
废塑料配煤炼焦对焦炭质量的影响
2014-11-03 11:21解丽萍周国江魏立国
黑龙江科技大学学报 2014年3期
解丽萍, 周国江, 吴 鹏, 魏立国
(黑龙江科技大学 环境与化工学院, 哈尔滨 150022)
废塑料配煤炼焦对焦炭质量的影响
解丽萍,周国江,吴鹏,魏立国
(黑龙江科技大学 环境与化工学院, 哈尔滨 150022)
为降低配煤炼焦生产中焦煤用量,提高废塑料利用率,利用废塑料代替一定比例焦煤,在40 kg实验焦炉中与煤共焦化,考察焦炭、焦油产率和焦炭强度的变化规律。结果表明:以质量分数为1%~5%的废塑料替代焦煤炼焦后,焦炭产率下降,焦油产率增加,M25先提高后下降,M10先下降后提高,焦炭的反应性提高,而反应后强度下降;当废塑料质量分数控制在3%以下时,焦炭的冷态强度和热态强度符合国家二级冶金焦炭质量分级标准。该结果为工业生产提供了参考。
煤; 废塑料; 炼焦; 焦炭质量
0 引 言
我国煤炭资源丰富、种类齐全,但炼焦煤资源相对较少,主焦煤、肥煤资源不足,特别是具有强黏结性的炼焦煤资源更少,并且分布不均。近年来,各国研究者基于煤的共炭化配煤原理,寻求可以与煤共炭化的非煤添加物,以减少炼焦煤用量,降低成本。研究表明,炼焦时添加能起到黏结作用的物质,可提高配合煤的流动性,改善煤的黏结性,提高焦炭强度;添加惰性物,可增大焦炭块度,提高机械强度[1]。
废塑料在城市垃圾中最为常见且难以处理。据统计,2011年,我国仅一次性塑料饭盒及各种泡沫包装垃圾就达9 500万 t,报废家电汽车废旧塑料达6 500万 t,再加之其他废弃塑料,总量已近2亿 t[2]。常见的填埋、高温堆肥和焚烧等垃圾处理方式无法彻底处理废塑料。因此,国内外研究者提出将废塑料与煤进行共焦化,以达到减少炼焦煤用量的目的,同时实现废塑料的资源化和无害化处理。Collin[3]先将废塑料与煤焦油在400 ℃条件下共热解制成活性添加剂,再将其与煤共焦化,改善了焦炭质量。李保庆等[4]研究废塑料在煤-焦炉气中的共热解反应,得到了“增油减水”效应的结论。徐君等[5]的研究表明,配煤炼焦过程中添加的废塑料对煤有黏结作用,可不同程度地提高焦炭强度。
笔者利用废塑料代替一定比例焦煤,在40 kg实验焦炉中进行配煤炼焦,考察废塑料添加量对焦炭、焦油产率以及焦炭质量的影响,为指导实际生产提供了理论依据。
1 实 验
1.1原料
