
大跨度钢结构桥的施工技术
2014-09-20 06:31:48
建筑施工 2014年1期
上海市政建设有限公司 上海 200438
1 工程概况
大芦线航道整治工程一期(临港新城段)19标Y6桥工程位于上海市原南汇区南芦公路马五公路东北侧。其中,主桥为下承式系杆拱桥,主桥桥面由左右前后各2 根钢结构箱型系梁和端梁组成,中间由BH型钢中横梁连接,通过钢梁面上的栓钉与混凝土桥面形成钢混凝土组合结构梁;桥梁上部拱肋采用月牙形叠合拱,上下层拱均为钢箱型截面,左右两片钢拱肋的跨中位置设有X形风撑一道,截面为工字形(图1)。
图1 大桥效果图
2 施工原则
(a)根据构件运输路况、构件结构形式和现场工况条件,对桥面钢箱梁和钢拱肋系统构件进行合理分段,同时明确各分段构件吊装顺序。
(b)钢桥系梁两侧投影线向外各20 m,为吊装机械作业和分段构件拼装场地。
(c)根据各分段构件的质量和重心位置,确定吊耳规格及布置尺寸。
(d)需要工厂在分段钢梁上焊制吊耳和搁排的,事先向工厂提交零件图和布置图。
(e)现场安装所需分段构件上的标记和标识,必须在工厂内完成;所有分段构件对接部位(安装焊缝一侧)上的粘着物也须在出厂前清除。
(f)施工过程中的测量定位,采取安装位置角度测距和地面放线垂准同步控制。
(g)现场构件运输车辆和吊机行驶路线的地面必须夯实,且基本平整,必要时需铺设道渣或石子。
(h)桥面系梁下方设置的临时钢支架落地部位须夯实,并设混凝土基础。
3 钢结构桥施工技术[1-6]
3.1 施工流程
土建资料交接→轴线标高复测→拱脚埋入段安装→结构吊装→拼装焊接→总体验收
3.2 吊机选用
梁底钢支架吊装选用12 t汽车吊;桥面钢梁系统吊装、钢拱肋卸车及拼装、上部钢支架吊装选用125 t履带吊;钢拱肋构件吊装选用125 t履带吊和200 t汽车吊双机抬吊;风撑吊装选用200 t汽车吊;桥面边梁吊装选用16 t汽车吊。
3.3 吊耳及吊索具
桥面系梁、端梁和拱肋分段构件吊点均配置吊耳,其他构件吊装采用钢丝绳捆扎方式。技术要求为:
(a)吊耳和两侧加强板的材料采用A级或与其相接近的钢构件材料。
(b)吊耳切割后的切割断面应打磨光顺,且表面不允许有咬口、凹凸不平等现象。吊耳的吊孔应磨光,孔的边缘必须倒角。
(c)吊耳在分段构件上设置时,重要受力构件的吊耳应进行专项设计,特殊情况时进行加强处理。
(d)吊耳的焊接要求:吊耳开坡口处,坡口焊后,再增加6~8 mm焊脚;吊耳不开坡口处的角焊缝,其焊脚为其中薄板板厚的0.7 倍;所有吊耳零件间的焊缝都为连续焊缝,如有端头需进行包角焊,其包角焊的焊脚须符合设计要求。
(e)吊耳所处位置反面的结构焊接要求:吊耳反面的纵、横结构是双面连续焊的,应对在距吊耳中心1 m范围内所有纵、横向构架进行加强焊,其加强焊焊脚高度在原焊脚高度的基础上再增加2~3 mm;若吊耳反面的纵横结构在规定加强焊的范围内不连续,其结构端头均应进行包角焊,其包角焊的焊脚高度为加强焊的1.2K(K为加强焊的焊脚高度)。
3.4 钢结构施工
3.4.1 总体吊装流程
梁下临时钢支架架设→系梁吊装→端梁吊装→中横梁吊装→拱肋地面拼装(桥面钢梁吊装期间同步施工)→架设上部临时钢支架→吊装侧向拱肋→吊装拱肋合拢段→吊装风撑→桥面两侧挑梁吊装
3.4.2 结构吊装
(a)经复测和复核,如土建标高存在偏差,书面确认后按实配制的调整钢垫板安置在橡胶支座下。
