
基于MSP430F149的激光光斑自动测量实验设计与实现
2014-09-19 06:09:12潘玉寨李爱芝孙正和贾万泉
物理实验 2014年10期
潘玉寨,李爱芝,孙正和,贾万泉
(哈尔滨工业大学威海校区理学院光电科学系,山东威海 264209)
基于MSP430F149的激光光斑自动测量实验设计与实现
潘玉寨,李爱芝,孙正和,贾万泉
(哈尔滨工业大学威海校区理学院光电科学系,山东威海 264209)
设计了刀口法激光光斑自动测量系统,采用MSP430F149单片机控制步进电机带动刀口自动扫描,同步采集光电探测器信号并传入控制计算机,利用Lab VIEW语言开发“人机交互界面”,借助Matlab Script节点对数据进行分析得到光斑尺寸参量,实现了激光光斑尺寸的实时测量显示和程序化处理.
激光光斑;刀口扫描法;MSP430F149单片机;Lab VIEW
1 引 言
激光设计及应用中对激光光束质量(光斑半径和发散角)的精确测量有着非常重要的意义[1].在培养光电信息技术人才过程中,激光光斑尺寸的测量也是基础性或设计性实践教学内容之一[2].测量激光光束光斑尺寸的方法主要分为两大类[3],一类是采用传统方法,用不透明物截断光束,使其基横模通过并观察投射过去光束的总能量变化.如可变光阑法、刀口法等;另一类方法是基于CCD等探测器点阵的测量方法,这种方法在工业及其他领域应用较多,主要应用于远场光斑的测量.各种测量方法中,对应光斑尺寸的定义不同,特别是存在高阶模式的激光光束,存在较大的差别,但对于基横模激光光束的分析,均具有较好的结果.
刀口扫描法是一种操作相对方便,费用低,可以在各个领域推广普及的一种方法,是测量激光光束光斑尺寸常见方法之一[4-6].然而,传统的刀口扫描法采用手动操作,人工记录数据,且数据处理繁琐.为了让这一方法能够得到更好的应用,并与其他专业知识结合,培养学生综合实验能力,设计自动测量系统,实现了刀口自动扫描、数据实时采集处理和实验结果实时显示.通过使用高精度步进电机来带动刀口扫描,减小手动操作带来的误差,采用高速16位MSP430F149单片机实现了步进电机精确控制及测量数据的高速传输和处理,使用Lab VIEW图形化编程软件编写程序实现数据的实时显示记录和保存,同时通过Matlab Script节点实现数据的后期处理和图形的绘制拟合,缩短操作时间,提高测量效率,避免人工操作误差,在一定程度上提高了测量的精度.
2 基本原理
2.1 激光光束的光斑半径及发散角
He-Ne激光器输出为基横模高斯光束,如图1(a)和(b)所示.激光束在垂直于z轴x-y平面上光强分布I(x,y)为

其中I0为光束截面上的中央最大光强,w称为光斑半径,定义为光强衰减到中央最大光强的1/e2的位置与z轴之间的距离,如图1(c)所示.衡量光斑大小也常用半极大全宽度,定义为光强衰减到中央最大光强的一半的位置与z轴之间距离的2倍,称之为半功率直径,记为D1/2,它与w的关系为