实验选取双鸭山建龙化工有限公司生产用配煤,包括焦煤、气煤、肥煤、1/3焦煤。各单种煤经简单破碎后,在振动磨上进行粉碎处理,粉碎后的煤样用直径为3 mm的圆孔筛筛分,取粒度小于3 mm的煤样作为实验样品。
废塑料取自双鸭山市郊区生活垃圾及回收农田大棚塑料,经分拣、清洗、破碎和造粒加工等工序,将废塑料加工成塑料颗粒,其粒度控制在3 mm以下,用于炼焦实验。原料的工业分析及元素分析结果见表1。
表1原料的工业分析及元素分析结果
Table 1Proximate and ultimate analysis of samples%
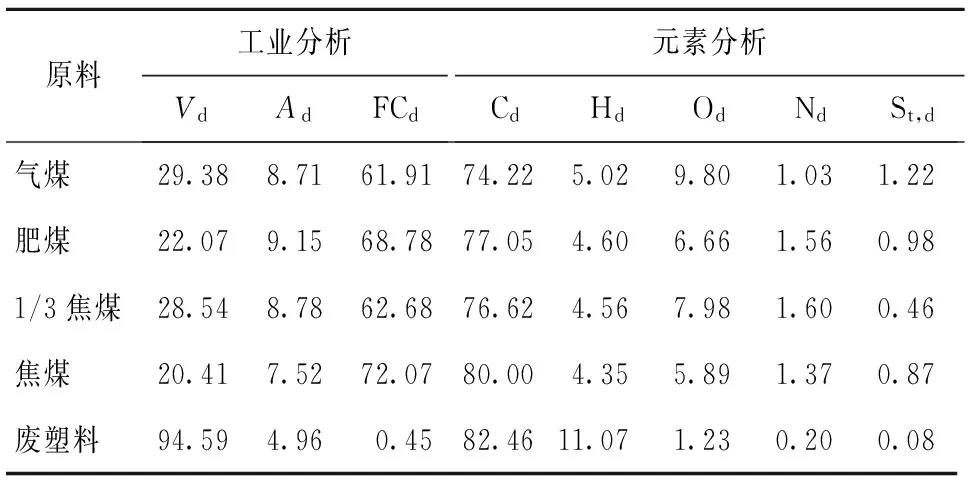
原料工业分析VdAdFCd元素分析CdHdOdNdSt,d气煤29.388.7161.9174.225.029.801.031.22肥煤22.079.1568.7877.054.606.661.560.981/3焦煤28.548.7862.6876.624.567.981.600.46焦煤20.417.5272.0780.004.355.891.370.87废塑料94.594.960.4582.4611.07 1.230.200.08
1.2设备及参数
炼焦实验采用40 kg实验焦炉及控制系统,配套装置为捣固机及焦炭落下实验装置。实验焦炉炭化室内部尺寸(长度×宽度×高度)为550 mm×420 mm×460 mm。其工艺参数为:干煤装入量43 kg/炉,煤料粒度约3 mm,配煤水分10%,加热室温度1 080 ℃,焦饼中心温度900~1 000 ℃,结焦时间18 h。
焦炭冷态强度实验设备包括焦炭落下实验装置、转鼓、标准筛等。转鼓的鼓体为钢板制成的密闭圆筒,无穿心轴。鼓内直径及长度均为1 000±5 mm,鼓壁厚度不小于5 mm,转鼓内壁沿转轴的方向焊接四根100 mm×50 mm×10 mm(高度×宽度×厚度)的角钢作为料板。
焦炭热态强度采用焦炭反应性及反应后强度测试装置进行测试。
1.3方案
用已经破碎的质量分数为1%~ 5%的废塑料代替焦煤添加到配合煤中,均匀混合后加水至水分达到10%,将混合煤样装入铁箱并捣固至密度为1.05 g/cm3。实验方案及配比见表2。
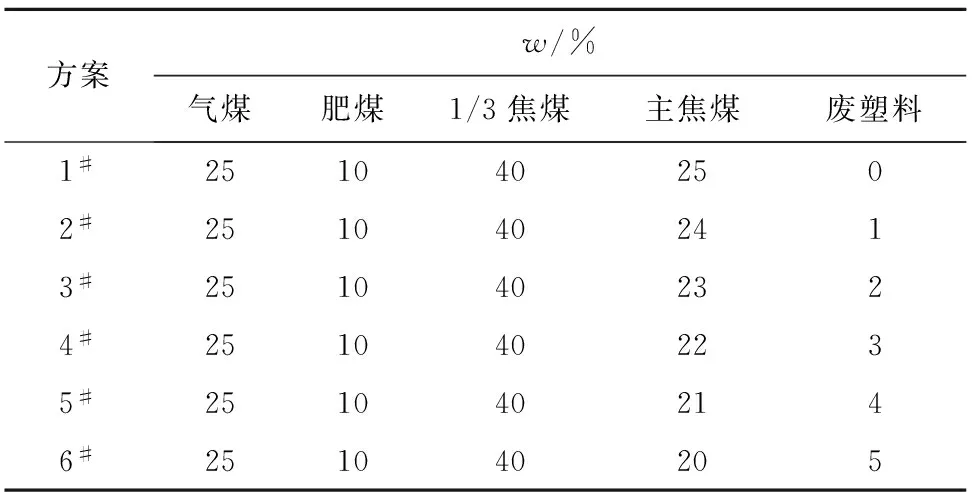
表2 实验焦炉配煤方案
1.4方法
利用40 kg实验焦炉模拟炼焦。炼焦升温制度:装炉温度800 ℃,装炉后要求 0.5 h炉温恢复到 800 ℃,并按 0.7 ℃/min升温至 1 050 ℃,保持恒温。
