
大功率船用变速箱锻件超声波探伤缺陷的评定及质量分级
2014-10-25 05:22项广慧
无损检测 2014年5期
项广慧
(杭州萧山质量计量监测中心,杭州 311200)
GW系列船用变速箱生产技术,是20世纪80年代从德国某公司引进的。该变速箱产品中绝大多数是齿轮及轴类零件,毛坯以锻件为主,外形尺寸和重量较大。传递功率达到2 000马力以上。
为确保变速箱品质,需对齿轮及轴类锻件进行超声波探伤。德方(引进方)对该类齿轮和轴锻件的超声波探伤质量验收标准规定:锻件的任何部位均不得有超过φ2mm平底孔当量的缺陷。可是目前,钢铁冶炼水平和锻造企业生产技术水平均达不到此要求。如果按照这个标准进行质量验收,大约50%的锻件是不能通过验收的。
笔者通过仔细分析这些不合格的锻件,发现锻件出现问题的区域具有一定的规律性,主要集中于齿轮及轴类零件的芯部。
计算表明零件芯部区域受力不大,适当的降低其质量要求,对整机的质量影响很小。为此,笔者根据锻件各个部位受力大小不同,对各个部位的质量要求作出不同的规定。
新的质量验收规范规定:齿轮或轴关键的受力部位不降低产品引进时的质量要求,但对同一零件的次要区域或部位可适当降低材料的质量等级。
1 齿轮锻件的缺陷评定和定级
对齿轮锻件,如圆柱(外齿套)齿轮、内齿圈这类零件(检测区域划分见图1)的超声探伤验收要求如下:
(1)轮齿部分按A区检验要求,中心孔周围按B区检验要求。
(2)轮齿部分A区为3倍齿高,中心孔周围B区为0.2d宽度圆周范围。
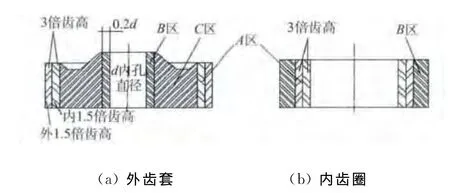
图1 外齿套、内齿圈检测区域划分
(3)齿高3倍A区范围内分外1.5倍齿高和内1.5倍齿高。
(4)对各区许用缺陷的当量大小和数量作出相应规定:①齿部最大许用缺陷为φ2mm平底孔当量。② 轮辐部位(C区)许用当量缺陷为φ6mm平底孔当量(裂纹除外)。
2 无轮齿轴锻件的缺陷评定和定级
对无轮齿轴锻件,如无轮齿轴(输入轴、传动轴、输出轴)的超声探伤验收要求如下:
(1)探伤的区域划分如图2。① 自外圆起向内至R/3(R为锻件被测半径)之内为Ⅰ区。② 当R/3≤50mm时,均以自外圆起向内50mm深为Ⅰ区。③其余部位为Ⅱ区。

图2 无轮齿轴检测区域划分
(2)各区规定相应的缺陷等级。
(3)根据轴类工作负载受力情况划分不同区域,对不同区域的缺陷当量大小及数量做一般规定:Ⅰ区域和当量大小φ2~3mm,Ⅱ区域和当量大小φ 2~5mm;轴身,传动端,非传动端允许缺陷数量分别为4,1,3个;Ⅰ,Ⅱ区允许缺陷总数量均为8个。
3 结语
实践证明,根据大型锻件不同部位承受负荷不同而制定相应质量验收标准的做法是可行的。采用该验收标准后,锻件的合格率从50%左右上升到85%以上,合理地利用了材料,避免了材料的浪费。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
一重技术(2021年5期)2022-01-18
化工管理(2021年7期)2021-05-13
国际放射医学核医学杂志(2020年4期)2020-07-27
世界有色金属(2019年7期)2019-06-11
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
制造技术与机床(2017年8期)2017-11-27
北京航空航天大学学报(2017年5期)2017-11-23
大型铸锻件(2017年2期)2017-03-28
