设计
2.1 分型面和型腔数量的确定
由于塑件的构造比较复杂,具有3 个侧抽芯,尺寸较小,故可以使用推杆脱模。模具本身的结构比较复杂,塑件的质量不重,所以最后采用一模一腔注射成型,塑件在型腔中的放置方向如图2 所示。
2.2 排气系统设计
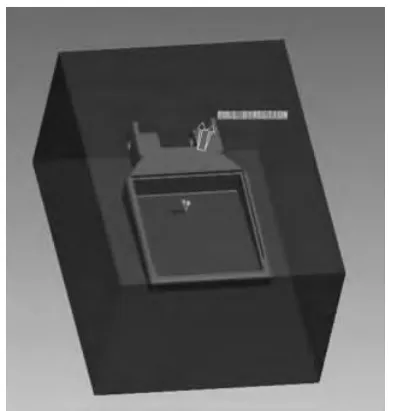
图2 型腔布局
如果型腔内的气体不被排除干净,不但将会形成气泡、银文、云雾、接缝,使表面轮廓不清,甚至冲模不满,而且还会因为气体受压,体积缩小而产生高温,导致塑件局部碳化,严重时还会烧焦,同时残存的气体还会产生反向压力从而降低充模速度,影响成型周期,形成断续注射,降低生产效率。因此在设计型腔时需要考虑排气问题。通过Moldflow 的分析,其气穴位置如图3 所示。
由图3 可以清晰地看到图中粉红色小点表示气穴位置,而仔细可以看出气穴多形成于塑件表面,故采用推板、活动型芯等活动配合间隙排气。
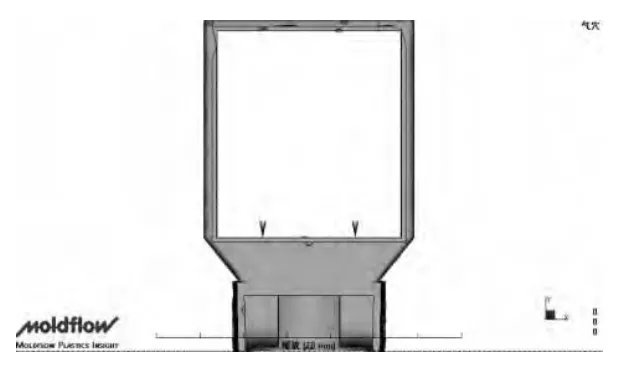
图3 气穴位置
2.3 浇注系统设计
根据浇口的位置选择要求,应该尽量缩短流动的距离,避免因为熔体破裂而引起塑件的缺陷,浇口应开设在塑件壁厚处,通过Moldflow 分析得到最佳的浇口位置如图4 所示,结合实际加工方便与结构分析,将浇口两处设置在拉手内侧靠上方处。

图4 最佳浇口位置
冷料穴位于主流道出口一端。冷料穴是主流道的自然延伸,作用是开模具时为了将主流道凝料拉向动模一侧并顶出模具外。
2.4 成型零件设计
本设计由于是中批量生产,且塑件的模具及精度要求不高,形状一般,考虑到加工成本等因素,因此采用了整体式凸凹模,材料选择为P20H。
2.5 导向机构设计
导柱为带头导柱,结构简单,便于加工。导柱导向部分的长度应该比凸模的端面高度高出100~120 mm。模板中设置导套,导向孔磨损后,可方便更换导套。依据所选模具板厚度及其重量,导柱直径为25 mm,总长为124 mm,材料为20 钢,经表面渗碳淬火处理,硬度为50~55HRC。导柱固定部分表面粗糙度为Ra0.8,导向部分表面粗糙度为Ra0.8~0.5。依据导柱参照模具标准手册查找到常用的带头导套长度为60 mm。
2.6 脱模机构设计
本模具采用推板推出塑件,因此要求推板具有一定的强度和刚度,所以采用阶梯轴结构形式,这样既保证其起到顺利推出制件的作用,又能保证推板的强度和刚度要求。推板孔与推板间隙应小于聚氯乙烯的溢料间隙(0.04 mm),设计4 根弹簧用以推板机构的复位。
浇注系统脱模采用常用的推板结构,材料为T8A。推板脱模机构不需要回程拉杆复位,推板应由模具的导柱导向机构导向定位,以防止推板孔与型芯之间的过度磨损与偏移。
型芯脱模采用常用的拉料杆结构,材料为T8A。
2.7 斜导柱的材料多为T9、T10 等碳素结构钢,也可以把20 钢做渗碳处理。因为斜导柱要与滑块产生摩擦,所以热处理要求为硬度55HRC 以上,表面粗糙度为Ra0.8 以下。
锁紧块是为防止注射时熔体压力使测型芯滑块产生位移设置的,为了有效工作,其上的斜面应与侧型芯滑块上的斜度一致,设计时斜面应留有修正余量。
滑块定位装置采用弹簧拉杆挡块式,适用于任何方向的抽芯动作,压缩弹簧的弹力是滑块重量的3 倍左右,其压缩长度须要大于抽芯距S,一般取1.4S。
3 塑料制品的CAE 分析
3.1 熔接痕分析
根据以上设计,先通过Moldflow 进行CAE 分析,分析该设计的制品成型质量:制品的熔接痕如图5 所示。可以看出,熔接痕的位置并不影响制品的主要工作部分,故在浇口位置布局可以接受。
3.2 变形翘曲分析
先通过Moldflow 进行CAE 分析,分析该设计的制品成型质量,制品的翘曲分析如图6 和图7。