炼焦结束后计算焦炭和焦油产率,并测试焦炭质量。参照GB/T 2006—2008《冶金焦炭机械强度的测定方法》测定焦炭的抗碎强度(M25)和耐磨性指标(M10);参照GB/T 4000—2008《焦炭反应性及反应后强度试验方法》测定焦炭的反应性(CRI)及反应后强度(CSR)。
将炼焦实验所得焦炭磨碎,制成粒度小于0.1 mm的样品,根据孔结构的测定原理采用比表面积和孔径分布测定仪测定焦炭的比表面积、孔径分布和孔体积。
2 结果与讨论
2.1焦炭和焦油产率
用质量分数(w1)为1%~5%的废塑料代替焦煤与配煤共焦化,得到焦炭和焦油产率,见图1、2。

图1 废塑料添加量对焦炭产率的影响

图2 废塑料添加量对焦油产率的影响
由图1可知,随着废塑料添加比例的增大,焦炭产率呈现逐渐下降的趋势,废塑料质量分数小于3%时,焦炭产率下降不明显,但随着添加量的继续增大,焦炭产率下降幅度增大,当废塑料质量分数为5%时,焦炭产率下降到68.99%。这是由煤与塑料的结构和性质决定的。由原料的工业分析及元素分析结果可知,焦煤具有较低的挥发分和较高的固定碳含量,而塑料具有较高的挥发分和较低的固定碳含量,以废塑料代替焦煤进行炼焦,必然导致焦炭产率下降。
图2给出了用不同添加量的废塑料代替焦煤炼焦后焦油产率的变化情况。可以看出,随着废塑料添加量的增加,焦油产率呈现升高的趋势,当废塑料质量分数超过2%时,焦油产率迅速增加;当废塑料质量分数超过4%时,焦油产率增加趋势趋于平缓;当废塑料质量分数为5%时,焦油产率达到8.81%,比纯煤炼焦(方案1#)焦油产率提高了0.99%。
焦油产率增加的原因是:煤是大分子结构,有大量连接结构单元的桥键,在高温下会热解生成自由基碎片,这些自由基极不稳定,易与氢结合形成稳定的化合物,也易相互结合缩聚形成焦油。塑料是一种高分子聚合物,热裂解过程中,其相应聚合键较焦煤C—C键更易断裂,生成与石油组成类似的烷烃、烯烃、芳烃的液体混合物,当废塑料代替焦煤炼焦时,废塑料生成更多的液相产物,可提高焦油产率。同时,由于废塑料熔点比煤低,先于煤达到熔融状态,熔融的废塑料包裹在煤粒表面,提高了胶质体的流动,降低了二次反应的几率,从而增加焦油产率[6]。2.2焦炭冷态强度
废塑料与配煤混合共焦化所得焦炭,按国家标准测试M25、M10,结果如图3、4所示。
