新疆水利工程闸门制作工艺主要技术探究
2014-10-25 09:55路彬
黑龙江水利科技 2014年10期
路 彬
(新疆汇通水利电力工程建设有限公司,乌鲁木齐830000)
0 引 言
水工闸门制作工艺技术越来越先进,在水利工程建设中,对其制作技术提出的要求也随之提高,但水工闸门在不同的水利工程中也存在很大区别,会因为闸门的型号、尺寸和规格等方面的因素对水利施工过程产生不同的影响,又因为在实际操作中,闸门的安装条件很复杂,因此对水工闸门的制作要求也就更加严格[1-2]。
目前中国的多数大中型水利工程建设中多采用弧形闸门、人字闸门、反弧门和平面闸门等设计形式,但针对水利工程项目都存在差异,对不同的工程就采用不同的闸门形式。
文章就新疆某一水利工程中采用了平面闸门的设计形式,对平面闸门的制作工艺展开了分析。
1 工程概况
新疆某水电站装机容量为3 200 MW,单机容量为45 MW,水库年发电量为63.9 亿kW·h,电站的正常水位137 m,水库的总库容量为53.6 亿m3,防洪库容量为23.6 亿m3。
水电站的调节水库水位的挡水泄洪装置是9 套表孔平面闸门,分上、中、下3 根主横梁和左后两边各一根纵梁的结构。
泄洪闸门的设计规格是20.0 m ×18.6 m,单孔门叶重320 t,埋件重53 t,闸门的pH 值为6 425,在闸门的分类中属于超大型的平面闸门,但在这个闸门中存在2个制作技术难点:闸门的结构复杂,焊接难度大和对闸门的制作精度要求高。
1.1 闸门的结构复杂,焊接难度大
该水电站的平面闸门外形尺寸为20.3 m ×18.6 m,闸门分为6 节,每节有两根主根,闸门的最后一节因为受到的阻力较大而设计为封闭式的箱形结构,又将闸门的边梁设计为双腹板结构,导致焊接难度加大。
尤其是将主梁插入边梁的腹板内,在进行整体拼装时,又会将分节的内腹板插入到主梁之间,就造成在焊接过程中,因焊接难度过大而使内腹板与主梁之间产生焊接裂纹。
1.2 对闸门的制作精度要求高
闸门制作精度的高要求体现在3个方面:
1)因该闸门的止水装置是设置在迎水面上,所以要求闸门的厚度尺寸误差要<3 mm。
2)闸门材质为ZG35GrMo,在调制之后,踏面的硬度要为420 ~450HBS,其中,非淬火层的硬度为290HBS,淬火深度≥20 mm,淬火层与非淬火层之间要均匀过渡。
3)闸门度是18.6 m,需要承压板所对的止水封面的垂直度≤2 mm。
针对上述闸门制作技术难点,在闸门的制作过程中,为了达到工程设计要求,在工艺、技术等方面就要进行控制和技术实践。
2 平面闸门制作工艺流程
平面闸门制作工艺流程主要有以下8 项:工艺流程、主梁、边梁和T 形隔板制作、面板制作、定轮装置的制作、吊耳装置制作、闸门门体焊接、门体的组装和边梁的安装。
2.1 工艺流程
平面闸门主要由主梁、边梁、门业面板、定轮、纵向T 形隔板等构件组成[3]。工艺流程图见图1。其主要制作工艺如下:
2.2 主梁、边梁和T 形隔板制作
加工设备:数控切割机、刨边机、埋弧自动焊机、超声波探伤仪和H 梁翼缘矫正机。
制作程序:钢板平板→下料切割→焊接加工→组装零件→焊接→矫正
制作方法:
1)在闸门的主梁工艺制作中,先将主梁设计为工字形主梁形式,放入H 型组立机上完成对钢板的定位,然后将液压夹紧,可以将定位、液压、焊接和输送同时完成。其中,焊接用龙门式H 型钢自动焊机完成,矫正用H 型钢翼缘矫正机完成。

图1 工艺流程图
2)在闸门的边梁和T 型隔板制作中,也是用H型组立机进行定位,用龙门式H 型钢自动焊机完成焊接。
3)用H 型钢翼缘矫正机完成矫形。
但在制作过程中,要注意:
1)点焊时所用的焊条要与母材配套,点焊长度与间隔要均匀。
2)主梁和边梁与腹板在焊接时要对焊缝作探伤检查,用刨边机加工[4]。
因为次梁是H 型钢,所以切割时要用H 型钢切割机,断头要修磨平整,接头要用坡口焊接,并要焊透。
2.3 面板制作
制作设备:半自动切割机、刨边机、超声波探伤仪、埋弧自动焊机。
制作程序:钢板平板→下料切割及拼板设计→用坡口机接头加工→焊接→矫形。
