
机架锁紧方式对三辊连轧管机轧制精度的影响分析
2014-09-25 06:04陈碧楠
钢管 2014年3期
陈碧楠,金 强,覃 宣,穆 东
(1.重庆赛迪冶炼装备系统集成工程技术研究中心有限公司,重庆 401122;2.中冶赛迪工程技术股份有限公司,重庆 401122)
机架锁紧方式对三辊连轧管机轧制精度的影响分析
陈碧楠1,金 强1,覃 宣1,穆 东2
(1.重庆赛迪冶炼装备系统集成工程技术研究中心有限公司,重庆 401122;2.中冶赛迪工程技术股份有限公司,重庆 401122)
介绍了侧向换辊式三辊连轧管机中两种常用的机架锁紧方式(上下锁紧和斜向锁紧),分析了两种锁紧方式对轧辊定位精度的影响及对轧辊轴向力的承受能力等。分析认为:上下锁紧方式对于三辊连轧管机轧辊定位精度的提高具有积极效果;斜向锁紧方式虽然降低了轧辊的定位精度,但是能承受更大的轧辊轴向力,轧制机架定位更加稳定,是一种更为可靠的机架锁紧方式。
三辊连轧管机;侧向换辊;机架锁紧;上下锁紧;斜向锁紧;轧制精度
连轧管机以其优质、高产、高效率、低消耗等特点,成为世界无缝钢管主要生产企业的首选机型之一[1-10]。轧制机架是连轧管机设备中的重要组成部分,在三辊连轧管机中,轧制机架安装有轧辊装配、辊缝调整机构等组件[11]。轧制机架安装在主机座中,可以更换;当需要换辊时,首先需将轧制机架从主机座中抽出;因此,需要在主机座上设置轧制机架锁紧装置。
由于轧制孔型的形成主要由轧辊的位置来确定,而轧辊安装在轧制机架中,因此轧制机架的锁紧定位是否准确,影响着轧制孔型的精确性(机架的对中性),进而影响钢管的轧制精度。机架锁紧是高精度连轧管机生产中,保证轧制精度的一个重要环节。