由图3、4可以看出,M25随着废塑料添加量增加,先提高后下降,在废塑料质量分数为3%时取得最大值;M10随着废塑料添加量的增加,逐渐下降,在废塑料质量分数为2%时取得最小值,然后上升。
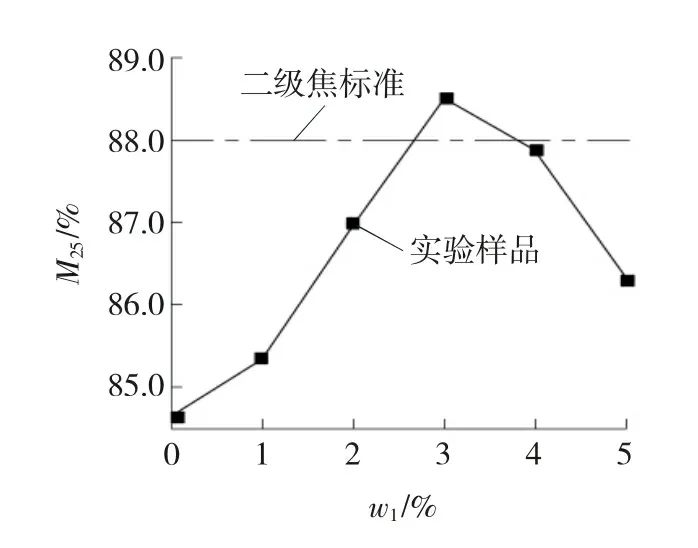
图3 废塑料添加量对焦炭抗碎强度(M25)的影响
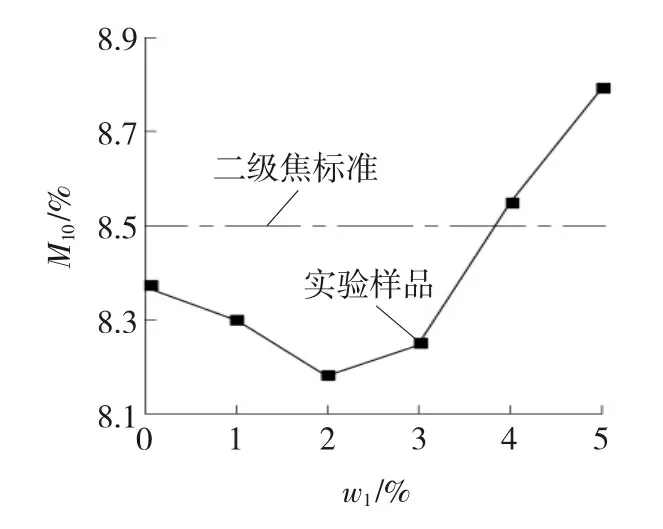
图4 废塑料添加量对焦炭耐磨强度(M10)的影响
出现该情况的原因在于,以小比例添加废塑料时,整个热解系统中生成的胶质体数量能够改善煤粒之间的接触,有利于中间相的发展,提高煤之间的黏结性,使焦炭冷态强度提高;当废塑料添加量超过一定比例后,会使胶质体液相量增加较多,降低了煤的膨胀压力,不利于煤粒之间接触,影响了煤的结焦性能,使焦炭冷态强度下降。因此,用塑料代替焦煤炼焦需控制废塑料的添加量。
由图3、4 还可以看出,随着废塑料添加量的增大,焦炭M25在废塑料质量分数为3%时达到国家二级冶金焦炭质量分级标准,随后M25下降,未能达到二级焦标准。M10在废塑料质量分数为4%以下时可达到二级冶金焦炭质量分级标准,废塑料质量分数超过4%,M10则未能达到二级焦标准。
2.3焦炭热态强度
废塑料添加量对焦炭反应性及反应后强度的影响如图5、6所示。由图5、6可以看出,用废塑料代替焦煤炼焦后,焦炭反应性(CRI)升高,反应后强度(CSR)降低。当废塑料质量分数在3%以下时,焦炭的CRI为34.59%,CSR为50.88%,符合二级冶金焦炭的质量分级标准。
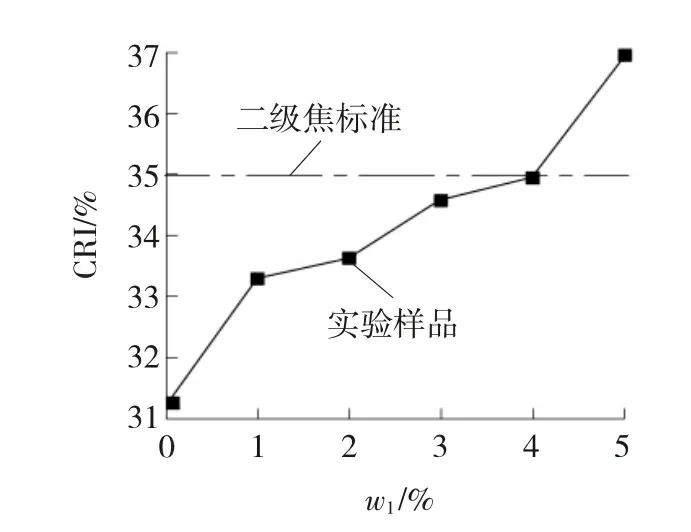
图5 废塑料添加量对焦炭反应性(CRI)的影响
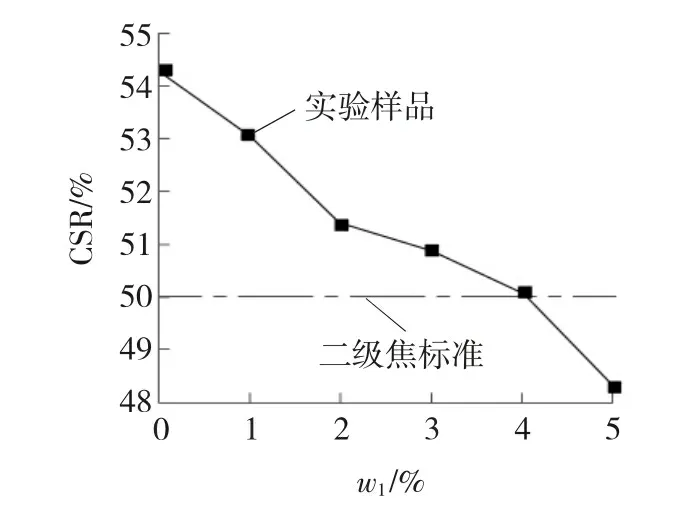
图6 废塑料添加量对焦炭反应后强度(CSR)的影响
用废塑料代替焦煤配煤炼焦后焦炭的反应性升高,热态强度变差。主要原因在于,一方面,废塑料有较高的挥发分,受热后挥发分快速析出,使焦炭的裂纹增加,影响焦炭的反应后强度;另一方面,在煤与废塑料共焦化的过程中,废塑料比煤先熔融形成缩体,这时废塑料体积缩小,在煤与废塑料之间形成一定空隙,促使废塑料中大量挥发分不断冲破胶质层析出,造成焦炭孔隙增多,导致CO2深入焦炭内部,从而使焦炭的反应性升高,而反应后强度降低。2.4焦炭孔结构特征
