
齿轮范成加工教具
2014-10-15 02:00张兵兵
中国现代教育装备 2014年15期
陈 涛 张兵兵
湖南大学机械与运载工程学院 湖南长沙 410082
齿轮机构是现代机械中应用最为广泛的一种传动机构,是机械基础课程教学的重点和难点。特别是在讲授范成法加工齿轮的轮廓时,学生感觉比较抽象,因而,有必要通过实验教学增加感性认识和进行原理验证。传统的实验教学方法是利用齿轮范成仪模拟齿条刀具加工齿轮的过程验证齿廓范成原理[1],也有的教师采用计算机仿真实现渐开线齿轮范成的动态虚拟实验[2-3]。这些方法都基于模拟和虚拟手段,不直观。为此,笔者设计了一种齿轮范成加工教具,把只有在工厂才能看到的齿轮加工过程搬到课堂上,让学生参与加工过程,不仅加深了学生对齿轮范成原理的理解和认识,还可寓教于乐。
1 渐开线齿轮范成加工原理
范成法是根据一对齿轮啮合传动时,两轮的齿廓互为共轭曲线的原理加工的。目前常用的方法有插齿、滚齿、剃齿、磨齿等。机械基础课程中主要介绍了插齿和滚齿方法。
范成法加工齿廓一般需要范成运动、切削运动、进给运动等多个运动过程。采用插齿法加工时,插刀沿轮坯轴线方向做往复切削运动,同时,插刀与轮坯之间还要做范成运动,为了避免插刀向上退刀时擦伤已切出的齿面,轮坯还需做微量的让刀运动,其切削是不连续的,不利于生产效率的提高。用滚齿法切制齿廓时(如图1所示),滚刀的切削运动和范成运动由滚刀刀刃的螺旋运动替代。相较于插齿法,滚齿法加工更连续,效率更高,目前工业上更多地采用滚齿法加工齿轮[4]。采用滚齿法加工齿廓不需要做让刀运动,因而其机构传动链更为简单。作为用于实验教学的齿轮加工教具,采用滚齿法进行设计既能简化结构,又易于制造。
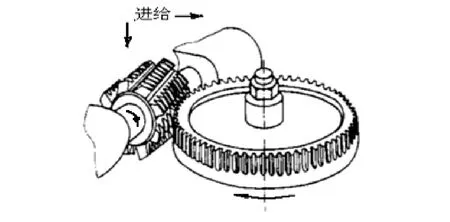
图1 滚齿加工示意图
2 齿轮范成加工教具传动链的设计
2.1 范成运动传动链的设计
加工渐开线齿轮齿廓的范成运动是由工件的旋转运动和滚刀的旋转运动合成的复合运动,两旋转主轴呈交错分布,类似蜗轮蜗杆的传动。滚刀好比蜗杆,而工件就像是蜗轮。所以,在范成运动传动链中,采用蜗轮蜗杆传动,使其结构紧凑,满足教具小巧、便捷的要求。由于滚刀和工件要实现定比传动,在工件固定的情况下,滚刀还要有轴向进给和径向进给运动,即传动中心距在传动过程总会有一定的变化,而滚刀在安装时要有一定的安装角,所以采用链传动加张紧轮来进行传动和调整。如图2所示,主动力由蜗杆输入,通过蜗轮1和链轮的传动,将动力传到工件与滚刀上。
