采用谐波分析的直线度误差信号提取
2014-11-19 09:25:54黄丽玲李兴旺王宇王焕玲黄富贵
华侨大学学报(自然科学版) 2014年1期
黄丽玲,李兴旺,王宇,王焕玲,黄富贵
(华侨大学 机电及自动化学院,福建 厦门361021)
形位误差测量的提取、滤波、拟合与评定是新一代GPS有关几何量测量标准的重要环节,合理规范这些环节的要求无疑对形位误差测量的操作具有重要的指导意义[1].在国家标准GB/T 1958-2004《产品几何量技术规范(GPS)形状和位置公差 检测规定》[2]以及ISO相关标准中,明确规定了提取方案的各种形式及其适用对象.对于提取点数,相关标准没有做出明确的规定,只是建议提取点数应根据奈奎斯特采样定理来确定[3-4].久曾神煌[5]利用谐波分析法研究圆度误差提取点数问题,得到圆度误差提取点数与被测圆谐波最高次数和设计精度有关;费斌等[6]在奈奎斯特采样定理的基础上,提出了圆度误差的自适应采样法;赵前程等[7]提出二次判别法,对圆度误差的测量点数进行合理性判别.此外,还有用智能搜索法、神经网络法、曲线回归法等方法研究形位误差提取点数的问题[8-10].他们的研究都未建立在以直线度误差为例的非圆类形位误差对象提取点数的确定准则上.谐波分析法又称信号的频域分析法,是一种利用变换域进行分析的方法[11].现有研究已将谐波分析的方法应用于圆度、圆柱度等形位误差项目中,但未见其在非周期的直线度误差信号的测量提取问题中的应用.本文通过5组实验,将谐波分析的方法应用于直线度误差提取问题中.
1 直线度误差信号的谐波分析
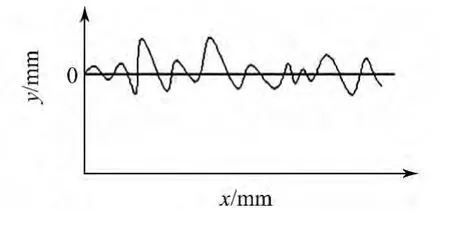
图1 被测直线信号的示意图Fig.1 Schematic diagram of the measured linear signal
对平面内直线度误差的几何要素线上部分点的坐标数据进行提取的操作,就是将被测直线(连续信号)进行离散化采样的操作.被测直线信号是空域信号而非时域信号,如图1所示.图1中:提取方向x为自变量,反映被测直线的长度;误差方向y为变量,反映被测直线的误差.
设被测直线为y=f(x),直线总长度为L,对该被测直线进行均匀布点提取,且在整段直线上的提取点数为m+1个,则提取间距为ΔL=L/m.另设提取直线上离散点的坐标数据为(xk,yk),k=0,1,2,…,m.其中:xk=x0+k·ΔL,x0为被测直线起始坐标.被测直线度误差信号为非周期的信号,无法直接采用周期信号谐波分析的方法.因此,采取周期延拓的方法,将其视为广义的周期信号,将几何要素线的总长L视为周期延拓后空域周期信号的主周期.与时域信号相对应,被测直线信号的波长成分对应于时域信号的频谱成分,被测直线信号的提取间距对应于时域信号的采样频率.根据信号频谱分析原理,被测直线信号可以分解成直流信号、基波波长的信号、二次谐波波长的信号,直至m次谐波波长的信号的叠加.其直流信号表达式为

其傅里叶系数为

第n次谐波波长信号的综合幅度为

2 谐波分析实验
采用测量坐标值检测原则和布点提取方案,以Global Status 7.7.7活动桥式三坐标测量机为测量设备进行直线轮廓边缘的坐标数据获取.在室内温度为25℃,空气相对湿度为40%~60%条件下,对平面内的直线度误差的几何要素线进行测量[12],被测对象的信息如表1所示.表1中:L为被测直线长度;m为测量点数.