制作方法:在面板拼接时,不要进行十字焊缝,拼接接头处用刨边机进行加工,要避开面板与梁的焊缝,对焊缝要做探伤检查。
2.4 定轮装置的制作
制作设备:数控切割机、直流焊机、探伤仪、龙门刨。
制作程序:下料切割→焊接加工→组装零件→焊接→矫形→划线镗轴孔→轴承装配→定轮。
2.5 吊耳装置制作
制作设备:数控切割机、直流焊机、探伤仪、镗铣床
制作程序:下料切割→焊接加工→吊耳强板组焊→吊耳配件装置→焊接→矫形→探伤检查→镗孔→门体组装焊接。
制作方法:将吊耳做成n 形,吊耳腹板与主梁间的坡口要打磨平整,清扫干净,吊耳板与门体在组装焊接后,要进行超声探伤检查。
2.6 闸门门体焊接
由于门体具有对称性,而且对称性很强,所以在焊接时要严格分段,注意对称性,采用跳焊的方式,焊工要对应地同时进行焊接,才不会使焊接变形。门体在整体焊接时,先对焊缝焊接,使闸门连在一起,成为一个整体。焊接顺序:先对边梁的翼板与面板焊接,然后对主梁和边梁的T 字形腹板焊接,之后将面板与主梁的角缝焊接,最后将隔板和主梁、面板及其他焊接到一起。如果焊缝>600 mm,就要分段焊接。对于立缝,如隔板与主梁之间的腹板缝,要自下而上,先焊下部,再焊上部。这样就可以保证边梁和门体凸向迎水面。
2.7 门体的组装
闸门门体组装,就是把主梁和隔板安装到面板上,然后与边梁连接到一起。首先进行面板找平,这对门体的组装质量是有直接影响的。如何进行面板找平,具体方法是:面板在焊接矫形之后,搁置在专设的平台上,通过用水准仪将面板调平,其中测点要足够,水平间的差值≤0.6 mm。控制好面板四角的不吻合值,这也是对闸门制作质量的保障。
2.8 边梁的安装
在安装前,要对门体对角线的4个基准点做好标记,然后将边梁与之对齐,先粗调,然后精调将其中一根边梁焊接固定,之后与此边梁对称,精调焊接好拎一根边梁,其中,要将对角线差和中心距离控制在所要求的范围之内。
3 平面闸门制作中注意事项
3.1 摩擦性能
为了对轴承在平面定轮闸门使用条件中达到良好的摩擦和磨损性能,在安装使用前要在模拟摆动试验机上进行测试。其中摩擦副为48 钢,硬度为HRC40-43. 摩擦系数见表2,实验结果见表3。

表2 摩控系数
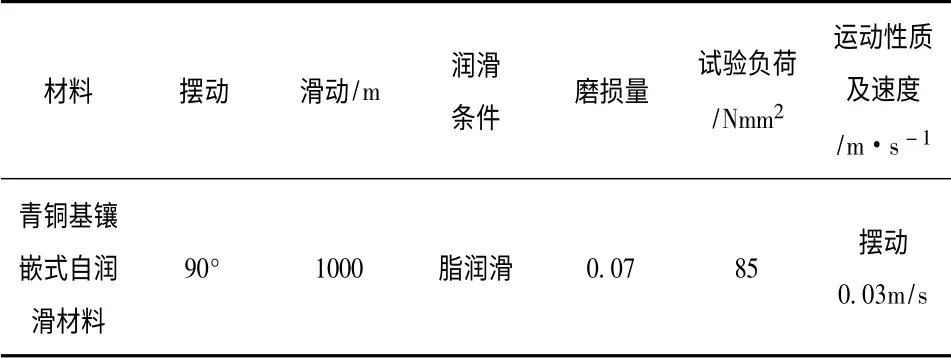
表3 磨损试验结果
3.2 承载能力
轴承要承受径向荷载和轴向荷载,因此要求轴承要具有很高的承载能力,通过试验获得径向荷载值,见表4。
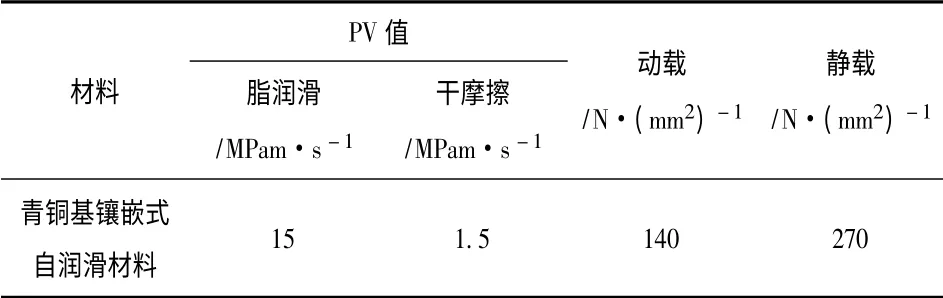
表4 径向荷载值
4 结 语
总之,在水工闸门的制作过程中,一定根据实际的工程情况来设计图纸,合理、准确地计划制作方案和制作步骤。同时,在施工中要注意焊接技术的质量控制,这对水工闸门的施工质量非常重要,保证闸门制作过程中每一步的施工质量,才能保证水工闸门的整体性能。
[1]李娟,赵书杰. 浅谈弧形闸门的制作工艺[J]. 科技资讯,2012(29):37-39.
[2]姜涛. 浅谈施工进度控制——以水利工程钢闸门制作为例[J]. 内蒙古水利,2012(04):131-132.
[3]巨成. 白莲崖水库弧形闸门安装过程及质量控制研究[J]. 现代商贸工业,2010(19):376-377.
[4]蒋晓峰,蒋雪梅,高峰,等. 加筋钢丝网水泥面板梁式闸门的设计制作与安装[J]. 现代农业科技,2011(19):272,276.
猜你喜欢
锻压装备与制造技术(2022年2期)2022-05-11
日用电器(2021年6期)2021-07-19
轨道交通装备与技术(2021年3期)2021-07-15
中国科技纵横(2019年17期)2019-12-02
日用电器(2019年8期)2019-09-03
城市道桥与防洪(2019年5期)2019-06-26
焊接(2016年1期)2016-02-27
西南军医(2016年3期)2016-01-23
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18