1 机架锁紧方式
在侧向换辊的连轧管机当中,有两种常用的机架锁紧方式:上下锁紧和斜向锁紧[12]。两种机架锁紧方式的锁紧机构如图1~2所示。
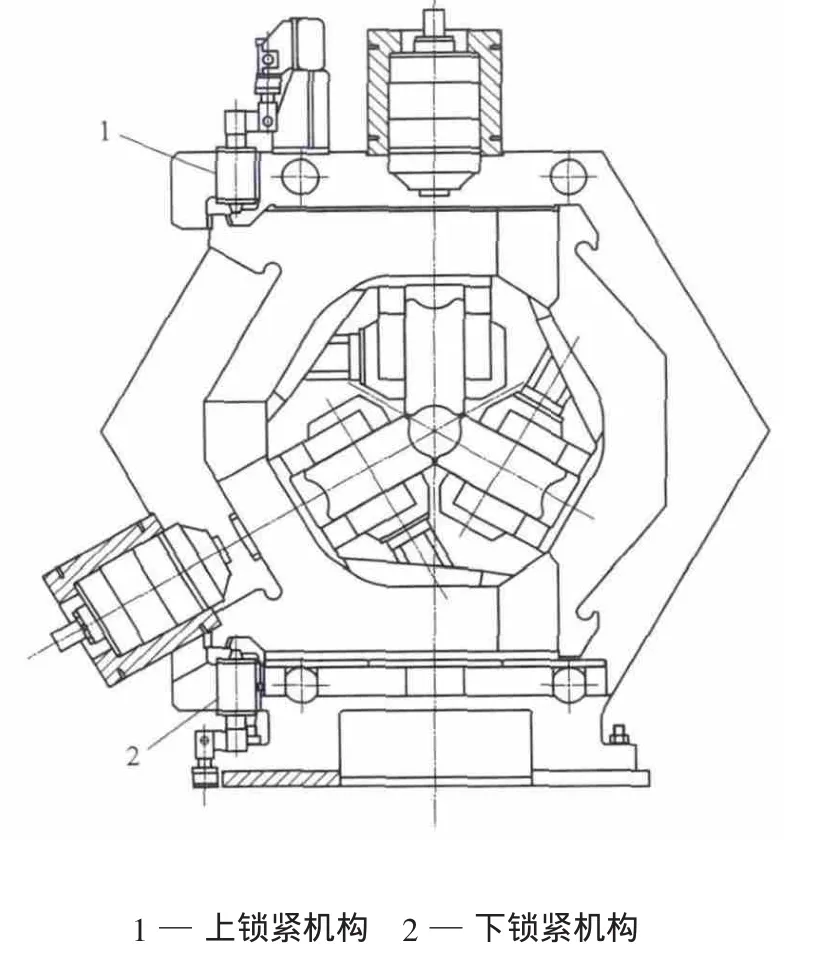
图1 轧制机架上下锁紧机构示意
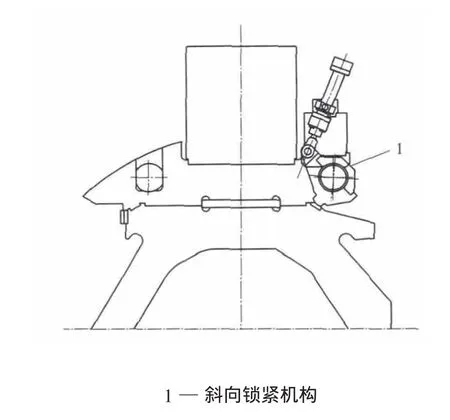
图2 轧制机架斜向锁紧机构示意
在上下锁紧方式中,轧制机架的一侧设置有上下共4个斜面和4个竖直定位面,当轧制机架推入到主机座内,竖直定位面定位到位后,上下布置的4个锁紧液压缸分别将轧制机架的4个锁紧斜面压紧,锁紧机构的斜面保证轧制机架能够压紧在牌坊内的定位面上,完成对轧制机架的锁紧工作。
在斜向锁紧方式中,轧制机架的一侧布置有和上下锁紧方式一样的4个竖直定位面,但是斜面只有2个,布置在轧制机架另外一侧的上面部分,下面则没有锁紧斜面;当轧制机架推入牌坊定位后,只需斜向锁紧上面的两个斜面即可完成轧制机架的锁紧工作。
2 两种锁紧方式性能分析
钢管在轧制过程中,轧辊会受到各种载荷的作用,大部分载荷会通过轧辊轴承座传递到主机座上,而由于来料壁厚和温度不均导致的轧辊轴向载荷会传递到轧制机架上,影响着轧制机架锁紧的稳定性;因此,轧制机架的锁紧精度和锁紧稳定性是衡量机架锁紧机构性能优劣的两个重要指标。
2.1 对定位精度的影响分析
锁紧液压缸出力的不同,会带来不同的锁紧效果以及机架的不同受力和变形。在实际确定锁紧液压缸出力时,希望在保证锁紧效果的前提下,锁紧力越小越好;因为锁紧力越小,机架的受力和变形则越小,锁紧力对最终轧制精度的影响也越小。