表1 实验对象信息Tab.1 Information of experimental objects
1)选取测头并校准后,将擦洗干净的被测对象放在Global Status 7.7.7型三坐标测量机工作台上,手动建立零件坐标系.
2)在零件坐标系下初步确定被测对象的评定长度,设定采样最大增量0.1mm,然后在DCC mode下采用均匀分布的自动扫描测量采集数据.
3)将上述扫描测量采集的数据导出,得到格式为TXT的文本文件.
4)将数据导入MATLAB软件中进行数据处理与分析.
对5个零件的被测表面直线度误差的几何要素线作了不同点数的测量,得到所测点的坐标(xk,yk),k=0,1,2,…,m.将数据导入MATLAB软件中,并按照上述谐波分析的原理进行处理,得到直线度误差谐波分析图和数据点分布图,分别如图2,3所示.图2,3中:A为幅值;n为谐波次数;e为误差.
从图2可知:零件1和零件4低频段的谐波幅值较大,且逐渐变小,占了信号的主要部分;零件2基波幅值比其他阶次谐波的幅值大得多,说明信号存在一个较大的确定性误差成分;而零件3和零件5的谐波图形呈现出杂乱无章的规律.部分信号经谐波分析后未能发现占主频成分的谐波成分,又因信号中都含有随机误差信号成分的特征,而随机误差信号其最高频率趋于无穷大.因此,通过此谐波分析的方法无法确定出被测直线信号最高次谐波波长.实验结果表明:标准中直接依据奈奎斯特采样定理来确定提取点数的方法是不可行的,但并不意味着上述谐波分析的方法和奈奎斯特采样定理在提取点数准则确定中没有任何其他的应用.
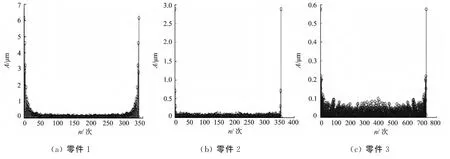
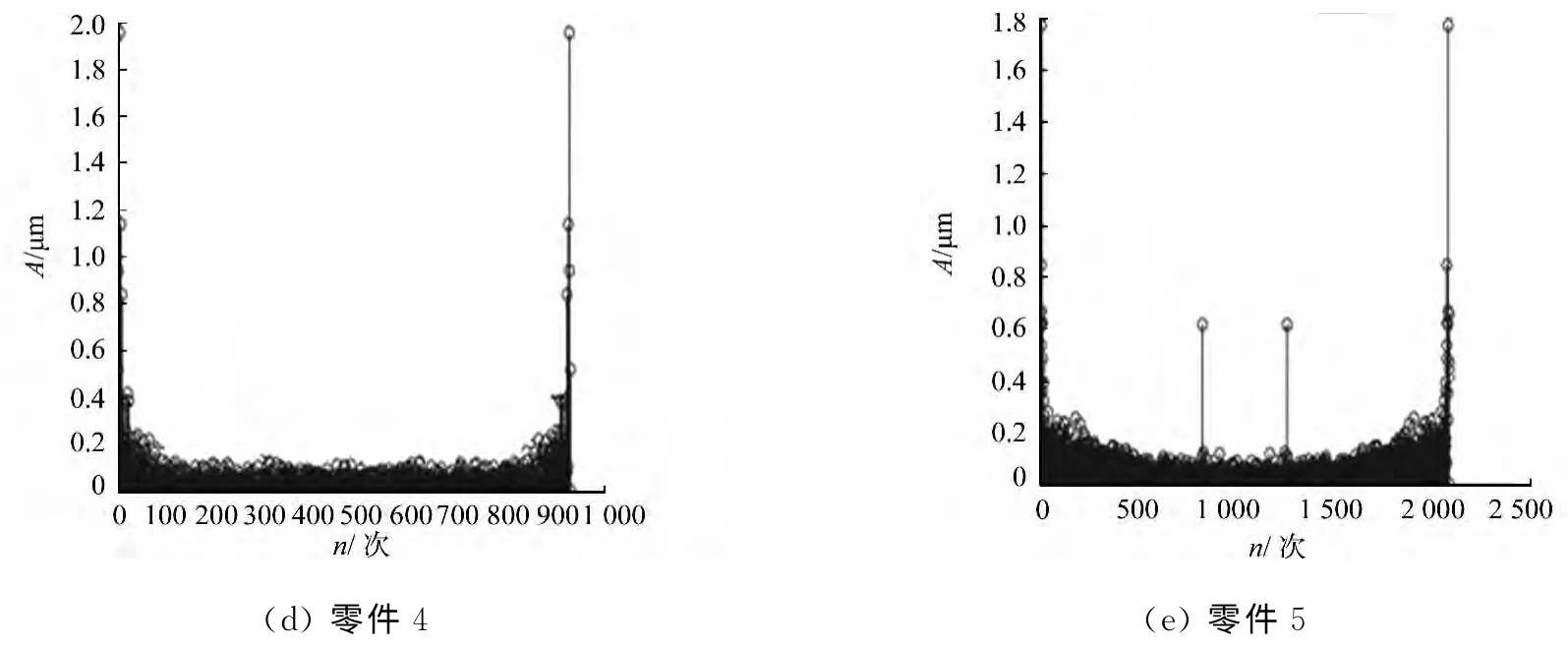
图2 零件的直线度误差谐波分析图Fig.2 Straightness error of parts by harmonic analysis