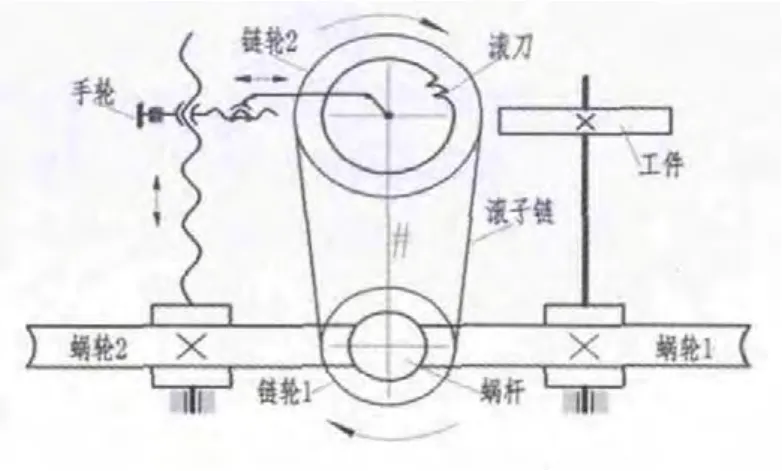
图2 机构传动链
2.2 进给运动传动链的设计
滚刀的轴向进给采用丝杆螺母传动,丝杆固定,滚刀与螺母固连以实现轴向进给。轴向进给的速度较慢,如果通过齿轮传动减速,需要加入两级以上的齿轮,势必耗费机构空间,增加机构的复杂性。所以,笔者采用蜗轮蜗杆的传动方式减速。如图2所示,直接使用范成运动传动链的主动力源——蜗杆,由蜗杆带动蜗轮2实现减速,再由蜗轮2带动丝杆运动。通过采用一个蜗杆带两个蜗轮的方式实现两个传动链的传递,简化了传动机构,节省了空间。
滚刀的径向进给运动是指滚刀向齿轮坯中心的移动,以保证切出全部齿高。通过改变滚刀径向进给的位置,还可加工出正、负变位齿轮。径向进给运动采用丝杆螺母传动,通过手轮单独驱动丝杆。滚刀的径向进给运动到达所要加工齿坯的既定位置时,进给运动便停止,而范成运动和轴向进给运动仍然在进行,直到加工完整个齿坯。采用单独驱动滚刀的径向进给不会影响齿轮坯的加工,却能大大简化机构。
3 齿轮范成加工教具结构设计
3.1 齿轮范成加工教具材料的选用
齿轮范成加工教具采用手动加工方式,切削速度随机可调,便于教师讲授范成原理,也利于学生仔细观察齿轮的范成加工过程。所以,待加工齿坯选择蜡制材料更易于加工。为满足教具使用的灵巧与便捷,教具不宜过大过重,应选择轻质的材料。对于传动件,可采用铝合金材料,既轻质又便于加工;对于支撑件,采用工程塑料不仅可以满足设计要求,而且价格低廉。
3.2 主传动结构设计
如图2传动链所示,主传动由蜗杆作为动力输入,该蜗杆还将带动两个蜗轮进行传动。将蜗杆与蜗轮封闭放置于箱体内,而将滚刀与齿轮坯置于箱体上方,以便隔绝加工时产生的蜡屑,保证蜗杆蜗轮的顺畅运行。
齿轮坯与蜗轮1同轴相连,实现同步转动。蜗杆与链轮1同轴相连,链轮2与滚刀轴同轴相连,蜗杆通过滚子链将动力传递到滚刀轴,并通过图3所示张紧机构使滚刀在进给运动中滚子链一直处于张紧状态,有效传递动力。
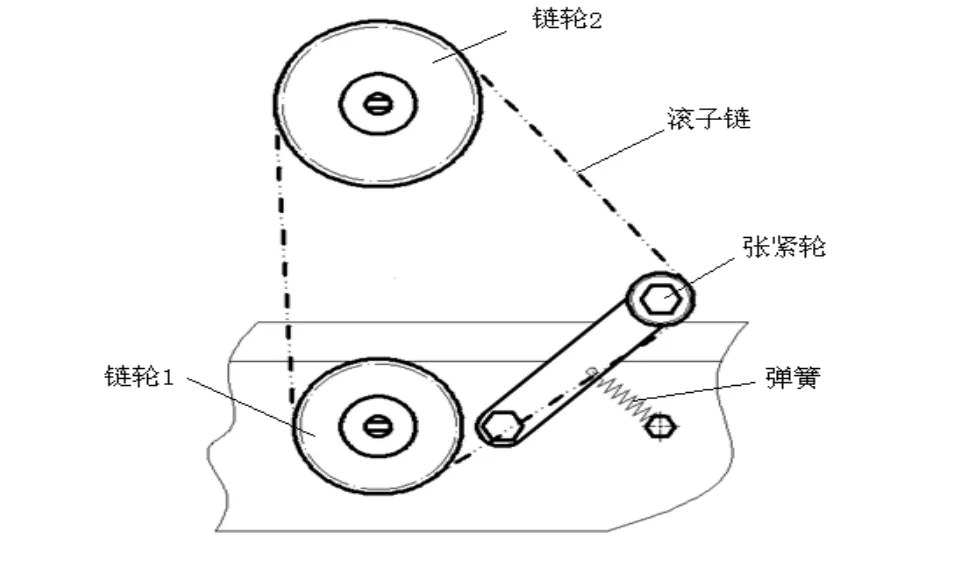
图3 张紧机构图
3.3 进给运动结构设计
滚刀的轴向进给运动通过丝杆螺母机构实现。丝杆固定安装在蜗轮2内孔中,螺母与滚刀托板固联,当蜗轮2带动丝杆旋转,滚刀托板则随着螺母沿丝杆运动,从而带动滚刀架实现轴向进给运动(如图4所示)。滚刀托板侧面开槽,以立柱为导轨进行轴向进给运动。
