大气等离子喷涂制备Al2 O3阻氚渗透涂层研究
2014-10-29 02:04:42商学来
热喷涂技术 2014年1期
商学来
(辽宁建筑职业学院,辽阳 111000)
核能作为一种零排放的清洁能源,其高效可持续利用一直是我国重要的能源战略之一。目前正在发展的高温气冷堆、可控热核反应堆等先进的核能利用装置,反应堆中的氚在大多数金属材料中具有强的渗透性,不仅会造成反应堆部件腐蚀、脆化,还可能对环境造成放射性污染[1-2]。氚在一些陶瓷材料中渗透速率比在金属中低几个数量级,在低渗透率不锈钢表面制备陶瓷阻氚渗透涂层(Tritium Permeation Barrier, TPB),可在保证材料结构性能的同时抑制氚渗透,是公认的储氚问题解决方案,已成为国际上核能领域的一个研究热点[3]。
目前,研究的阻氢渗透涂层材料主要包括氧化物涂层、铝化物涂层、钛基陶瓷涂层和硅化物涂层四类[4~7]。其中,Al2O3涂层由于具有高温性能稳定、阻氚效果好、耐辐照等优点,被认为是高温综合使用性能最好的阻氚涂层材料[8],涂层的主要制备方法有物理气相沉积、双层辉光离子渗、离子束辅助沉积、化学气相沉积法、热浸铝等[9]。而沉积效率高、可控性好的大气等离子喷涂技术在Al2O3防氚渗透涂层制备方面的研究仅有少量报道。
本文选用喷雾干燥方法制备Al2O3喷涂粉末,NiCrAlY作为粘结层,采用大气等离子喷涂的方法在316L不锈钢上制备了Al2O3/NiCrAlY涂层,并对涂层的防氢渗透性能进行研究。
1 实验
1.1 涂层制备
将亚微米级Al2O3粉末、PVA和离子水球磨混合8h,配置喷雾干燥浆料。浆料中PVA的含量为0.9%,Al2O3的含量为65%。然后采用LGZ-8型离心喷雾干燥机(无锡东升机械厂)进行喷雾干燥制粒,干燥机的进口温度为300℃,出口温度为150℃,离心雾化盘转速为10000r/min。将收集的粉末在1250℃烧结2h,得到Al2O3造粒粉末。
采用美国ZB-80K型等离子喷涂系统制备涂层,基材采用316L不锈钢。喷涂前先对基材进行喷砂粗化处理,然后喷涂NiCrAlY(Amdry 9624)作为粘结层,最后喷涂Al2O3涂层,喷涂距离均为95mm,功率分别为39kW和52kW。
1.2 样品表征与测试
