
煤矿胶带机胶带跑偏的原因分析及处理措施
2014-10-15 09:14:34刘光明
机电信息 2014年18期
刘光明
(山西新景矿煤业有限责任公司职工学校,山西 阳泉045008)
0 引言
当前,煤矿矿井中生产出的煤炭与矸石的运输主要是通过采区、掘进、开拓的运输巷道与煤炭的运输巷道上安装的胶带运输机来完成的,因而胶带运输机的正常运转与煤矿的生产效率息息相关。要想进一步提高煤矿的生产效率,就要确保胶带运输机的工作效率。然而,当前各大矿井中使用的胶带运输机普遍存在胶带跑偏的问题,如果不及时处理,不仅会损坏胶带,还会制约运输机的工作效率,甚至引发重大安全事故。
1 运输机胶带跑偏的原因
运输机胶带跑偏大致有以下几种原因:
(1)胶带两边出现张力差,造成胶带向拉力大的方向跑偏。
(2)胶带两边出现高度差,造成胶带向高的一方跑偏。
(3)托辊没有安装在胶带运行方向的垂直面上,造成胶带向较后的那端跑偏。
1.1 安装不规范导致的胶带跑偏
对于胶带运输机的正常运转来说,安装人员严格遵照安装步骤与规范操作进行安装是非常重要的,即使是微小的失误都有可能影响胶带运输机安装的精准度,造成胶带跑偏。通常安装导致胶带跑偏的原因有:
(1)机架不正。安装运输机时要保证机架两边的高度一致,高度的检验一般是通过机架的中心线来完成的,只要中心线歪斜,机架必定不正,如果机架不正,胶带就会跑偏。由于机架是整个运输机的支撑,其固定后,运输机的所有调整都比较困难,所以如果胶带跑偏是由机架不正造成的,日后煤矿的生产一定会受到严重影响。
(2)托辊组不正。胶带运输机的安装要求托辊组的中心线与运输机机架的中心线间的对称度要小于等于3.00mm,且托辊的上部要保持在同一水平面(倾斜面)上。由于实际安装托辊时会受到场地的限制,所以托辊的上部不可能完全与要求吻合,进而有可能造成胶带跑偏。
(3)滚筒位置不正。安装滚筒时如果没有遵照安装要求,就会导致滚筒发生轴向窜动或者是滚筒两侧滚动不一致,造成滚筒的安装位置不垂直于运输机的胶带中心线(纵向),或者说滚筒的轴线不平行于胶带的水平面,进而使胶带向胶带所受外力的合力的方向跑偏。
(4)接头不平。胶带运输机的接头分为机械接头与硫化接头,安装时不管是使用哪种接头,都要确保接头处的平整,若接头不平,运输机投产后,胶带两边的拉力就不均衡,就会导致胶带跑偏。通常接头不平导致的跑偏表现为运转到哪儿,哪儿就跑偏。
1.2 运转时的胶带跑偏
胶带运输机投产后会发生许多问题,其中大部分是跑偏,具体表现为:
(1)机械振动造成的跑偏。通常煤矿的地理环境都比较特殊,生产过程中很难回避机械的振动,且振动和胶带的运行速度、跑偏次数呈正比,也就是胶带运行得快,振动得就厉害,机械振动越厉害,胶带跑偏次数也就越多。
(2)托辊造成的跑偏。生产过程中,由于煤炭容易发生物理分解,分解后的碎屑容易和空气中的水分、灰尘结合成新的较具黏性的物质,并容易粘在托辊上,导致托辊逐渐变粗,进而使胶带两边产生张力差,这就会造成胶带跑偏。
(3)胶带受力不均造成的跑偏。一般遵照安装要求安装好的胶带运输机,调试后是可以直接投产的,如果其出现空载运转正常、负载运转跑偏的现象,就说明运输机的胶带受力不均,仍需调整。
(4)胶带保养不当造成的跑偏。投产后,由于胶带长期负荷运行,其张力会有所下降,如果再保养不到位的话,就会造成胶带的带面变形,进而导致胶带因受力不均发生跑偏。
2 解决胶带跑偏的措施
据统计,大部分的胶带跑偏发生在胶带两端,为了切实解决胶带跑偏的问题,应从以下几方面去努力:
2.1 将主、从动滚筒的两端做成锥形
分析滚筒和胶带接触面上的正向力:正向力会在滚筒的两端分解成Nx(径向力)与Ny(轴向力)。由图1可知,两端的Ny都指向滚筒中心,而这2个力是胶带运转过程中防止跑偏的防偏力(稳定力),如果2个力同时作用,就能够有效防止胶带跑偏。