2.1.1 上下锁紧方式
上下锁紧方式中,轧制机架的应力分布如图3所示,其最大应力达到86.3 MPa,集中在上下锁紧斜面和竖直定位面之间,其余大部分区域应力值非常小;上下锁紧方式轧制机架的位移分布如图4所示,其最大位移达0.162 mm,同应力较大区域的分布规律相似,最大位移集中在上下锁紧斜面和竖直定位面之间,其余大部分区域位移非常小。
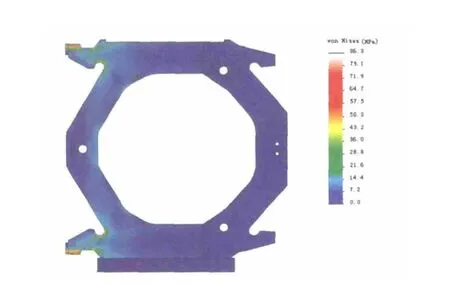
图3 上下锁紧方式的轧制机架应力分布
通过对上下锁紧方式轧制机架的有限元分析,可以认为这种锁紧方式对轧制机架的影响区域很小,轧制机架的大部分区域没有因为锁紧力的影响而承受额外的应力和发生对轧制机架定位精度不利的变形。
上下锁紧方式中,轧制机架安装辊缝调整摆臂的3个定位销轴孔的位移变化曲线如图5所示。其中,左销轴孔由于位于轧制机架的中心线上,上下锁紧力对称挤压,因此变形沿轧制机架中心线对称变化,沿圆周展开即表现为类似三角函数的变化规律。从左销轴孔位移变化曲线可以看出:左销轴孔的最大位移不到0.004 6 mm,非常小,基本可以认为没有发现变形。
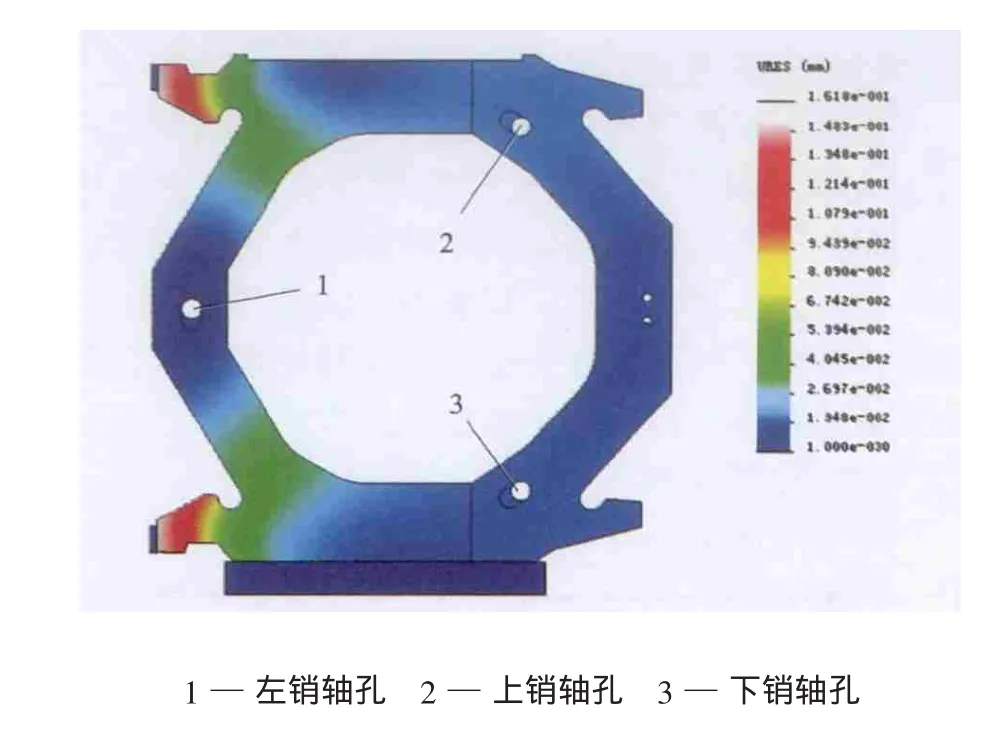
图4 上下锁紧方式的轧制机架位移分布
对于图5中的上销轴孔和下销轴孔位移变化曲线,由于这两个销轴孔远离锁紧力施加的区域,因此受到的变形影响也很小,上销轴孔最大位移不到0.018 mm,下销轴孔最大位移不到0.013 mm。上、下销轴孔的位移均大于左销轴孔,主要是由于上、下销轴孔远离锁紧力影响区,在变形传递过程中应变的累积效应,使得上、下销轴孔的位移值变大,但其实际应变值很小。
