大型电厂烟囱钛-钢复合板内筒的焊接及工艺控制
2014-09-20 08:09:52
建筑施工 2014年11期
上海电力建筑工程公司 上海 200031
1 钛-钢复合板的简介
钛-钢复合板是钛板与碳钢或其他普通钢通过一定方式结合的复合板,兼具钛板的耐腐蚀的优点和碳钢或其他钢种的优点,且在满足实际使用需求的同时降低了成本。目前在电力、石化等行业大量使用。
江苏某电厂烟囱钢内筒材料采用爆炸-轧制钛-钢复合板,厚度取:8 mm+1.2 mm、18 mm+1.2 mm、20 mm+1.2 mm及24 mm+1.2 mm。钛-钢复合板中钛材(复材)采用TA2牌号,厚1.2 mm;基材采用Q235B,厚 8 mm、18 mm、20 mm及24 mm等。钛-钢复合板总质量约800 t。
钛-钢复合板焊接采用手工钨极惰性气体保护焊(GTAW ) 。钛-钢复合板焊接时, 氩气的有效保护区域应覆盖钛贴条温度可能超过400 °C的局部或全部区域。即采用二氧化碳气体保护焊焊接基材钢板,采用单面焊双面成形的焊接方法;钛贴条(TA2)与钛复合板角焊缝搭接采用手工钨极氩弧焊。
2 钛-钢复合板焊接工艺[1-7]
2.1 工艺流程
下料→打坡口→焊件组对→焊接→焊缝目视检查→探伤
2.2 焊前的准备工作
2.2.1 工艺评定及焊工培训
施工前,应根据设计文件及《钢结构工程施工质量验收规范》(GB 50205—2001)进行焊接工艺试验评定,根据评定工艺,编制焊接工艺,对焊工进行焊前培训、考试。
2.2.2 场地准备
钛板焊接时,钢板对接平焊焊接位置处,需做好防风措施,以防止外部风、砂对工件的污染。钛板焊接采用水冷却时,应做好进水管接道位,并做好排水工作,并保持相对湿度在90%以下。在焊接时应用临时围设做好隔离措施,焊接人员应穿戴整洁,戴好干净手套,严禁油污及铁器碰钛板。
2.2.3 材料验收
对原材料的检验——钛-钢复合板材料的复试:生产厂商对进场材料必须提供材料质保书、化学成分、力学性能和工艺性能以及超声探伤报告,并对外形尺寸、表面质量等进行检查,符合要求后才能发货。钛-钢复合板进入施工现场后由业主组织进行抽样复验,并委托专业检测单位进行检测。
焊材的化学成分和性能应与母材相当。选用的焊丝应有质量证明文件。焊丝应洁净、无氧化色,无裂纹、起皮等表面缺陷。其化学成分应符合《钛及钛合金丝》(GB/T 3623—2007)的有关规定。
氩气纯度应≥99.99%,含水量应≤50 mg/m3。氩气输送管不宜采用橡胶软管等吸湿性材料。
2.2.4 下料及坡口加工
钛-钢复合板及钛贴条的存放场地应保持清洁。
坡口切割时,其表面不得过热变色,当采用等离子弧方法切割时,应去除污染层。坡口质量应符合要求:表面平整,无裂纹、重皮、毛刺、凸凹、缩口、熔渣及氧化物。
坡口的形式和尺寸,应符合设计和焊接作业指导书的规定。
2.2.5 木材的焊前清理
清理工具应清洁。清除钛贴条及钛复合板两侧各25 mm区域内的油污,用不锈钢丝刷、铰刀等工具清除表面氧化膜、毛刺等。
2.3 焊接工艺及方法
2.3.1 基板焊接
基板Q235B焊前清理选用手提式角向磨光机或用钢丝刷对坡口内锈、污染物进行清理,其清洁范围离焊边至少15 mm,并在钢板对接焊起点及终点,点上引弧板和收弧板。