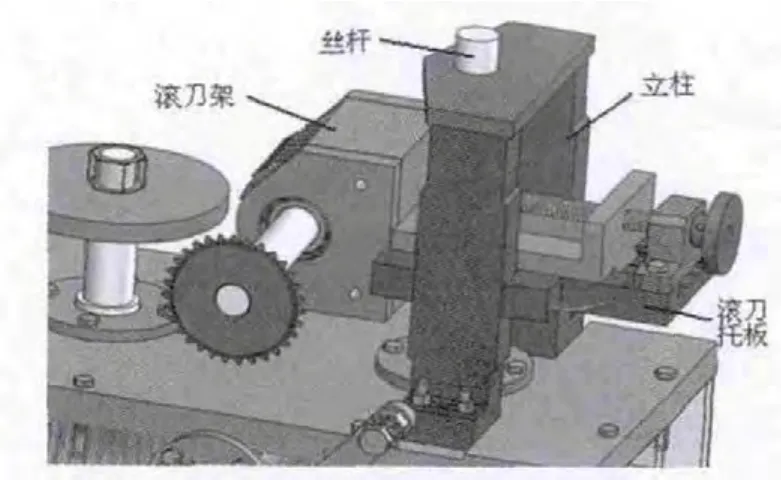
图4 进给运动三维建模图
滚刀架下端开有燕尾槽与滚刀托板燕尾导轨相连,以克服因滚刀架前端过重而产生的颠覆力矩,并通过小螺杆旋转推动滚刀架前后移动,实现滚刀的径向进给运动。小螺杆的旋转运动通过手轮手动实现(如图4所示)。为避免滚刀架在移动过程中与丝杆发生干涉,滚刀架在丝杆接触部位采用中空腰形槽。图5为齿轮范成加工教具实物图。

图5 齿轮范成加工教具实物图
4 主要技术参数
外形尺寸:500 mm×400 mm×320 mm
总重量:18 kg
滚刀参数:单头,m=2.5 mm,α=20°,h*a=1,c*=0.25,γ=2.5°
待加工齿轮参数:m=2.5 mm,α=20°,Z=38~58,da=100~150 mm,毛坯为蜡制
切削速度:手动可调
5 结束语
该齿轮范成加工教具结构简单,小巧便捷,极具实用性和趣味性。齿坯使用蜡质材料,能够进行齿轮的现场加工,可用于范成法加工齿轮的演示教学和学生实验。该教具采用手动加工,实验者可以根据需要,放慢滚齿速度,以便清晰地观察范成法加工渐开线齿廓的成形过程,改善了以往主要通过教师口头讲解和图片展示的教学方式,取得了理想的教学效果。
[1]杨昂岳,毛笠泓,夏宏玉.实用机械原理与机械设计实验技术[M].长沙:国防科技大学出版社,2009.
[2]穆立茂,黄海英,王克印.基于CAXA电子图板的齿轮范成虚拟实验[J].实验技术与管理,2011,28(1):77-79.
[3]李允旺,代素梅.齿轮刀具加工齿轮的虚拟范成实验研究[J].实验室研究与探索,2005,24(8):12-16.
[4]孙桓,陈作模.机械原理[M].北京:高等教育出版社,1996.
猜你喜欢
设备管理与维修(2022年12期)2022-07-21
机械制造(2022年4期)2022-05-10
汽车工程师(2021年7期)2021-08-05
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年10期)2019-10-26
中国特种设备安全(2019年8期)2019-10-14
天津化工(2019年2期)2019-04-09
组合机床与自动化加工技术(2018年3期)2018-04-03
装备制造技术(2017年5期)2017-06-26
