
40CrNiMo高套筒锻造工艺的研究
2014-10-10 05:35于志亮天津市志亮金属锻造有限公司
锻造与冲压 2014年9期
文/于志亮·天津市志亮金属锻造有限公司
40CrNiMo高套筒锻造工艺的研究
文/于志亮·天津市志亮金属锻造有限公司
自由锻企业经常要生产一些批量较小,力学性能要求高,同时又不允许采用无缝钢管而必须锻造成形的高套筒形锻件,这类锻件的几何形状特点是高径比较大,同时壁厚又较薄,材质多采用优质合金钢如40CrNiMo,锻造成形的难度比较大,一直是自由锻生产中的难题。
传统工艺
传统的自由锻工艺为了保证里孔偏斜小,同时又便于把冲头从坯料里退出,只能将坯料镦粗至D≈H时冲孔(图1),冲孔时采用双面冲孔工艺(图2),正面用冲头冲至高度的2/3左右时将冲头退出,将坯料翻转后再从背后冲透,这样冲出的孔比较正,但同时也产生了一个问题,那就是后序的拔长很困难,而且很容易出现偏差(图3)。拔长时由于冲头是凉的而坯料是热的,同时变形量很大,因此在大力锤击时,时间过长会极容易造成里孔裂纹,这是造成废品的重要原因。即使由于勤换冲头没有锻裂,但成形也很困难,最容易发生的拔长变形问题是高度方向严重不齐,而进行校正后把高度又打回了很多,这时就需要再次拔长,这样反复拔长、校正,生产效率很低。
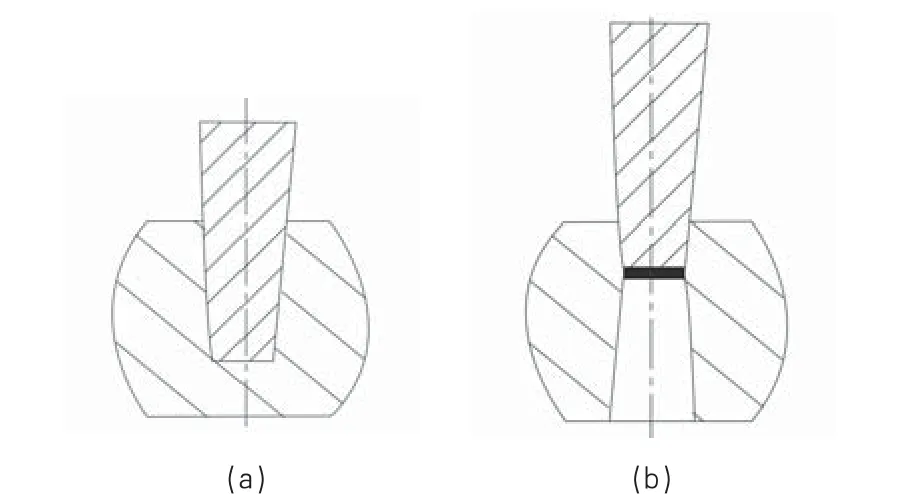
图2 双面冲孔常规工艺

图3 拔长时产生偏差
新型工艺
为了提高生产效率及保证产品质量,必须减少拔长程度,而减少拔长程度就必须在坯料高度较高时将坯料里孔冲透,这样不仅能有效地避免里孔裂纹的产生,提高产品质量,同时也可以提高生产效率。但此过程中必须解决好一个问题,那就是孔必须冲正并冲通且能顺利拔出冲头才行,否则如果将孔冲歪或冲偏,是很难再纠正回来的,这样会造成较高的废品率。
我公司为了解决这类锻件的锻造难题,对传统的锻造工艺进行了多次改进,现采用高位双面冲孔+马杠扩孔的新型锻造工艺来生产这类锻件。以C型连接套为例,此零件材质为40CrNiMo,有保二级探伤合格的要求,零件尺寸为φ150mm×φ120mm×270mm,原锻件尺寸设计为φ(165±4)mm×φ(90±5)mm×(290±3)mm,下料重量为39kg,下料规格为φ180mm×195mm,火次为3~4火,使用设备为560kg或750kg空气锤,班产量大约为25件,废品率为10%左右。我公司采用新型锻造工艺后锻件尺寸设计为φ(162±3)mm×φ(105±4)mm×(285±3)mm,下料重量为34kg,下料规格为φ130mm×326mm,火次为2火,使用设备为560kg或750kg空气锤,班产量大约为50件,废品率在1%以下。下面就说明一下此新型锻造工艺的基本过程。
我们现行的工艺是将坯料略为镦粗,找正即可。冲孔时坯料高度掌握在310~315mm,采用我公司创造的新型双面冲孔法(图4)进行冲孔。首先,使用1#头冲头(图5a)冲孔到40~50mm深(这个冲孔深度很容易把冲头拔出),然后换成2#头冲头(图5b)将孔继续冲深到120~130mm,正面冲完后,再在反面冲出120~130mm深的深孔。常规的冲头底部和顶部都是平的,而我们将两个头冲头的顶部改成球面,这样顶部就如同手工大锤的锤面,这一点非常重要,因为这样能有效地解决孔容易冲歪或冲偏问题的发生。这时再把二冲头(图6)打入坯料中,将其顶部打到与坯料表面齐平为止,此时芯料已被顶活,然后马上翻转毛坯,再用另一个二冲头把第一个二冲头连同芯料一起顶出,顶出后便实现了孔径的贯通,然后马上翻转毛坯,再用一个普通冲头把第二个二冲头顶出即可。接下来使用扩孔冲头扩大内孔,以保证内孔直径大于60mm。在扩内孔时,不用考虑坯料的外径是多少,但必须保证其高度不小于285mm,此时壁厚可能有一些偏,不过只要偏差不大于10mm,在后序用马杠扩孔还是可以校正过来的,但是如果采用冲头扩孔,那就没有办法纠正了。至此第一火完成,然后入炉加热准备第二火锻造。第二火加热后将毛坯放在马杠上,用φ60mm的芯轴扩孔(图7),将内孔直径扩到大于80mm,停锤找正,稍镦即可,高度方向的尺寸必须保证不得低于285mm,然后换φ80mm的芯轴继续扩孔至要求尺寸,最后修整各部尺寸。