2.1.2 斜向锁紧方式
斜向锁紧方式中,轧制机架的应力分布如图6所示,其最大应力达到92.7 MPa,位于某些局部应力集中区域,其余大部分区域应力值低于50 MPa。相对于上下锁紧方式,斜向锁紧轧制机架的应力较大区域分布较广,锁紧力对机架的影响较大。
斜向锁紧方式中,轧制机架的位移分布如图7所示,其最大位移达到0.255 mm,轧制机架的大部分区域发生了变形,有2/3以上的区域位移大于0.1 mm。相对于上下锁紧方式,斜向锁紧方式的轧制机架整体变形位移较大,对于轧制机架上辊缝调整机构定位精度的保证较为不利。
斜向锁紧方式中,轧制机架安装辊缝调整摆臂的3个定位销轴孔的位移变化曲线如图8所示。其中的左销轴孔位移变化曲线,最大位移达到0.127 mm,相对于上下锁紧方式中左销轴孔的最大位移0.004 6 mm,增加了0.122 4 mm,增幅较大。
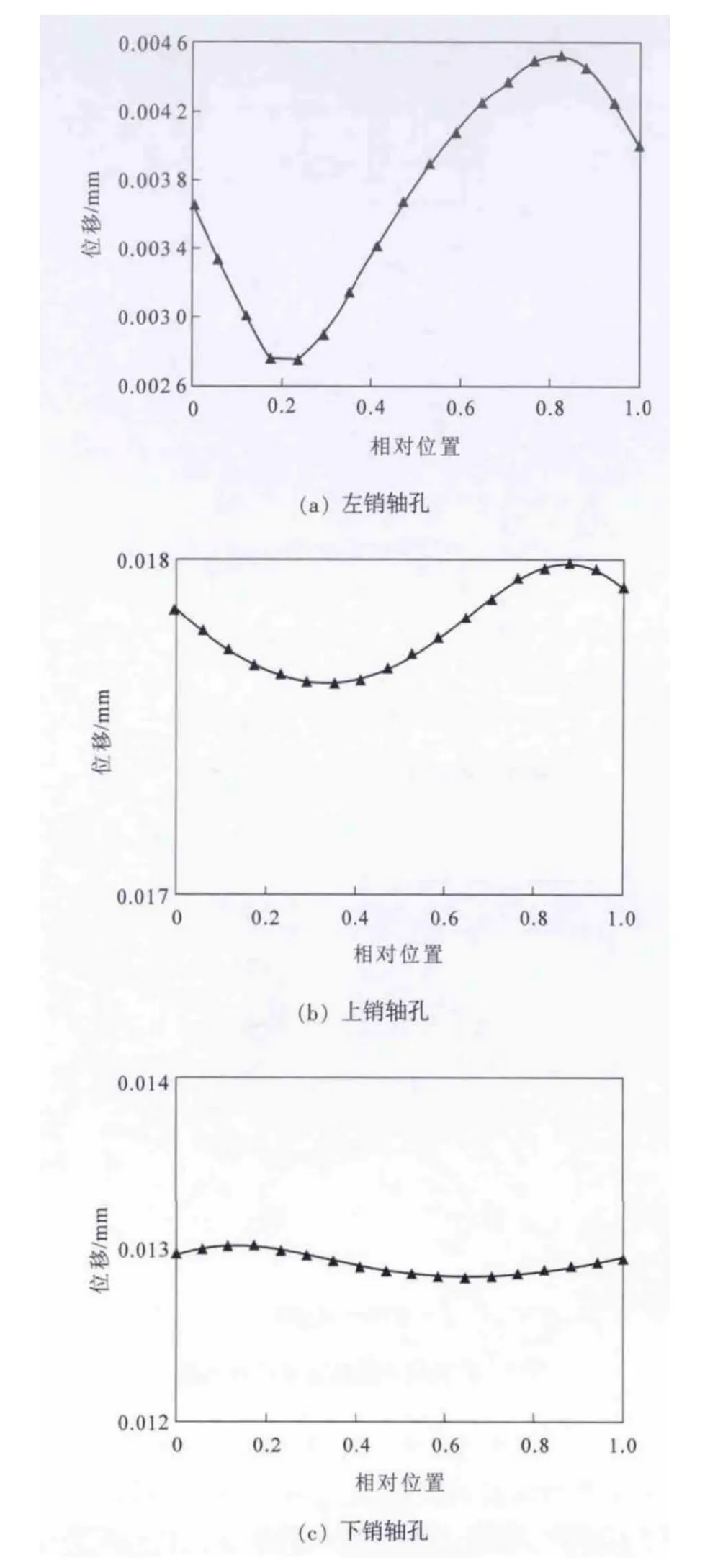
图5 上下锁紧方式的轧制机架销轴孔位移变化曲线
对于图8中的上销轴孔和下销轴孔位移变化曲线,上销轴孔最大位移为0.240 mm,下销轴孔最大位移为0.019 mm,相对于上下锁紧方式中的上、下销轴孔位移,分别增加了0.222 mm和0.006 mm,其中上销轴孔位移增幅较大,下销轴孔位移基本相同。
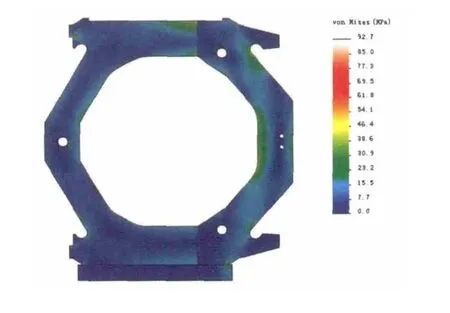
图6 斜向锁紧方式的轧制机架应力分布
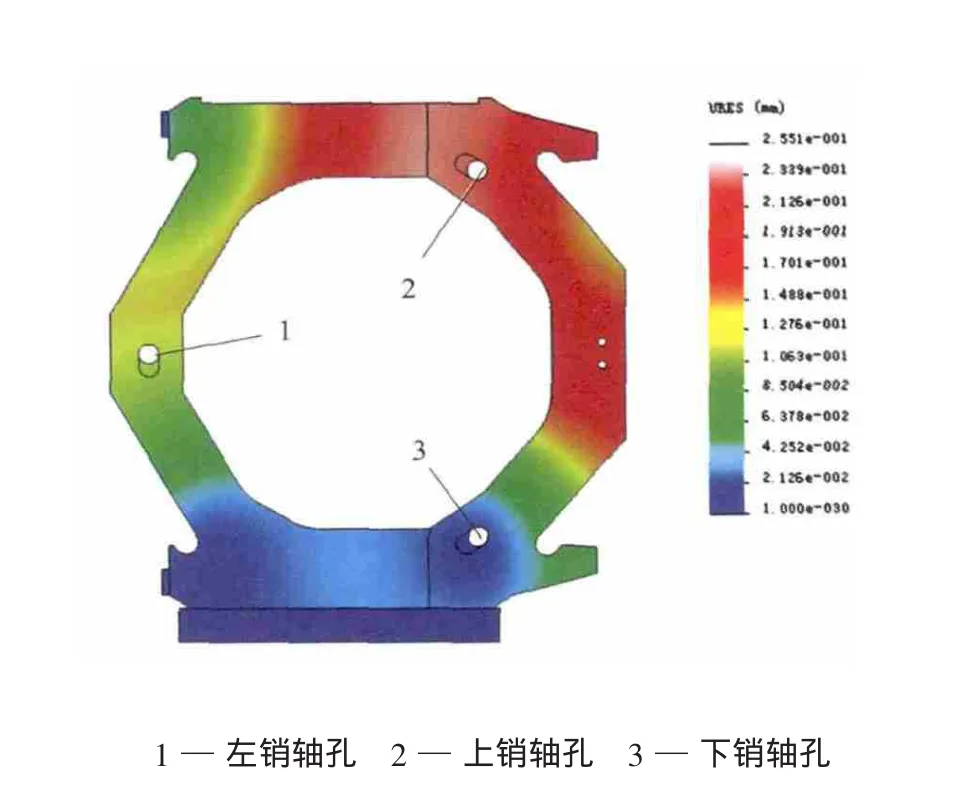
