
6082铝合金挤压棒材粗晶环问题研究
2014-09-26 08:44曹振华王彦俊金文福高喜鹏唐宏洋
热处理技术与装备 2014年5期
曹振华,孙 巍,荣 伟,王彦俊,金文福,高喜鹏,唐宏洋
(辽宁忠旺集团有限公司,辽宁辽阳 111003)
6082铝合金挤压棒材粗晶环问题研究
曹振华,孙 巍,荣 伟,王彦俊,金文福,高喜鹏,唐宏洋
(辽宁忠旺集团有限公司,辽宁辽阳 111003)
本文对6082铝合金挤压模具、合金中Mn含量、淬火保温时间进行分析,研究6082铝合金棒材粗晶环形成原因,并制定相应挤压热处理制度,满足客户要求。
6082铝合金;挤压棒材;粗晶环;双孔模具
6082 铝合金属于Al-Mg-Si系铝合金,是一种可热处理强化的铝合金,具有中等强度、较好的加工特性、淬透性及冲击韧性,并且具有很好的耐腐蚀性能[1-2]。粗晶环是铝合金挤压制品中的主要缺陷之一,当断面形成相当多的粗晶环区域时,材料的力学性能、疲劳强度显著降低[3]。而6082铝合金挤压棒材,在挤压生产时易出现粗晶环。本文通过研究6082铝合金棒材粗晶环形成原因,制定相应挤压热处理制度,满足客户要求。
1 试验材料及内容
1.1 试验材料
本试验用的铸锭规格为φ275 mm×690 mm的6082铝合金,采用半连续铸造方法生产,铸造过程中采用泡沫陶瓷过滤,Al-Ti-B丝细化晶粒,经均匀化处理,以消除偏析,使成分更加均匀。使用31.5 MN油压双动卧式挤压机进行挤压。最终本试验以规格为φ50 mm的6082铝合金挤压棒材为主要试验材料。
1.2 试验内容
本文着重从以下三个方面研究6082铝合金挤压棒材粗晶环形成原因:
1)挤压模具。在同一台挤压机上使用单孔和双孔挤压模具进行挤压,挤压比分别为32.5和16.2。
2)合金成分。为了研究铝合金棒材的粗晶问题,选择三种不同Mn含量的合金进行对比试验。在客户协议范围内分别为:0.41%,0.62%,0.97%,具体化学成分见表1。
3)热处理工艺。使用双孔模具挤压后,上述挤压棒材在545±10℃下分别保温90、120、150 min,水淬,时效制度为175℃ ×8 h。从每根棒材切取力
学和低倍组织试样,研究淬火保温时间对6082铝合 金挤压棒材的力学性能和低倍组织的影响。

表1 7075铝合金的化学成分(质量分数,%)Table 1 Chemical composition of 7075 aluminum alloy(ω,%)
2 试验目标
本次试验研究的目的是找到6082铝合金棒材粗晶环形成原因,使6082铝合金挤压棒材满足客户的性能要求。具体性能要求见表2,低倍组织上测得粗晶环≤3 mm。

表2 力学性能要求Table 2 Requirments of mechanical property
3 试验结果
铝合金棒材无粗晶环及粗晶环超标的低倍组织见图1。单孔及双孔模具挤压制品的晶粒见图2。
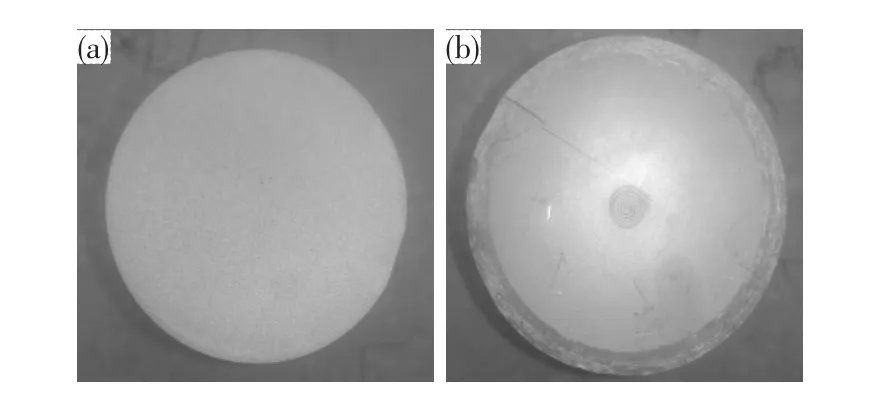