图4 新型双面冲孔法冲孔过程示意图
操作过程中的注意事项

图5 头冲头

图6 二冲头
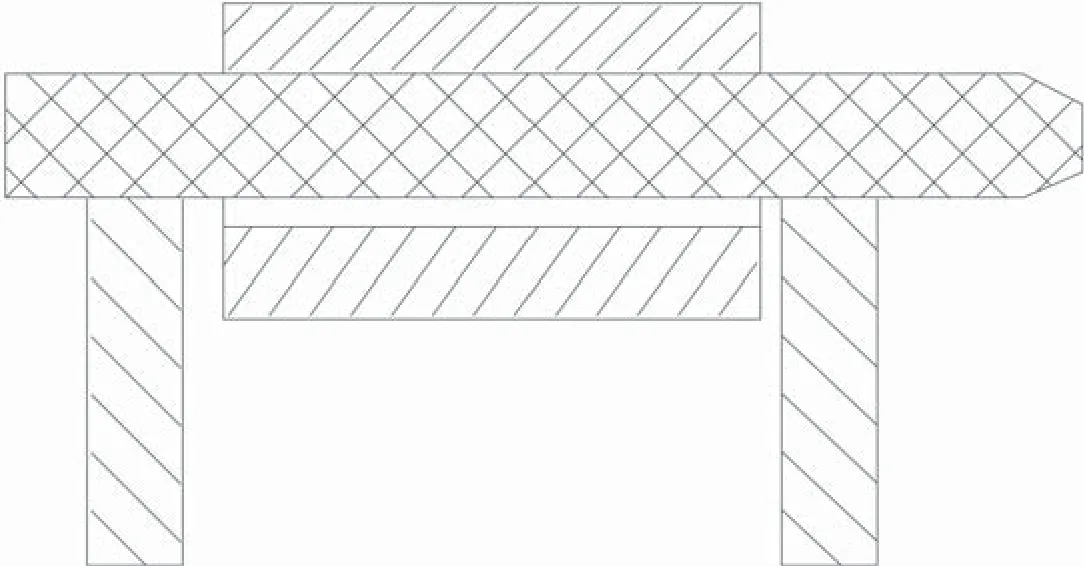
图7 马杠扩孔
⑴由于是在高径比很大的坯料上冲孔,故而孔很容易冲歪或冲偏,为了克服这一问题,除去对操作工人的技术要求较高、动作要快之外,对冲头本身也有一定的要求,冲头需由经验丰富的锻工精心打制,并需经淬火处理,硬度要求在38~45HRC,材质采用5CrMnMo或5CrNiMo。
这里需要强调的一点是,正确使用冲头很关键,如在使用头冲头冲两面盲孔时,在冲孔前须将冲头烤至200℃左右,且冲孔时每打一锤必须要放入煤屑,这样方便拔出冲头与找正,同时也更加安全,正面冲到要求的尺寸规格以后立即翻转坯料,再进行反面冲孔,反面冲孔完成后,头冲工作便告完成,此时应立即将头冲头放入水槽中冷却。同时要注意的是,为保证头冲头的完好以便反复使用,头冲头绝不可用于别处。同理,二冲头也要做到专用才好。
对于二冲头来说,材质的要求并不是很严格,常规冲头材料选用A7、T8、T10、65Mn、45钢均可,也不需要经过淬火处理,由锻工手工淬硬一下即可,但其尺寸要求严格,否则使用起来不方便,而且还会影响进度及质量。对于扩孔冲头基本就没有什么要求了,由锻工自己改制即可。
⑵用马杠扩孔时,第一道芯轴用φ60mm圆钢需要经过锻造才能使用,材质采用35CrMo,需做调质处理,硬度在25~30HRC,需要注意的是,使用前必须将其烤至150℃左右,这样既安全也会延长芯轴的使用寿命。第二道芯轴用φ80mm圆钢则无特别的要求,材质采用40Cr或45钢均可。
于志亮,董事长,高级技师,主要从事自由锻工艺及新材料应用等方面的研究,1984年全国技术考试名列锻工前十名,2011年获得天津锻造行业优秀工艺奖,2013年获得天津奉献锻造行业优秀个人奖。
猜你喜欢
金属热处理(2022年7期)2022-11-16
科学技术与工程(2022年25期)2022-10-12
建材发展导向(2022年18期)2022-09-22
轴承(2022年5期)2022-06-08
模具制造(2022年3期)2022-04-20
锻压装备与制造技术(2021年4期)2021-09-07
汽车实用技术(2019年16期)2019-09-11
文化交流(2019年3期)2019-03-18
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
