神木北车辆段厂修设施C70车型适应性改造工艺设计研究
2014-09-26 12:37李权福
铁道标准设计 2014年11期
李权福
(神华铁路货车运输有限责任公司,北京 100011)
神木北车辆段厂修设施C70车型适应性改造工艺设计研究
李权福
(神华铁路货车运输有限责任公司,北京 100011)
根据神华集团神木北车辆段厂修设施需进行C70车型适应性改造的要求,通过对既有工艺流程、工装设备、铁路运输特点等情况的分析,并结合C64与C70新型敞车厂修工艺流程及工装设备配置的比较分析,确定改造方案,缓解神华公司C70型敞车的厂修能力缺口,保证神华公司运输任务的完成。
车辆段;铁路货车;厂修;工艺改造
1 神木北车辆段现状
神木北车辆段始建于1997年,2006年在段修设施南侧新建货车厂修设施,该段是神华铁路货车公司货车检修基地之一,负责公司C64型自备车的厂、段修任务,厂段修工艺设备均按C64型车配备。2005年公司购入4000辆C70型车,2008年对段修6条工艺流水线进行了更新改造,以适应C70型车段修需要。目前该批车辆即将到达厂修期,因此急需对神木北车辆段厂修设施进行C70车型适应性改造。神木北车辆段厂修平面布置见图1。

图1 改造前神木北车辆段厂修平面布置
2 检修工艺适应性分析
货车厂修检修工艺流程如图2所示。

图2 铁路货车货车厂修检修工艺流程
C70型敞车与C64型敞车相关参数比较见表1。

表1 车辆主要参数比较
通过对以上检修工艺流程和参数比较分析研究,两种车型主要是车体尺寸、转向架型号、钩缓型号、轮轴型号存在差异,因此相对应的检修工装须适应2种车型的需要。根据调查,神木北车辆段厂修设施中车体检修部分工装只能适应C64型车的检修,不能适应C70型车的检修,需进行改造;转向架检修工装亦只能适应转K2型转向架检修;钩缓检修工装与段修共用,满足各型钩缓的检修需要,只是需要增加16/17号车钩及牵引杆的拆装设备;车轮工厂设备也满足2种轮轴的检修。
3 工艺改造方案
根据以上分析,需对既有厂修分解组装库、架修库、配件加修间、转向架检修间等车间工艺布局及工装设备进行改造、新增,即可满足C64、C70两种车型的检修需要。
3.1 分解组装库
由于C70型敞车2辆一组,用牵引杆连接,厂修时2辆一组进入修车线,在修车线上进行分解,然后进行检修。既有分解间4道和整车交验间2道、3道南侧都只有1组架车机,需各增加1组架车机满足1组C70A型车的架车。
增加部分专用工装设备以满足C70A型敞车转动车钩、牵引杆及部分铆接式车体拆装、检修的要求。新增的主要机械设备:风动架车机、牵引杆拆装专用设备及16、17号车钩钩体分解组装机(与叉车配合)、双室风缸风水压试验台、制动圆销探伤机、制动圆销清洗机等设备。
3.2 架修库
既有架修库内车体液压翻转机需对夹具改造以适应C70型车、龙门调修机增加液压撑杆和吊装装置以满足C70型车拆卸支撑杆要求、车体调整平台改造为适应C64和C70型车的定距。
3.3 配件加修间
利用既有配件加修间房屋,对其中1台下侧门复型压力机的胎具和设备进行改造,适应C70型车的检修需要。此外在配件加修间南侧车门存放区新增制动管系喷漆烘干设备1套。
3.4 转向架检修间
为满足C70型车采用的K6型转向架检修需要(同时兼顾转K4型转向架),转向架检修间既有分离和检修工装需改造为能够兼容检修转K2、转K4和转K6转向架。既有转向架组装和交叉杆检修为地摊式,效率较低,需将其改造为流水线式,以提高生产效率。转向架检修间设备具体改造内容如下。
(1)转向架大分解线
转向架大分解线改造,主要为适应新增的K4、K5转向架检修,同时适用K2、K6转向架。具体改造设备清单见表2。
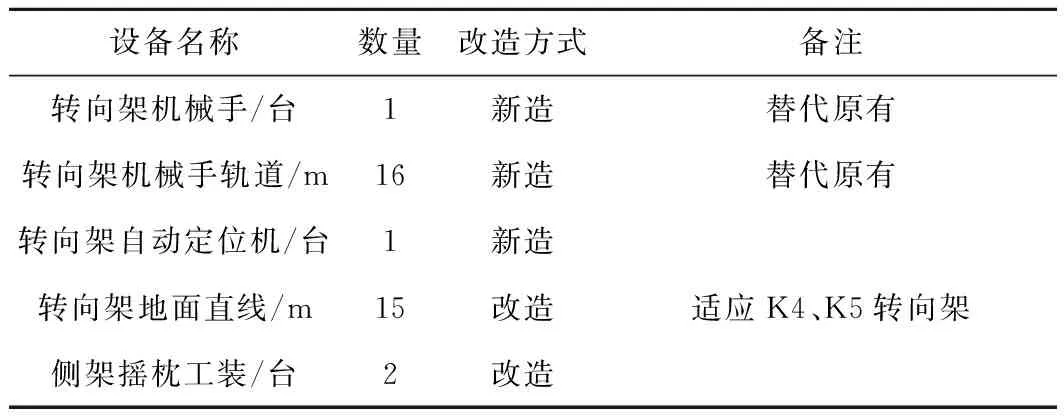
表2 转向架大分解线设备改造清单
原有转向架大分解机械手安装在方形轨道上,通过滚轮移动,但无法准确定位,机械手升降通过电动卷扬机带到夹具上移动,方向使用导向杆控制,夹具无法通用K4、K5转向架。
改造后转向架机械手,使用半龙门式悬臂轨道,机械手通过滚轮在型钢焊接的轨道上行走,共6个滚轮分别作用在悬臂轨道的内外侧和顶面,顶面上的2个轮作为动力轮。机械手上安装工业级二维条码头,在轨道上安装条码尺以实现检测并定位,机械手夹具可带动工件作270°旋转,并实现K2、K4、K5、K6转向架通用。
转向架分解地面直线利用原有设备,只需将工装上的支架外形改造成可通过K4/K5弹簧托板的工装,以便适应K4、K5转向架。
(2)摇枕、侧架检修线
摇枕、侧架检修线改造,目的为适用K2、K4、K5、K6转向架,改造检修设备形式,提高生产效率。设备改造清单见表3。
原摇枕(侧架)检修线为固定式呈托工装,对工件进修检查焊修时,需在固定工位上操作,使用摇枕侧架在线翻转机将摇枕(侧架)抬起脱离输送线,并翻转检修。工人操作不便,且极大浪费时间,生产效率低。