焦炭是一种具有发达孔隙系统的脆性体,它由气孔壁、气孔和裂纹组成。焦炭的气孔除可由肉眼直接看到的大气孔(>100 μm)外,大部分为20~100 μm的中气孔和<20 μm的小气孔。小气孔占焦炭全部气孔的孔体积比例虽不大,但其表面积约占全部气孔表面积的90%,对焦炭的性质影响很大。因此,实验采用比表面积和孔径分布测定仪测定了100%配煤、添加3%废塑料和添加5%废塑料所得焦炭的比表面积、BJH法孔体积、BJH法平均孔径,结果如表3所示。不同样品的孔径分布如图7所示。

表3 焦炭的孔结构
由表3可以看出,添加废塑料炼焦后,焦炭的比表面积下降,添加3%废塑料后焦炭的比表面积由8.196 3 m2/g下降到3.252 4 m2/g,明显减少,而添加5%废塑料后焦炭的比表面积继续下降到1.194 6 m2/g;添加废塑料后焦炭的平均孔径比无添加时显著增大,但废塑料质量分数分别为3%和5%时,平均孔径差别很小。添加废塑料后焦炭的总孔体积是下降的。

图7 焦炭的孔径分布
由图7可以看出,未添加废塑料时,焦炭的孔径分布集中在40~65 nm之间,孔径分布比较窄;添加3%废塑料后,焦炭的孔径分布变宽,多分布在65~100 nm之间;当添加5%废塑料后,焦炭的孔径分布曲线已经趋于平直,孔径在40~130 nm之间均有大量分布,说明焦炭中大孔数量增多,且孔径分布不均。这就会导致焦炭与CO2反应时易被侵蚀,气孔壁因气孔大小不一易被贯通,造成焦炭的热性能指标变差,这与添加废塑料导致焦炭反应性逐渐增大的结论一致。同时,由图7还可以看出,废塑料添加比例越大,焦炭的孔径分布越不均匀,对焦炭质量的影响就越大,因此,废塑料的添加量不宜过大。
由上述分析可知,为降低生产成本,同时保证所生产的焦炭符合二级冶金焦炭指标,废塑料代替焦煤炼焦的添加量宜控制在3%以下。
3 结 论
(1)以废塑料代替焦煤配煤炼焦,随着废塑料添加量的增大,焦炭产率呈现下降的趋势,焦油产率逐渐增加。
(2)随着废塑料添加量的增加,M25先提高后下降,在废塑料质量分数为3%时取得最大值;M10逐渐下降,在废塑料质量分数为2%时取得最小值,然后上升;CRI升高,CSR降低,但废塑料质量分数在3%以下时,焦炭符合国家二级冶金焦炭质量分级标准。
(3)添加废塑料后焦炭的孔径分布变宽且不均,导致焦炭的反应性升高。
(4)为降低生产成本,同时保证所生产的焦炭符合二级冶金焦炭指标,废塑料代替焦煤炼焦的添加量宜控制在3%以下。
[1]田辉. 通过煤质改性提高非炼焦煤在炼焦过程中用量的试验研究[D]. 重庆: 重庆大学, 2009.