采用德国Bruker公司D8 Advance X衍射分析仪对制备的Al2O3粉末的物相进行分析。Cu靶Kα射线,波长为0.15406 nm,扫描角度(2θ)为10~80(º)。采用Quanta 200FEG场发射环境扫描电子显微镜(FESEM)对粉末的形貌和涂层的微结构进行观测。粉末的流动性及松装密度测试参照ASTM标准中的陶瓷粉末的流动性及松装密度进行,采用霍尔流速计。采用粘结拉伸法在UTM6000万能试验机上对涂层的结合强度进行测试,试样尺寸为Φ25mm×50mm。涂层的孔隙率采用电子探针图像分析软件进行测试分析。涂层的氚扩散系数测试采用气相渗透方法[10],用氢模拟氚进行研究,氢气压力为1MPa,涂层有效面积为Φ50mm2,测试温度为600℃。
2 结果与讨论
2.1 粉末及涂层微观结构分析
图1是喷雾干燥制备的Al2O3造粒粉末在1250℃烧结2h后的扫描电镜照片。从图1可以看出,Al2O3一次颗粒粒径在1μm左右,造粒粉末颗粒完整,总体表面平整,粒度在10~30μm。经测试,Al2O3造粒粉末的松装密度为1.63g/cm3,流动性为63s/50g,满足等离子喷涂的要求。
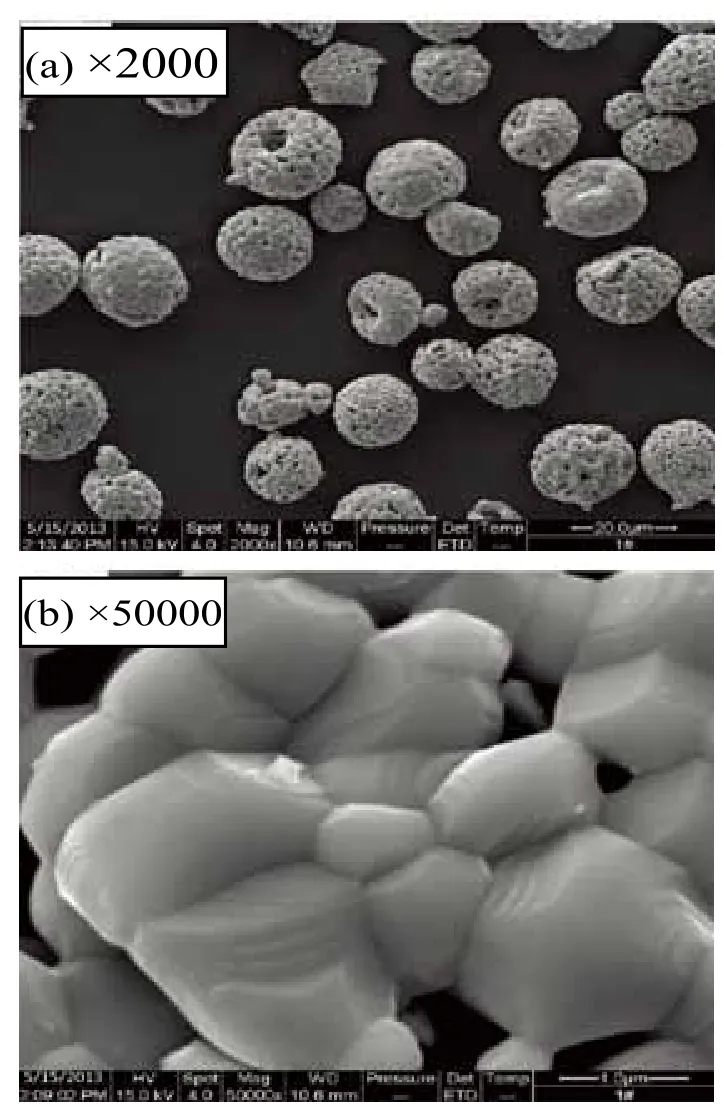
图1 Al2O3造粒粉末的FESEM照片Fig.1 FESEM micrograph of Al2O3agglomerated powders: (a) ×2000;(b) ×50000
离子喷涂制备的Al2O3涂层的截面扫描电镜照片如图2所示。从图中可以看出,Al2O3层和NiCrAlY粘结层的厚度分别为38μm和80μm,各层界面处结合良好,没有明显的裂纹存在。两种涂层中均存在一定的孔隙,分析表明,Al2O3层和NiCrAlY层的孔隙率分别为7.1%和5.4%。这是由于陶瓷粉末熔点较高,且热导率低,喷涂过程中难以充分熔化,在喷涂沉积过程中熔融颗粒之间彼此重叠不充分,从而在涂层中形成较多孔隙。NiCrAlY金属粘结层的熔点低,尽管所采用的喷涂功率较低,金属粉末在喷涂过程中熔融也比较充分,所以粘结层中的孔隙相对要少。
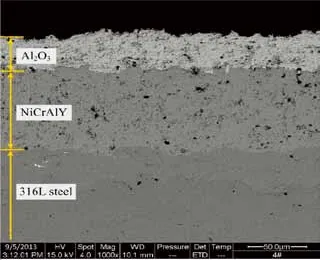
图2 等离子喷涂制备的Al2O3涂层截面的FESEM照片Fig.2 FESEM images of the cross-section of Al2O3 coating
2.2 粉末及涂层物相分析
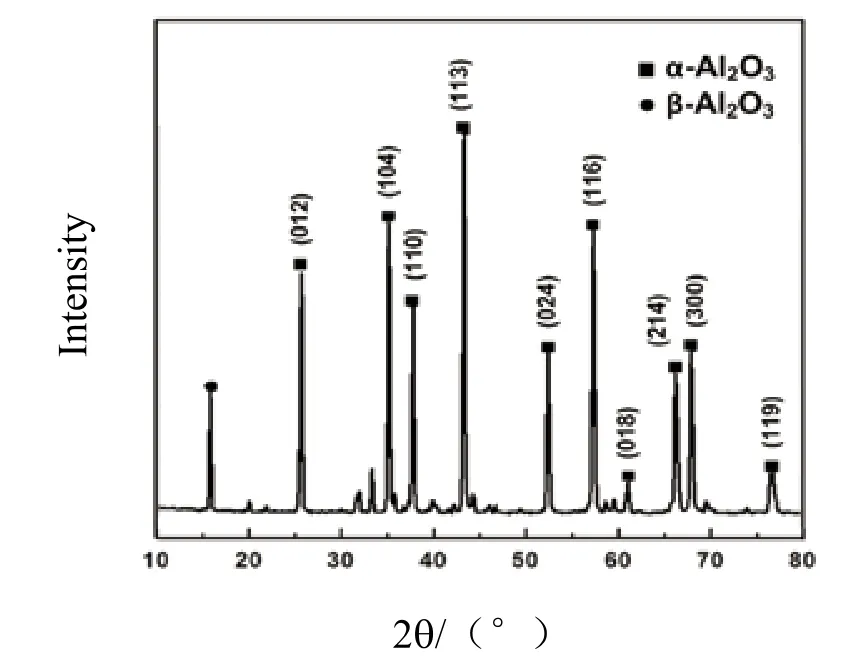
图3 在1250℃焙烧2 h后的Al2O3造粒粉末的XRD图谱Fig.3 XRD pattern ofAl2O3 agglomerated powder calcined at 1250℃ for 2 h
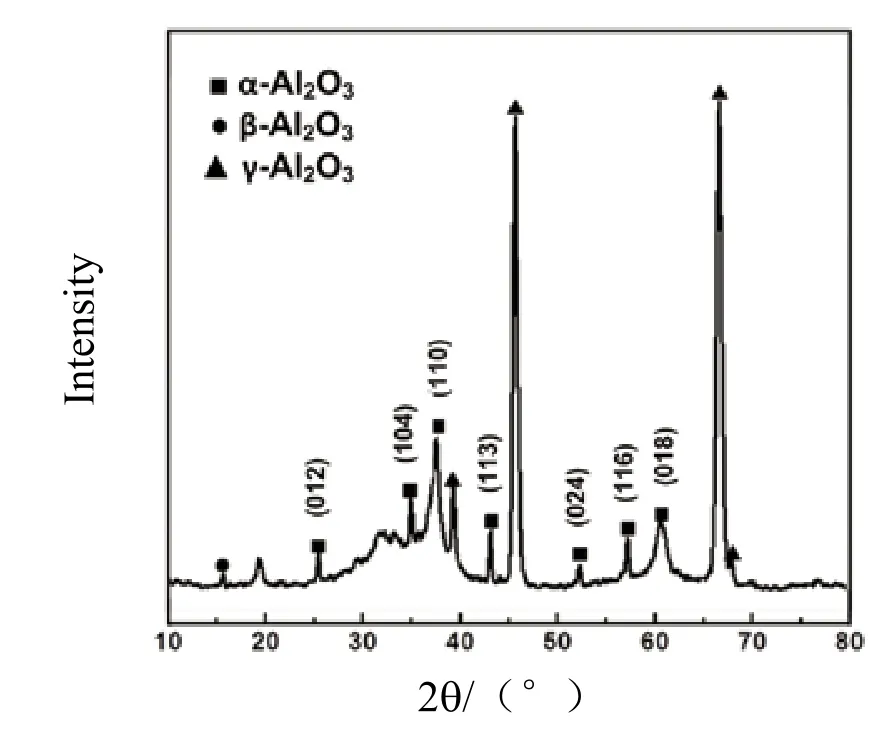