表3 摇枕、侧架检修线工艺改造
为充分利用既有设备,节省投资,将既有检修线改造为摇枕及侧架存放运输线,并配备悬挂机械手轨道实现存放线和翻转台位间的转运。翻转台采用一体式结构将2个夹紧动力头结合成一个整体,两端的动力夹紧机构可手动调节适应不同型号的侧架摇枕,并可实现360°翻转,方便工人作业。
原侧架翻转焊修机是固定式垂直翻转机,无法带动侧架上下移动,改造后的翻转机除翻转功能外,翻转夹具可沿立柱上下升降,方便工人焊接作业。
(3)转向架组装线
既有转向架组装采用的是固定台位组装的模式,组装时转向架部件需在组装台位和正位检测台间采用天车吊运,组装效率较低,且工人劳动强度大,本改造在原转向架组装区新增转向架组装流水线1套,其目的为使转向架组装成线,提高生产效率,改善员工工作条件。摇枕侧架经过检修及喷漆后,通过天车转运到组装线上,组装线长56 m,工艺流程为修竣摇枕侧架存放→摇枕侧架套装→弹簧斜楔组装→交叉支撑组装焊接→正位检测→基础制动装置组装→转向架落车→转向架压吨试验→转向架交验。其中在摇枕侧架套装设有弹簧托板升降机,可满足K4、K5转向架组装需要。转向架组装流水设备布置如图3所示。
转向架组装生产线,除交叉杆组装台、K2交叉杆正位检测设备利用既有外,其他设备均为新增,设备清单见表4。