(b)钢结构进场前,吊机停车位置的地耐力必须符合要求;汽车吊支腿必须伸足,支腿下设置路基箱或铁板,确保支腿稳定。
(c)吊装作业时,对吊机起吊幅度、把杆长度、起重量、起吊能力和站车位置等进一步复核,复核重点是吊装的可实施性和安全余量。
(d)钢结构梁和钢拱肋的起吊、回转、放置到位、吊点变换和双机抬吊等必须由持有效证件的起重司索人员统一指挥。
(e)钢结构吊运过程中,起重指挥人员实时与吊机驾驶员进行信息沟通,随时了解钢结构移位时的吊机荷载值。
(f)钢结构梁和拱肋安装到位,立即对其两端进行固定,并用型钢撑实其底部,及时施焊。
(g)邻接的钢结构件吊装到位后(图2),马上用手动葫芦和拉接码板对其合拢拼装;拱肋合拢段的受力状态由设计单位复核明确。
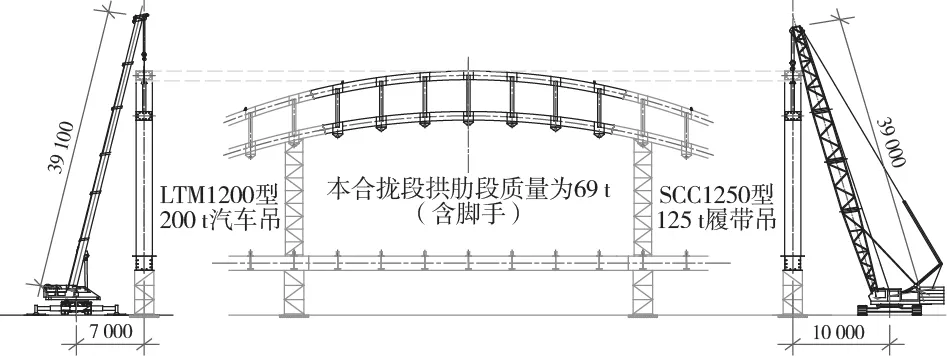
图2 中间合拢段构件吊装工况
3.4.3 安装焊缝的焊接
(a)焊接的次序:先对钢结构的横隔板、腹板进行焊接,并进行竖向T形角接焊缝(连接构件)的焊接;然后焊接钢结构上下翼板,此时由对称且同方向的2 个焊工同速对焊缝进行施焊。现场对安装焊缝进行施焊时,其纵向的焊缝由跨中朝两边施焊,其横向的焊缝由中间往两边对称进行焊接,保证焊缝约束应力和焊接变形的对钢结构的影响减少到最小。
(b)焊条干燥:烘焙温度300 °C~350 °C,烘焙时间60 min,保温温度100 °C~150 °C,允许存放时间4 h,回烘温度300 °C~350 °C,回烘时间60 min,允许回烘2 次。
(c)所有的焊接接头应连续一次施焊完成,每一层焊道焊接好后,马上进行清理,如果存在影响焊接质量的缺陷、必须处理完毕后才能进行下一步的焊接。
4 主要质量控制点
(a)施工现场起重吊装机械位置验算;
(b)钢梁吊装过程中结构稳定性的验算[7];
(c)对土建施工的相关轴线和标高的复测,以及吊装前的测量放线;
(d)钢梁和拱肋安装定位的设计尺寸:纵横轴线的定位与四角部位的标高[8];
(e)相邻钢梁对接的连接构架定位尺寸;
(f)安装对接焊缝间隙和焊缝打磨擦白;
(g)对接焊缝的外观和内部的无损检测(包括装配角焊缝的外观和内部的无损检测)。
5 结语
本文对大芦线13标航道整治工程一期(临港新城段)19标Y6桥工程的现场施工技术进行了介绍,由于该工程运用了有针对性的施工技术措施,钢结构桥在安全和质量管理方面都取得了不错的效果。
猜你喜欢
思维与智慧(2023年19期)2023-06-26 03:17:52
中国特种设备安全(2022年5期)2022-08-26 09:19:28
沈阳大学学报(自然科学版)(2021年5期)2021-10-15 12:34:16
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
船海工程(2019年3期)2019-07-03 09:34:00
石油化工建设(2018年4期)2018-11-30 02:04:02
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
中国公路(2017年19期)2018-01-23 03:06:37
智能制造(2015年10期)2015-11-04 00:10:02
广西科技大学学报(2015年4期)2015-02-27 12:22:30