(a)无粗晶环;(b)粗晶环超标图1 7075铝合金棒材低倍组织(a)without coarse grain ring;(b)coarse grain ring exceeding standradFig.1 Macrostructure of the 7075 aluminum alloy bar
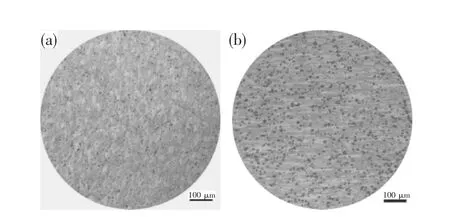
(a)单孔模具晶粒度(8级);(b)双孔模具晶粒度(7级)图2 单孔与双孔模具挤压制品的晶粒度对比(a)grain size of single-hole mould(level 8);(b)grain size of double hole mould(level 7)Fig.2 Comparison with grain size of extrusion products between single-hole and double hole mould
取经过处理的棒材制作标准拉伸试样,进行拉伸试验,结果如表3所示。
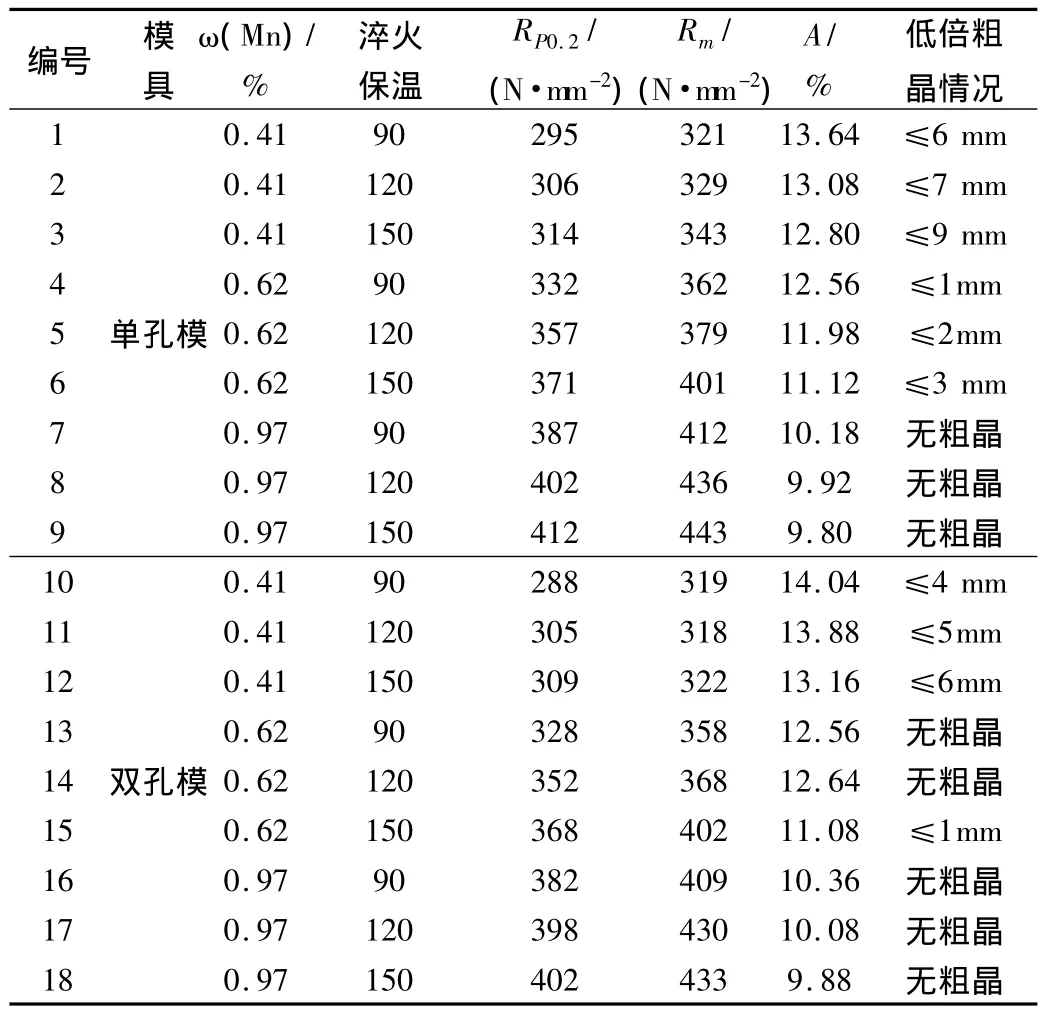
表3 不同条件下7075铝合金的力学性能均值及低倍粗晶情况Table 3 The average value of mechanical property and low power coarse grain of 7075 aluminum alloy under different conditions
4 试验分析与讨论
通过对比单孔模与双孔模,可以认为,在合金成分相同的前提下,单孔模具挤压制品比双孔模具的粗晶环问题要严重很多。这是由于采用双孔模具挤压使其挤压比降低,在挤压速度相同的情况下降低了其挤压变形抗力;单孔挤压金属的挤压变形要远远大于双孔挤压,而金属受到挤压筒壁的摩擦更大,故单孔模具挤压制品粗晶环要比双孔模具严重。而力学性能方面,单孔挤压比双孔挤压要略高一些,单孔与双孔模具合格制品晶粒度对比如图2,单孔模具的晶粒比双孔模具要细小,这是由于单孔模具挤压时物理变形程度更大,晶粒破碎更加严重,这些导致了单孔挤压制品拥有更小的晶粒组织,力学性能更好。
对比三种不同合金成分,可以看出,当Mn含量为0.41% 时,挤压棒材使用单孔及双孔模具挤压后粗晶环全部超标;并且随着淬火保温时间的增加,粗晶环随之长大;力学性能随着淬火保温时间增加而提高,但是低于客户的要求。当Mn含量为0.62%时,力学性能显著提高,且满足客户的要求。使用单孔模具挤压的制品粗晶环厚度已经能够满足客户所要求的≤3 mm;而使用双孔模具挤压的制品在经过长时间(150 min)淬火保温后出现了≤1 mm的粗晶环。当Mn含量为0.97%时,单孔及双孔模具挤压后没有出现粗晶环,而力学性能再次提高的同时,伸长率下降明显,不能满足A≥10%的要求。
随着Mn含量的增加,提高了再结晶温度,阻止了铝合金的再结晶过程,提高了合金的机械性能,并显著细化再结晶晶粒。我们知道,6082铝合金的主要强化相是Mg2Si和MnAl6,随着Mn含量的增加,用于细化再结晶晶粒的MnAl6化合物弥散质点也相应增加,这些阻碍了晶粒长大。Mn能提高合金的强度,但是合金中含 Mn过多,会形成粗大、硬脆的Al6Mn化合物会损害合金的性能。