图7 斜向锁紧方式的轧制机架位移分布
两种锁紧方式中,轧制机架各销轴孔位移对比见表1。可以看出,上下锁紧方式在3个销轴孔处的定位精度均比斜向锁紧方式高,其中在左销轴孔处的差别最为明显,达到27.6倍。由此可见,上下锁紧方式在定位精度方面具有较为明显的优势,有利于提高轧管机的轧制精度。
2.2 锁紧机构的稳定性分析
在正常轧制过程中,轧辊会承受轧制时的轴向力,由于轧辊轴向力的方向沿着轧辊中心线,因此会传递到轧制机架相应的销轴处,最后由轧制机架传递到主机座上[13]。机架和主机座之间仅依靠机架锁紧力保证正常结合,在三辊连轧管机中,轧辊轴向力可能有6个方向施加在轧制机架上,不可避免会有向上或者向右的分力,导致轧制机架脱离定位;因此,轧辊轴向力的存在,会干扰机架和主机座之间结合的紧密度,从而降低轧制机架的定位精度,最终影响钢管的轧制质量。
不考虑支反力情况下轧制机架的受力状况如图9所示。上下锁紧方式中,轧制机架主要承受上、下锁紧力以及机架重力;斜向锁紧方式中,轧制机架主要承受斜向锁紧力以及机架重力。

图8 斜向锁紧方式的轧制机架销轴孔位移变化曲线
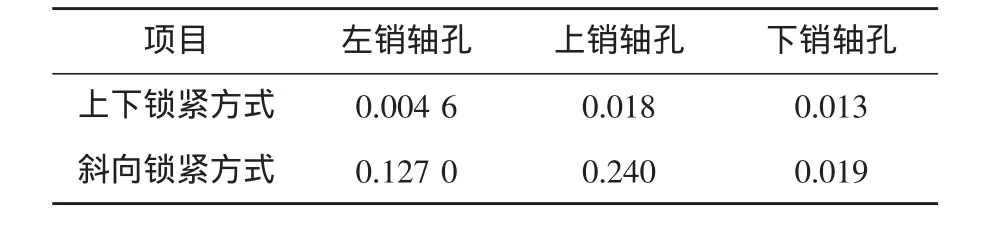
表1 两种锁紧方式轧制机架销轴孔位移对比 mm
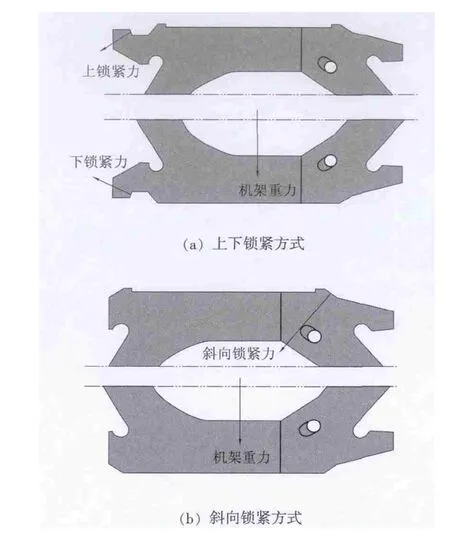
图9 不考虑支反力情况下轧制机架的受力状况
图9(a)所示的上下锁紧方式中,上、下锁紧液压缸将轧制机架紧紧压靠在主机座侧面的定位面上,但是在竖直方向,上、下锁紧液压缸的锁紧力相互抵消,无法将轧制机架压紧在主机座的水平定位面上,当有竖直向上的轧辊轴向力分力,且克服了轧制机架重力时,轧制机架将向上发生偏斜,会大大降低轧制机架的定位精度,严重时甚至无法进行正常的轧制;因此上下锁紧方式的轧制机架锁紧稳定性较低,容易受外力的影响发生偏斜,从而降低轧制精度。