图3 直线度误差测量点的分布图Fig.3 Distribution diagram of straightness error measuring point
由图3可知:直线度误差信号都呈现出随机性误差和确定性误差相叠加的特征,且两者在直线度误差中所占的比例各有不同.如零件1呈现出以确定性误差为主,随机性误差为辅的特征,而零件5则是随机性误差为主,确定性误差为辅的特征.因此,可以将这两部分误差进行分离,对确定性误差以上所述的谐波分析原理进行谐波分析,可以得到使用奈奎斯特采用定理所需要的最高次谐波波长,并确定出最佳提取点数.
随机性误差由于理论上其服从正态分布的规律,可以采用计算机仿真的方法确定出最佳提取点数.将两部分确定得到的最佳提取点数进行比较,确定出最终的最佳提取点数.
3 结论
正确识别直线度误差信号的谐波波长成分,是直接应用奈奎斯特采样定理确定直线度误差提取点数的前提.通过三坐标测量机上对零件平面内直线度误差的测量实验以及谐波分析发现,在得到的谐波分析图上无法找到直线度误差信号的最高次的谐波波长成分,充分表明相关标准中建议采用的奈奎斯特采样定理无法直接用于确定直线度误差的提取点数.
通过对直线度误差进行误差分离处理,对分离出的确定性误差采用上述的谐波分析的方法,从而再依据奈奎斯特定理确定出提取点数.关于直线度误差信号的误差分离,以及误差分离后提取点数的确定问题将另文详细介绍.
[1]张琳娜,王铭,郑玉花.新一代GPS中提取与滤波、拟合操作间关联特性的研究[J].机械强度,2010,32(2):293-298.
[2]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 1958-2004产品几何量技术规范(GPS)形状和位置公差 检测规定[S].北京:中国标准出版社,2004:80-165.
[3]张琳娜,郑玉花,郑鹏.基于GPS的提取操作模型及其应用规范研究[J].机械强度,2007,29(4):632-636.
[4]郑玉花,张琳娜,庆科维.新一代GPS的提取方案及其应用研究[J].机械设计与制造,2008(6):193-194.
[5]久曾神煌.真图度测定精度与测定点数的关系[J].精密机械,1984,50(12):67-70.
[6]费斌,范裕健,徐文雄,等.一种用于形状误差测量的采样新方法:自适应采样法[J].应用科学学报,1994,12(4):423-430.
[7]赵前程,邓善熙,丁兴号,等.圆度测量中测量点数的确定[J].农业机械学报,2004,35(1):136-140.
[8]AFFAN BADAR M,RAMAN S,PULAT P S.Intelligent search-based selection of sample points for straightness and flatness estimation[J].Manuf Sci Eng,2003,125(2):263-271.
[9]RAGHUNANDAN R,RAO P V.Selection of an optimum sample size for flatness error estimation while using coordinate measuring machine[J].Mach Tools Manuf,2007,47(3/4):477-482.
[10]何改云,宋占杰.三坐标法测量球度误差时最佳测点数目的确定[J].工具技术,1999,33(9):27-28.
[11]赵光宙.信号分析与处理[M].2版.北京:机械工业出版社,2007:24-45.
[12]黄丽玲,黄富贵.直线度误差统计模型识别的实验方法[J].华侨大学学报:自然科学版,2013,34(1):1-4.
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:24
逻辑学研究(2021年3期)2021-09-29 06:54:30
制造技术与机床(2017年6期)2018-01-19 02:41:19
文学教育下半月(2017年5期)2017-05-27 16:09:53
电测与仪表(2016年10期)2016-04-12 00:26:24
电测与仪表(2016年14期)2016-04-11 12:32:48
电测与仪表(2016年18期)2016-04-11 11:30:44
安徽文学·下半月(2016年3期)2016-04-07 08:55:12
重型机械(2016年1期)2016-03-01 03:42:06
时代农机(2015年3期)2015-11-14 01:14:59