钢板对接焊接之前,首先进行钢板对接定位焊,通常定位焊缝不磨掉,仍保留在焊缝中,焊接过程中很难全部重熔,因此应保证定位焊缝的质量。既要熔合好,焊缝余高又不能太高,还不能有缺陷,所以定位焊必须按正式焊接那样进行。定位焊缝的长度和间距见图1。
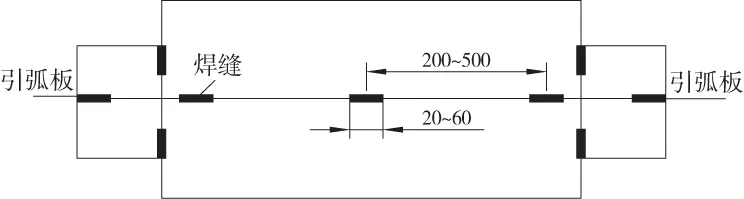
图1 定位焊缝
基板V形坡口对接横焊焊接要点:焊枪角度与焊法,采用左向焊法,3 层6 道,按1~6顺序焊缝,焊道分布如图2所示。

图2 横焊焊道分布
打底焊调试好打底焊焊接参数后,要求保持焊枪角度,从右向左焊打底焊道。
焊接过程中要仔细观察熔池和熔孔,根据间隙调整焊接速度及焊枪摆幅,尽可能地维持熔孔直径不变,焊至左端收弧。
如果打底焊过程中电弧中断,应按下述步骤接头:将接头处焊道打磨成斜坡状,在打磨了的焊道最高处引弧,并开始小幅度锯齿形摆动,当接头区前端形成熔孔后,继续焊完打底焊道。使焊缝根部凸出0.5~1 mm。焊完打底焊道后先除净飞溅及打底焊道表面的熔渣,然后用角向磨光机将凸起的焊道磨平。
填充焊调试好填充焊焊接参数后,焊枪成0º~10º俯角,电弧以打底焊道的下缘为中心做横向摆动,保证下坡口熔合好。焊填充焊道3时,焊枪成0º~10º仰角,电弧以打底焊道上缘为中心,在焊道2和坡口上表面间摆动,保证熔合好。
横焊盖面焊调试好盖面焊接参数后,焊道焊枪对中心位置及角度按要求操作。
2.3.2 钛材焊接
钛贴条焊接前,钛复层清洁范围离焊边至少40 mm,钛板清洁度选用专用的清洁剂以不染色为合格。清洗完毕后严禁用手触摸。
T2钛贴条板焊接采用手工钨极氩弧焊,选用逆变电弧焊机(ws-7-315A),直流正接。先将钛贴条点焊固定,焊枪在每个焊点应保持延时通气时间30 s。一名焊工施焊,另配备人员开关氩气瓶、扶持保护罩,对焊缝及热影响区同步保护。
起弧时,提前送气,高频引弧;熄弧时,使用电流衰减和气体保护装置;熄弧后对焊缝及热影响区进行400 °C以上的保护,直至温度至400 °C以下。氩气应使填充焊丝的加热端始终保持在保护范围。熄弧后焊丝应在焊缝脱离保护时取出。
电弧应保持稳定。发生夹钨现象时应停止焊接,对缺陷进行处理后再行施焊。焊接第2层前,对前层焊缝及热影响区的色泽进行检查,对蓝色或灰色氧化物,应予清理。层间温度应≤200 °C。
焊接顺序遵循先焊基材、后焊复材,先焊纵缝、后焊环缝的原则。
2.3.3 焊缝检测及返修
(a)焊缝外观质量检验用肉眼对焊缝外形尺寸及表面进行检查:焊缝外型几何尺寸应符合设计图样要求。焊缝成形应均匀,致密、平滑地向母材过渡,不得有裂纹、未熔合及超过规定的咬边、气孔、夹渣、弧坑等缺陷。钛焊缝不允许有咬边;钢焊缝的咬边深度不得大于本身板厚的10%,且≤0.5 mm,咬边的连续长度≤100 mm,焊缝两侧咬边总长<焊缝长度的10%。钛焊缝表面的划伤≤0.5 mm。如划伤深度超标应予清除,清除后的焊缝表面不得低于母材表面。
(b)应对钛焊接区表面颜色进行检查:钛焊缝和热影响区表面的颜色应为银白色、金黄色或紫色;焊接区如在层间焊缝表面呈蓝或紫色,则必须随即清除,如果在焊缝表面,则由设计确定是否需要返修;焊接区呈灰色或白色且无金属光泽,必须按照缺陷处理工艺要求返修,见图3。