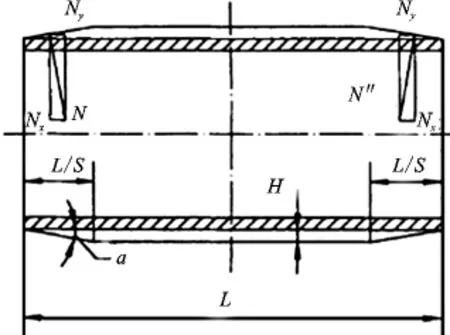
图1 改造后的滚筒图

式中,H 为包胶厚度(m);L为滚筒长度(m)。
2.2 调整托辊组
为了方便调整托辊,应将托辊支架的安装孔做成长孔。
(1)依据胶带的跑偏位置进行相应的调整,若是在胶带中部发生跑偏,就可以依据设计要求适度地调整托辊位置。
(2)依据胶带的跑偏方向进行相应的调整,通常是把托辊跑偏那端向胶带跑偏的方向移动,也可以进行逆向操作,即将托辊另一端向跑偏的反方向移动。
(3)装配自动调心托辊。配置自动调心托辊的目的是利用托辊的阻力来减少胶带在水平方向上的运行,以便横向推力使胶带自动向心,进而达到防止胶带跑偏的目的。
2.3 调整落煤点
落煤点不正引发的胶带跑偏可以通过以下2种措施来解决:一是在落煤筒的下方增设一个导流板,二是把落煤筒下部的截面做成窄长形。例如,某发电厂的落煤筒是正方形的,其截面尺寸为900mm×900mm,落煤筒下方的胶带宽1 200mm,槽角30°,胶带两侧缘的直线距离大致是1 100mm。胶带正常运转时,其两侧余量较少,大约各余100mm,明显超出了设计要求的煤占胶带面积的比例,再加上煤流的不集中,导致煤流重心偏离胶带的中心线,就会造成胶带跑偏。由于胶带边缘的磨损与胶带的运行时间呈正比,所以长时间的运行会导致胶带两侧的余量越来越小,造成撒煤。而窄长形煤筒是在原来正方形煤筒的基础上改造的,其主要是缩短了宽,増加了长,横截面积并没有改变,所以不仅不影响煤流量,还在原来的基础上加大了落煤通流面积,使煤流较为集中地落在胶带中心线上,很大程度上避免了落煤点不正导致的胶带跑偏。同时由于其增加了落煤通流面积,使得一些较长的煤块被顺利运出,对落煤筒被卡及胶带被划等现象也起到了有效的预防作用。
2.4 适度调整胶带
胶带自身问题造成的跑偏可以通过调整胶带来解决,如:当胶带的磨损程度较严重或者是胶带的连接出现不平行时,胶带两边就会产生拉力差,导致胶带向拉力大的方向跑偏,这时只需更换新胶带或者重新连接胶带就行;当胶带机的空载运行与负载运行都发生跑偏时,就可以断定其是由两边受力差不为0造成的,可以通过紧固胶带较松的一侧来解决。
2.5 合理摆放物料
若胶带机在空载测试时不跑偏而在负载测试时跑偏的话,那么很有可能是由胶带的偏载造成的,这时只要合理调整一下胶带机的位置,或者是合理摆放一下煤矿物料即可。
3 结语
总而言之,对于胶带机跑偏要根据具体问题进行区别处理,对于部件结构不合理的情况,要对部件进行改进,当中心线不垂直或不重合的时候要对中心线进行调整,对于维护原因导致的跑偏情况,要对存在的维护缺陷进行处理,对于胶带结构不正的问题,要重新进行胶带接头。
[1]马洪举.皮带输送机跑偏问题的几种解决措施[J].煤炭技术,2005(9)
[2]宋伟刚.通用带式输送机设计[M].北京:机械工业出版社,2006
猜你喜欢
陕西煤炭(2022年6期)2022-12-20 12:03:06
军事文摘(2020年15期)2020-08-15 08:40:02
机械管理开发(2020年11期)2020-04-15 03:23:20
山东冶金(2019年3期)2019-07-10 00:54:06
铜业工程(2018年6期)2019-01-07 07:17:16
经济技术协作信息(2018年28期)2018-11-22 05:27:06
小学生学习指导(小军迷联盟)(2018年10期)2018-10-12 01:13:40
世界有色金属(2018年14期)2018-10-10 05:23:40
科技与企业(2016年6期)2016-05-30 02:12:52
有色冶金设计与研究(2015年5期)2015-05-15 03:24:19