随着淬火保温时间的增加,合金的性能逐渐升高,但是保温时间也有一定临界值。当保温时间过长时,合金将发生二次再结晶,晶粒迅速长大,形成粗晶环低倍缺陷。
5 结论
1)使用双孔模具代替单孔模具进行挤压,降低了挤压力和挤压比,是解决粗晶环问题的有效途径之一。
2)调整合金成分,Mn含量为0.60% ~0.80%能有效地抑制粗晶环的形成,且能保证合金的性能。
3)粗晶环随着淬火保温时间的增加而加深,在保证客户要求的机械性能的基础上,尽量缩短淬火保温时间。
[1]王祝堂,田荣璋.铝合金及其加工手册[M].长沙:中南工业大学出版社,1989.
[2]肖亚庆,谢水生,刘静安,等.铝加工技术实用手册[M].北京:冶金工业出版社,2005.
[3]张燕飞.6A02铝合金棒材粗晶环形成原因分析[J].黑龙江冶金,2008(1):17-18,22.
Research on the Problem of Coarse Grain Ring on Extrusion Bar of 6082 Aluminum Alloy
CAO Zhen-hua,SUN Wei,RONG Wei,WANG Yan-jun,JIN Wen-fu,GAO Xi-peng,TANG Hong-yang
(Liaoning Zhongwang Group Co.,Ltd.,Liaoyang Liaoning 111003,China)
In this paper,the extrusion mould,Mn content in alloy and quenching holding time of 6082 aluminum alloy are analyzed.The forming reason of coarse grain ring on 6082 aluminum alloy bar is studied.The corresponding extrusion heat treatment system is formulated to meet customer requirements.
6082 aluminum alloy;extrusion bar;coarse grain ring;double mould
TG375+.41
A
1673-4971(2014)05-0037-03
2014-06-25
曹振华(1988-),男,工程师,主要从事铝合金挤压热处理工艺研究。
联系电话:13841954324;E-mail:hua1988love@yeah.net
猜你喜欢
基层中医药(2022年6期)2022-10-24
材料与冶金学报(2022年2期)2022-08-10
交通科技与管理(2022年8期)2022-05-07
医学概论(2022年3期)2022-04-24
金属热处理(2022年2期)2022-03-16
铀矿冶(2021年4期)2021-11-10
铝加工(2021年2期)2021-05-17
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
有色金属科学与工程(2021年1期)2021-03-04