图4 等离子喷涂制备的Al2O3涂层的XRD图谱Fig.4 XRD pattern of Al2O3 coating prepared by APS
Al2O3造粒粉末和涂层的X-射线衍射(XRD)分析结果如图3和图4所示。从图中可以看出,Al2O3粉末由α-Al2O3和β-Al2O3组成;而经过等离子喷涂后,涂层中α-Al2O3和β-Al2O3的(012)、(104)、(113)等主峰强度明显减弱,(214)、(119)等衍射峰消失,并出现两个较强的γ-Al2O3衍射峰,涂层组成α-Al2O3和γ-Al2O3为主。这主要是由于在等离子喷涂过程中,涂层的沉积处于一种快速凝固过程,颗粒处于过冷状态,满足均匀成核条件。而γ-Al2O3的临界成核自由能比α-Al2O3和β-Al2O3低,易于成核,所以等离子喷涂过程中,α-Al2O3和β-Al2O3经熔融急冷后部分转化成γ-Al2O3亚稳相。
2.3 涂层结合强度测试
涂层与基体结合强度是指单位面积的涂层从基体上剥落下来所需的拉力。本文采用粘结拉伸法测量涂层的结合强度σb(MPa),可按下式计算:

式1中,P为喷涂层被拉断时的外加载荷(N),D为试样棒的直径(mm)。图5为涂层拉伸试样断口形貌的照片。由图5可以看出,涂层的破坏方式均是沿着Al2O3涂层与NiCrAlY粘结层的界面剥离,说明两者以机械结合为主,其结合界面是涂层体系中的最薄弱环节。
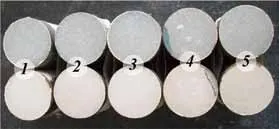
图5 Al2O3涂层拉伸试样断口形貌照片Fig.5 Fracture of Al2O3 coating tensile samples
表1为Al2O3涂层体系结合强度的测试结果。由表1可知,Al2O3层和NiCrAlY层之间的平均结合强度为34.7MPa,说明Al2O3涂层体系各层界面具有较好的结合强度。

表1 Al2O3涂层结合强度Table 1 Adhesion strength of Al2O3 coatings
2.4 涂层阻氢性能测试
图6为喷涂Al2O3涂层的316L不锈钢与单一316L不锈钢试样在600℃时的氢渗透动力学曲线,其横坐标为氢渗透时间,纵坐标为氢渗透通量。从图5可以看出,单一316L不锈钢和带有Al2O3涂层的316L不锈钢试样的氢渗透通量均随着测试时间的增加而增大,并趋于一个稳定值,两种样品的稳态渗氢通量分别为 1.59×10-7mol·m-2·s-1和1.28×10-5mol·m-2·s-1。
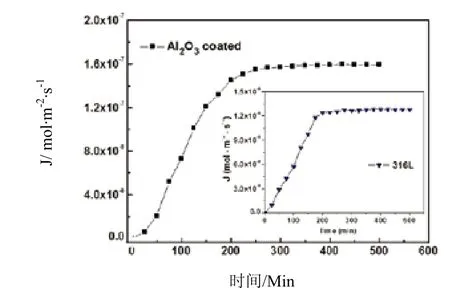