表4 转向架组装线工艺改造清单
(4)交叉杆及摇动座检修

图3 转向架组装流水线设备布置示意
原转向架检修间内设有交叉杆调修机、交叉杆探伤机、摇动座探伤机等检修设备,本次改造增加自力式起重机2台并调整交叉杆调修机、交叉杆探伤机、摇动座探伤机的位置,方便交叉杆、摇动座各检修工位之间的吊装作业,减少天车工作量。
此外,既有摇枕侧架探伤机夹具和枕簧检测机检测程序也需相应改造,以适应K2、K4、K6转向架检修需要。
3.5 钩缓间
既有钩缓间为厂、段修共用,内设有旋转磁粉钩头探伤设备2台,既有设备探伤作业时需分2次才能完成1个钩头的探伤,本次设计将其改造为可一次完成钩头探伤的设备,提高工作效率。
此外,既有神木北车辆段钩缓间内无牵引杆检修设备,为满足厂修需要,考虑到厂修牵引杆的数量较小,牵引杆的喷漆、抛丸可利用转向架间的大部件喷漆、抛丸设备,因此在转向架间内增加牵引杆检修设备,包含牵引杆探伤机、牵引杆翻转检查机等。为避免牵引杆和转向架检修交叉,本次设计牵引杆平日只做更换,更换下来的牵引杆1周集中检修1次。
3.6 整车抛丸库
既有抛丸设备的车体吊装位置需进行调整,以满足C70A型车的抛丸需要。
4 其他配套改造
4.1 电力
神木北车辆段附近现有地区35/10 kV变电所1座,内设6 300 kVA及3 150 kVA变压器各一座,车间电源由段内变配电室提供。车间内通过封闭母线配至各配电柜,配电柜的型号为多米诺系列,本次改造所增容量不大,不考虑地区变电所的增容。各生产车间增加设备用电由配电室低压侧馈出一回路至车间内配电柜接引。
4.2 建筑
对各车间内由于新增、更换、改造部分工装设备而引起的设备基础施工、压缩空气、上下水、电力管线改造造成的地面破损进行恢复。
5 改造实施情况
由以上改造方案可以看出,神木北车辆段内主要厂修车间内均有改造内容,且对既有生产设施影响较大,因此不可能采取边生产边施工的实施方案。故在保证段内厂修生产任务完成前提下,调整生产计划,安排出45d停产期,以便进行改造施工。施工单位2013年6月3日进场,2013年6月5日开始施工,7月5日完成主要工程内容,具备验工和试生产条件,设备调试10 d,实际工期共计40 d,所有工程在停产期内按时完成。
6 结语
通过以上改造工程,神木北车辆段具备了对C70型货车进行厂修的能力。经过一段时间生产使用,现场工人对改造后的工艺设备较为满意,达到了提高检修效率降低劳动强度的目的,保障了神华铁路公司运输安全和运输任务的完成。
[1] 中铁工程设计咨询集团有限公司.神木北车辆段厂修设施C70改造工程可行性研究[R].北京:中铁工程设计咨询集团有限公司,2013.
[2] 中华人民共和国铁道部.铁运[2011]207号 铁路货车厂修规程[S].北京:中国铁道出版社,2011.
[3] 中华人民共和国铁道部.TB 10031—2009 铁路货车车辆设备设计规范[S].北京:中国铁道出版社,2009.
[4] 中华人民共和国铁道部.铁运[2012]202号 铁路货车段修规程[S].北京:中国铁道出版社,2012.
[5] 中华人民共和国铁道部.铁运[2003]23号 铁路货车运用维修规程[S].北京:中国铁道出版社,2003.
[6] 中铁工程设计咨询集团有限公司.神木北车辆段厂修设施C70改造工程初步设计总说明书[R].北京:中铁工程设计咨询集团有限公司,2013.
[7] 中华人民共和国建设部.GB50016—2006 建筑设计防火规范[S].北京:中国计划出版社,2006.
[8] 中华人民共和国铁道部.TB10016—2006J661—2007 铁路工程节能设计规范[S],北京:中国铁道出版社,2007.
[9] 中华人民共和国住房和城乡建设部.GB50187—2012 工业企业总平面设计规范[S].北京:中国计划出版社,2012.
[10] 李伟.70 t级铁路货车段修工装设备配置分析与建议[J].铁道标准设计,2012(4):131-134.
[11] 杨汝春.对货车车辆段工艺设计的几点建议[J].铁道标准设计,2003(5):61-62,
[12] 张建华.论货车车辆段转向架检修流水线布置形式及能力分析[J].铁道标准设计,2011(4):117-119.
Process Design of Updating Repair Facilities at Shenmu North Car Depot to Adapt to C70 Models
Li Quanfu
(Shenhua Railway Freight Transport Co., Ltd., Beijing 10011, China)
According to the requirements that Shenhua Group Shenmu North Car Depot plant repairing facilities shall be updated to adapt to C70 models, the updating program is determined on the basis of the analysis of the existing technological process, tooling equipment, characteristics of railway transportation, together with the comparative analysis of the process flow and equipment configuration associated with C64 and C70 new gondola car plant, which has improved the repairing capacity of the plant and ensured the completion of Shenhua company’s transport target.
Car depot; Railway freight wagon; Factory repair; truck;shop repair;technology improvement
2014-01-24;
:2014-03-07
李权福(1965—),男,高级工程师,E-mail:lqf1506@sohu.com。
1004-2954(2014)11-0139-04
U279
:A
10.13238/j.issn.1004-2954.2014.11.032
猜你喜欢
结构工程师(2022年2期)2022-07-15
铁道机车车辆(2022年1期)2022-03-24
科学与财富(2021年33期)2021-05-10
哈尔滨铁道科技(2020年4期)2020-07-22
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
科学技术创新(2020年9期)2020-06-10
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2019年12期)2020-01-06
铁道通信信号(2018年7期)2018-08-29
新民周刊(2015年19期)2015-09-10