图5 熔接痕图
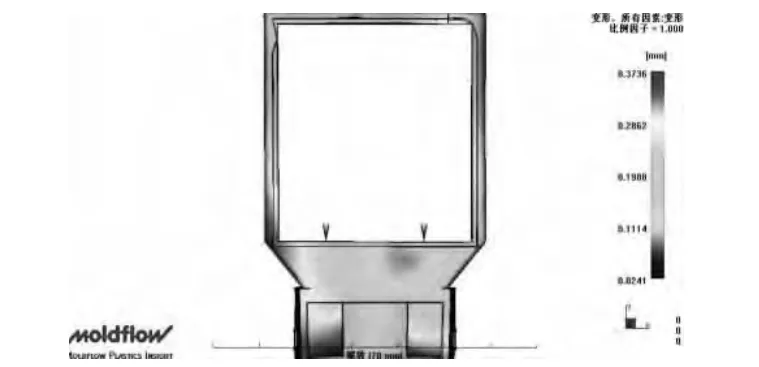
图6 变形翘曲图

图7 变形取向翘曲图
由图7 可知,最大的变形量0.003 mm 左右,整体质量较好,并且最大变形区域并不影响制品的外观及工作部位。所以可以进行生产制造。
4 模具装配草图及工作原理
装配图如图8 所示。装配三维效果如图9 所示。

图8 装配图

图9 装配三维效果
模具装配试模完毕之后,模具进入正式工作状态,其基本工作过程如下:1)对塑料PVC 进行烘干,并装入料斗;2)清理模具型芯、型腔,并喷上脱模剂,进行适当的预热;3)合模、锁紧模具;4)对塑料进行预塑化,注射装置准备注射;5)注射过程包括充模、保压、倒流、浇口冻结后的冷却和脱模;6)开模时,开合模系统带动动模部分后移,随着继续开模,3 个侧型芯分别开启,塑件脱离型腔;推出机构工作,推板在注射机顶杆的作用下,带动推杆固定板移动,带动推板工作,把塑件从主型芯上推出来,从而完成了塑件与模具的分离;最后将塑件取出完成自动脱模。7)塑件的后处理。
5 结语
通过Moldflow 软件模拟分析了浇口位置、气穴位置、熔接痕分布及翘曲变形等,利用模拟分析结果来指导塑料拉手注射模具设计及注射过程工艺参数的设定。将Moldflow 分析结果与实际生产中通过试模所得的结果相对比,两者大体相同,从而证实了Moldflow 软件在模具设计与生产中的实用性,并对减少试模次数、缩短生产周期、降低生产成本、提高生产效率等方面有很好的辅助作用。
[1]张满江.注塑模具设计实战[M].北京:机械工业出版社,2008.
[2]陈诚.三项分布参数整体的推断方法[J].航空学报,2009,21(2):155-158.
[3]张普洱.塑料模具实用手册[M].北京:机械工业出版社,2009.
[4]李师康.模具设计及制造技术[J].复旦学报,2002,10(3):111-113.
[5]黄诗社.塑料成型工艺手册[M].上海:上海交通大学出版社,2002.
[6]钱山强.塑料注塑技术与实例[J].化学工业报,2006,11(1):12-21.
猜你喜欢
发明与创新(2022年27期)2022-09-16 04:12:14
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
机械设计与制造工程(2021年5期)2021-06-15 02:43:04
起重运输机械(2021年4期)2021-03-26 05:44:32
锻压装备与制造技术(2019年4期)2019-08-28 07:44:42
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
电镀与环保(2018年1期)2018-04-04 05:21:18
金属加工(冷加工)(2018年2期)2018-03-22 09:29:52
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