[2]汤桂兰, 胡彪, 康在龙, 等. 废旧塑料回收利用现状及问题[J]. 再生资源与循环经济, 2013, 6(1): 31-35.
[3]COLLIN G. Co-coking of coal with pitches and waste plastics[J]. Fuel Processing Technology, 1997, 50(2/3): 179-184.
[4]李保庆, 张碧江, 田福军, 等. 废塑料在煤-焦炉气共热解中的增油减水效应[J]. 燃料化学学报, 1999, 27(5): 385-388.
[5]徐君, 孙秀环, 付强, 等. 加废塑料配煤炼焦的产品产率和性能研究[J]. 冶金能源, 2004, 23(6): 13-15.
[6]李文, 田福军, 李保庆. 塑料与煤低温共焦化产物分析[J]. 中国矿业大学学报, 2000, 29(2): 155-159.
(编辑荀海鑫)
Effect of co-carbonization of coal/plastic in coke oven on coke quality
XIELiping,ZHOUGuojiang,WUPeng,WEILiguo
(School of Environmental & Chemical Engineering, Heilongjiang University of Science & Technology, Harbin 150022, China)
Aimed at reducing the amount of coking coal in blending coking and improving the utilization rate of waste plastics, this paper is concerned specifically with an effort to replace a certain proportion of coal and coking coal with waste plastics to perform co-carbonization in 40 kg experimental coke oven, and investigate the law underlying the consequent variation in coke and tar yield and coke strength. The investigation suggests that the replacement of coking coal with waste plastics with a mass fraction of anywhere from 1% to 5% gives rise to the following changes: a decrease in the coke yield, an increase in the tar yield, an initial increase and subsequent decrease inM25, an initial decrease and subsequent increase inM10,and an increase in coke reactivity, but a decrease in relative strength following the reaction; the addition of waste plastics of less than 3% allows the cold strength and hot strength of coke to remain up to the secondary standard of metallurgical coke for the grading index of national metallurgical coke quality. The study may serve as a reference for relative industrial production.
coal; waste plastics; coking; coke quality
2013-12-25
黑龙江省科技攻关计划项目(GZ11A402);黑龙江省应用技术研究与开发计划项目(GC13A112)
解丽萍(1982-),女,黑龙江省鸡西人,助理研究员,硕士,研究方向:煤化工,E-mail:503752862@qq.com。
10.3969/j.issn.2095-7262.2014.03.005
TQ520.62
2095-7262(2014)03-0242-05
A
猜你喜欢
中国化肥信息(2022年7期)2022-08-31
山西化工(2022年2期)2022-05-12
山西化工(2022年2期)2022-05-11
山西焦煤科技(2022年12期)2022-02-14
昆钢科技(2021年1期)2021-04-13
中国煤炭工业(2019年1期)2019-06-17
测控技术(2018年4期)2018-11-25
中国资源综合利用(2016年4期)2016-02-08
中国资源综合利用(2016年5期)2016-02-03
橡塑技术与装备(2015年16期)2015-07-17