图9(b)所示的斜向锁紧方式中,锁紧力既有向左的分量,又有向下的分量,可以保证轧制机架很好地贴合在主机座的侧面和底面定位面上,即使轧辊轴向力有向上或者向左的分力,轧制机架也不会轻易脱离定位面;因此斜向锁紧方式的轧制机架锁紧稳定性较高,可以保证轧制机架的定位精度。
3 结 论
(1)由于上下锁紧方式锁紧力传递到轧制机架约束支撑处的路线较短,因此上下锁紧方式具有更好的定位精度,能够最大程度降低机架锁紧力对轧辊定位精度的影响,利于提高钢管的轧制精度。
(2)从轧制机架锁紧的稳定性方面来分析,上下锁紧方式中,锁紧力在竖直方向的分量相抵消,导致上下锁紧方式没有有效将轧制机架压靠在主机座的水平定位面上,在竖直方向的锁紧稳定性较差;而在斜向锁紧方式中,锁紧力既有水平方向的分量,也有竖直方向的分量,因此能够有效克服竖直和水平两个方向的轧辊轴向力干扰,在两个方向均有较高的锁紧稳定性。
(3)虽然上下锁紧方式具有较短的应力应变传递路线和较高的轧辊定位精度,但是其竖直方向的机架锁紧稳定性较差,不确定性增多,一旦机架发生偏斜,机架定位精度将大幅度降低;而在斜向锁紧方式中,虽然机架锁紧力会带来机架变形的增大,但是其变形都在可以接受的范围内,且锁紧稳定性高,不确定性较少,是一种值得推荐的轧制机架锁紧方式。
[1]常建设,庄钢,钟锡弟.我国小直径无缝钢管生产机组的发展[J].钢管,2012,41(5):15-21.