(c)钢焊缝探伤按照设计文件规定进行检查:焊缝等级纵缝为Ⅱ级,水平缝为Ⅰ级质量要求进行检验。钛复层焊缝,在外观检查合格的条件下,进行着色检验。
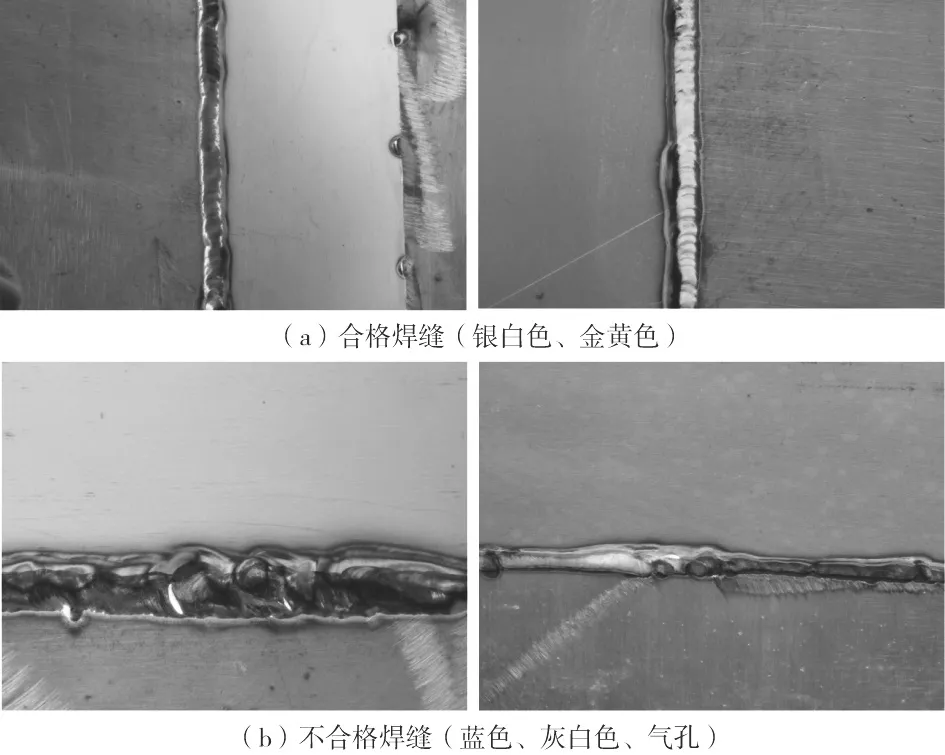
图3 焊缝表面颜色
(d)不合格焊缝的返修应采用机械加工工艺,用刮刀整修、脱脂后,重新焊接并重新检验。同一焊缝位置返修次数不得超过2 次。
3 钛钢复合板焊接的工艺控制要点
(a)先焊基层钢,在基层钢焊缝经质量检验合格后,再焊接钛复层。
(b)定位焊前检查坡口尺寸及装配质量。
(c)所有焊接应由持合格证焊工承担,并采用与正式焊接相同的焊接材料、工艺进行定位焊。定位焊后,再检查装配间隙、错边量及定位焊质量。
(d)校正变形,忌用铁器直接接触钛面。
(e)多层多道焊,应控制层间温度不大于150 °C。
(f)采用加大氩气保护罩的方法,避免钛板焊缝在高温时直接接触空气。
(g)钛材焊接时,不得在坡口外工件表面上打弧,应用引弧板和息弧板。
(h)如定位焊点开裂,造成板边错位或间隙变化,应立即停止焊接,修复后方可继续施焊。
(i)应严格按焊接工艺试验,评定合格的规范参数和要求进行焊接,尽量避免不必要的反复加热,确保钛板不氧化与基材不分层,不开裂。
(j)发生触钨时,应立即停止焊接,该部分焊缝应铲除。
(k)焊工必须穿戴清洁工作服、工作鞋及白手套。
(l)焊后应仔细清理焊件表面的焊渣、焊瘤、飞溅物以及其他污物,必要时对焊缝进行局部修整。
(m)做好焊接施工记录及无损检测。
4 结语
江苏某电厂2×600 MW机组烟囱工程的钛钢复合板内筒施工,工艺确定合理,控制措施严密,钢内筒焊接质量完全达到了规范要求。焊缝全部合格,为以后同类工程施工积累了经验,取得了良好的社会效益和经济效益。
● 通 讯 ●
第二十一届华东六省一市建筑施工技术交流会在南昌召开
(本刊讯)第二十一届华东六省一市建筑施工技术交流会于2014年11月12~14日在江西省南昌市召开,会议主题为“创新驱动•技术领先•建设秀美家园”。会议编印了本次与会者的主题论文集。
论文集共收录121篇论文,这些论文总结了各地近年来在国内外典型工程中施工的成功经验和案例,展现了广大工程技术人员在工程建设与施工中的技术创新成果,论文的内容在一定程度上也反映了我国的施工技术现状与发展趋势。通过建筑施工技术学术交流会这一平台,华东地区建筑施工企业相互交流,增进合作,实现资源共享、优势互补与互利共赢。

(潘如莉)
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
工程与建设(2019年1期)2019-09-03 01:12:38
山东冶金(2018年6期)2019-01-28 08:14:48
中华骨与关节外科杂志(2016年6期)2016-05-17 06:11:12
焊接(2016年6期)2016-02-27 13:04:57
中国继续医学教育(2015年3期)2016-01-06 01:36:36
焊接(2015年7期)2015-07-18 10:59:17
中国医疗美容(2015年1期)2015-07-12 10:06:52
制造技术与机床(2015年8期)2015-04-24 07:25:38