图6 600℃时喷涂Al2O3涂层的316L不锈钢与单一316L不锈钢样品的氢渗透动力学曲线Fig.6 Kinetic curves of hydrogen permeation of non-coated and Al2O3 coated 316L stainless steel specimens with holding time in air at 600℃
试样的稳态渗透率可以通过公式2计算:

式 2 中,Φ 为氢的渗透率(mol·m-2·s-1·Pa-1/2),J∞为稳态渗氢通量(mol·m-2·s-1),P 为样品室氢气压力(Pa),L为样品厚度(m),S为渗透面积(m2)。根据公式2计算可知,600℃时316L不锈钢和Al2O3涂层的氢渗透率分别为3.85×10-12mol·m-2·s-1·Pa-1/2和 1.95×10-8mol·m-2·s-1·Pa-1/2,Al2O3涂层的阻氢渗透因子为5065,氢渗透率降低3个数量级,说明等离子喷涂制备的Al2O3涂层具有良好的阻氢氚渗透效果。
3 结论
(1)采用喷雾干燥方法制备了的以α-Al2O3为主相的Al2O3造粒粉末,粉末的松装密度为1.63g/cm3,流动性为63s/50g,满足等离子喷涂的要求。
(2)采用等离子喷涂的方法在316L不锈钢上制备了Al2O3/NiCrAlY涂层,喷涂后的Al2O3涂层以α-Al2O3和γ-Al2O3为主相;Al2O3层和NiCrAlY层之间的平均结合强度为34.7MPa,涂层体系各层界面具有较好的结合强度。
(3)600℃时等离子喷涂制备的Al2O3涂层的阻氢渗透因子为5065,氢渗透率降低3个数量级,Al2O3涂层具有良好的阻氢渗透效果。
猜你喜欢
红领巾·探索(2022年5期)2022-06-02 22:32:46
山东陶瓷(2021年5期)2022-01-17 02:35:46
山东陶瓷(2021年5期)2022-01-17 02:35:44
磷肥与复肥(2021年3期)2021-12-26 06:03:43
中国化肥信息(2021年5期)2021-07-28 07:05:04
陶瓷学报(2021年1期)2021-04-13 01:33:08
中华养生保健(2020年7期)2020-11-16 01:13:40
中成药(2018年1期)2018-02-02 07:20:14
焊接(2016年1期)2016-02-27 12:57:53
中国卫生标准管理(2015年15期)2016-01-15 02:58:43