一种机夹刀片式型线铲刀的设计与研究
2014-11-22 02:11杨艳
机械工程师 2014年1期
杨艳
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
1 玉米铣刀分屑槽型的加工
玉米铣刀是粗铣汽轮机叶片时广泛采用的刀具,该刀具圆周开有分屑槽,其分屑效果好,是一种高效的粗加工刀具。原来其分屑槽型为梯形,虽然达到了分屑的效果,但存在很多尖角,在使用时,刀具很容易磨损,而且在铣削时进给也不能太大,不然由于切削力过大,很容易崩刃。经过分析、研究,对其槽型进行了改进,制造成后波刃型,选用了带有波浪状交叉分屑槽型的后波刃结构,由于各分屑槽型圆滑连接,大大提高了刀具韧性和强度,刀具寿命和切削效率都有所提高,玉米铣刀分屑槽型对比如图1 所示。
在制造波刃形结构玉米铣刀时,粗铲波刃形采用整体高速钢材质型线铲刀,当刀具磨损崩刃后便报废处理,每年刀具费用很大。为降低该型线铲刀使用费用,对刀具结构进行了改进,研制了机夹刀片式型线铲刀。
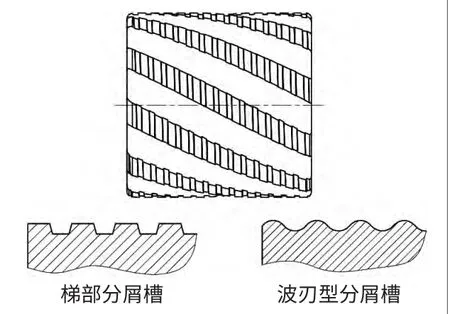
图1 玉米铣刀分屑槽型对比图
2 机夹刀片型线铲刀的设计
针对玉米铣刀铲车波刃形的实际加工情况,改进了铲刀结构型式,研制了机夹刀片式型线铲刀,装配图如图2所示,该铲刀刀体采用弯头型式,大大减小了铲削时的切削抗力,改善了加工状况,该型线铲刀由刀体、刀片和紧定螺钉组成。下面对其结构型式及其几何参数说明如下。

图2 机夹刀片式型线铲刀总图
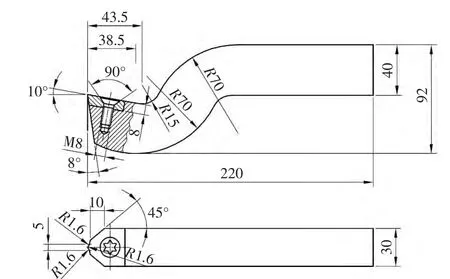
图3 机夹刀片式型线铲刀外形图
1)刀体外形。如图3 所示,该刀体采用R70 弯头型式,与原用直柄刀体相比大大减小了切削中的振动,使得切削平稳,不仅提高了刀具使用寿命,也改善了加工效果。柄部的30×40 四方用于固定到机床刀架上。8mm 深刀片槽内用于定位、安装刀片,M8 螺纹孔与紧定螺钉相配合,通过紧定螺钉将刀片紧固在刀体上,刀体前角10°,后角8°。
2)刀片。头部型线为R1.6,与待加工件玉米铣刀波刃形R1.6 相一致,保证加工精度要求。刀片前角10°、后角8°(安装到刀体上的角度参数),中心的φ8×90°复合孔为紧定螺钉通过孔,通过紧定螺钉将刀片紧固在刀体上。两侧10×45°倒角为工艺倒角,避免加工中产生干涉现象。
3 结语
研制的机夹刀片式型线铲刀,经实际使用,效果良好,由于采用弯头结构,大大减小了切削中的振动,使得切削平稳,不仅提高了刀具使用寿命,也改善了加工效果。由于采用机夹刀片型式,当刀具磨损崩刃后,只需更换新的刀片即可,避免了刀具整体报废状况,大大节约了该刀具使用费用。
猜你喜欢
重庆交通大学学报(自然科学版)(2022年3期)2022-04-21
机械制造(2020年8期)2020-09-30
机械工程师(2020年3期)2020-03-27
制造技术与机床(2019年12期)2020-01-06
电线电缆(2018年3期)2018-06-29
凿岩机械气动工具(2017年2期)2017-07-19
发明与创新·中学生(2016年2期)2016-08-17
现代营销·经营版(2015年8期)2015-08-12
制造技术与机床(2015年10期)2015-04-09
森林工程(2014年3期)2014-09-13