[2]陈碧楠.三辊连轧管机的发展及分析对比[J].钢管,2010,39(3):6-9.
[3]吴明宏,李卫河.包钢Φ460 mm三辊连轧管机组的工艺装备特点[J].钢管,2013,42(1):34-39.
[4]李元德,李国栋,田颖峰.对连轧管机机型选择的探讨[J].钢管,2011,40(2):20-24.
[5]周晓锋,张传友,史庆志.PQF连轧管机在天津钢管的发展[J].钢管,2012,41(2):38-41.
[6]王三云,杨旭宁.关于我国小型无缝钢管生产机组改造的探讨[J].钢管,2012,41(2):9-14.
[7]严泽生,孙强,庄钢.PQF生产工艺[J].钢管,2006,35(1):37-42.
[8]李群,杨帆,丁德元,等.从MPM到PQF——限动芯棒连轧管机回顾及展望[J].钢管,2007,36(6):19-24.
[9]金如崧.PQF 的 17年[J].钢管,2009,38(1):36-40.
[10]严泽生,庄钢,孙强.世界热轧无缝钢管轧机的发展[J].中国冶金,2011,21(1):7-11.
[11]李群,安野,魏建,等.关于三辊连轧管机孔型调节方法的讨论[J].钢管,2010,39(5):62-65.
[12]李元德,朱燕玉,贾立虹,等.连轧管机组发展历程及生产技术[J].钢管,2010,39(2):1-13.
[13]哈尔滨工业大学理论力学教研室.理论力学[M].北京:高等教育出版社,2007.
Analysis of Influence of Stand Locking Method on Rolling Accuracy of Three-roll Mandrel Pipe Mill
CHEN Binan1,JIN Qiang1,QIN Xuan1,MU Dong2
(1.Chongqing CISDI Metallurgical Equipment System Integration Engineering Research Center Co.,Ltd.,Chongqing 401122,China;2.MCC CISDI Engineering Co.,Ltd.,Chongqing 401122,China)
Studied are two commonly used stand locking methods for the lateral roll-changing 3-roll mandrel pipe mill,namely the vertical locking method and the oblique locking method.Analyzed are the influences of these two locking methods on the roll positioning accuracy and their capability of bearing the axial roll forces.Based on the analysis,it is concluded that the vertical locking method has positive influence on the roll positioning accuracy of the 3-roll mandrel pipe mill;and although the oblique locking method decreases the roll positioning accuracy,it can endure bigger axial roll forces and stabilize the positioning of rolling stand,which makes it a more reliable mechanism of stand locking.
3-roll mandrel pipe mill;lateral roll changing;stand locking;vertical locking;oblique locking;rolling accuracy
TG333.8
B
1001-2311(2014)03-0070-05
陈碧楠(1965-),女,教授级高级工程师,主任工程师,从事钢管生产设备的设计工作。
2013-08-26;修定日期:2014-04-28)
猜你喜欢
农业装备与车辆工程(2022年7期)2022-10-31
科学技术创新(2022年28期)2022-10-21
导航定位学报(2022年5期)2022-10-13
导航定位学报(2022年5期)2022-10-13
机械设计与制造(2022年10期)2022-10-12
风流一代·TOP青商(2022年1期)2022-01-20
导航定位学报(2021年4期)2021-08-29
大型铸锻件(2020年5期)2020-12-04
中国新技术新产品(2020年4期)2020-05-05
科技与创新(2019年21期)2019-11-27