激光光束的总功率为

根据激光传输特性,高斯光束的光斑尺寸呈双曲线发散,远场发散全角为双曲线2条渐近线的夹角.通过双曲线拟合可直接计算出激光光束的束腰半径.由以上分析可知,光斑半径测量是计算激光光束各参量的关键.
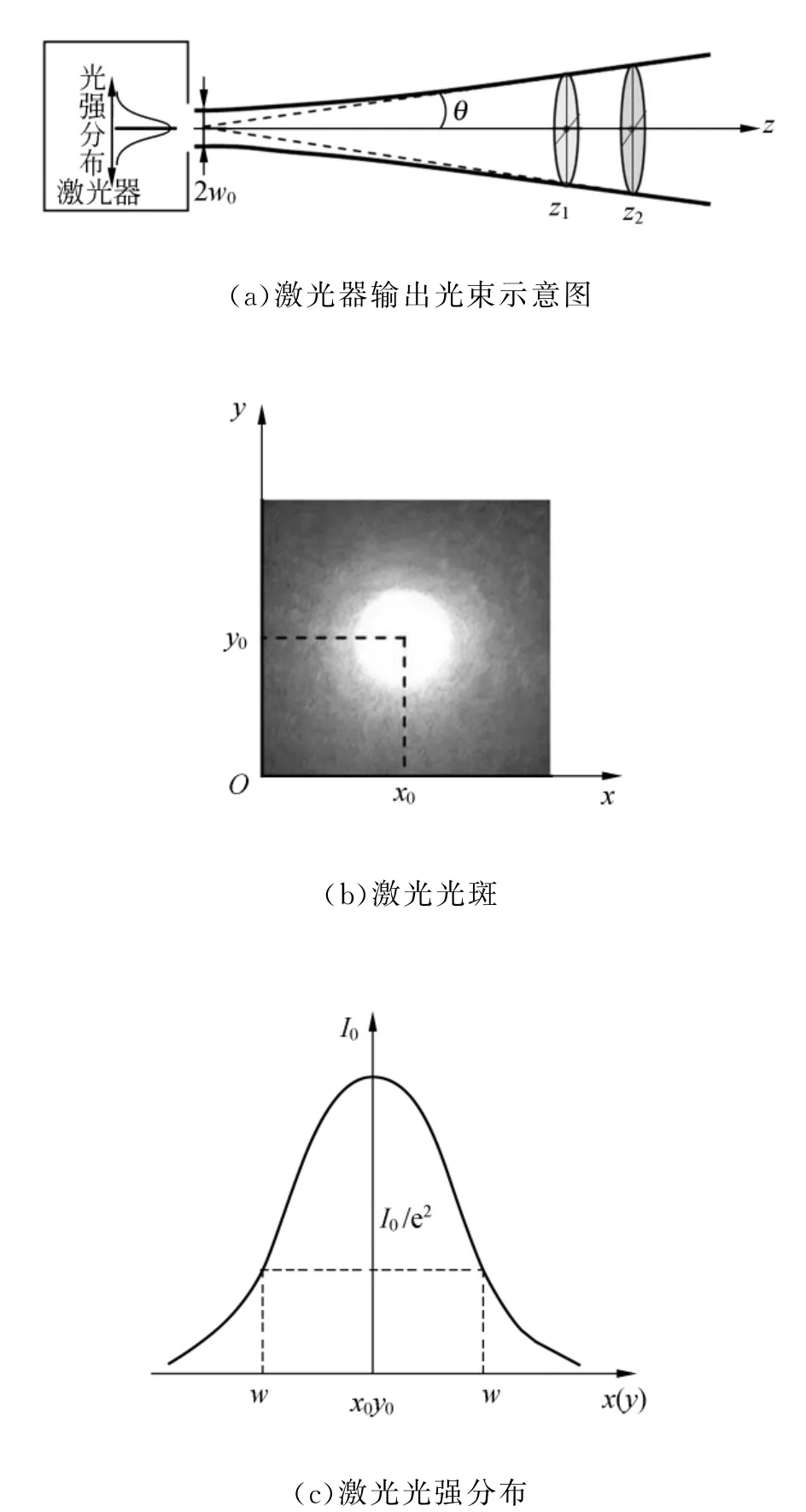
图1 激光光束的基本特性示意图
2.2 刀口扫描法测量原理
在激光光束的垂直截面上,采用刃口平直的刀口扫描光斑,刀口尺寸远大于光束直径,则不同面积的激光光斑照射进入光电探测器刀口固定于螺旋测微器上,记录刀口的位置信息与光探测器探测到的光功率,作光功率随刀口位移变化的分布曲线,从而找到激光光斑半径.
刀口平行于y轴,沿平行于x轴方向移动,如图2(a)和(b)所示.刀口远离光束,此时光束全部进入光电探测器,测得激光束的总功率P0.当刀口缓慢推入光束时,未被刀口挡住的光功率P可用余误差函数表示为

其中,erfc(x)函数为互补误差函数,其数值可查表求得.式(4)归一化后有:

其中,σ=w/2是数理统计中的标准偏差.根据式(5)可作出相对功率与刀口位置关系曲线,如图2(c)所示.通过查找erfc(x)函数表可知,当刀口遮住光束能量的2.3%及97.7%的2个刀口位置间的距离为光斑直径;刀口遮住光束能量的10%及90%两个位置间的距离的1.56倍为光斑直径,常称为90/10刀口法[6].考虑到若x1,x2的位置太靠近光斑边沿,易引起较大测量误差,在本设计中,采用了符合式(1)中光斑半径定义的测量方法[5],若测得相对功率为25%和75%的两位置分别为x1和x2,其距离为:x2-x1=0.674 5σ,可求得刀口位置处的光斑半径w=2.965 2(x2-x1).

图2 刀口扫描法测量原理示意图
3 测量装置的实验设计
实验装置如图3所示,高质量刀口装在移动精度0.02 mm的螺旋测微器上,螺旋测微器与步进电机固定,并保证中心轴一致,由步进电机带动螺旋测微器旋钮同步运动.步进电机为杰美康机电公司提供的86型两相四线步进电机,同时借助与其匹配的2M542型驱动器,实现步进电机平稳运转,脉冲停止超过100 m/s,定位精度最高可达25 600步/转.电机的扭矩以及定位精度完全满足实验过程中对于精度的要求.光功率计采用硅光电探测器,置于刀口扫描装置的后方,光电探测接收器采用直径为25 mm的硅光电池.采用TI的MSP430F149单片机作为下位机,提供给步进电机驱动器控制信号.MSP430F149单片机同步采集硅光电池的电压信号,将采集得到的数据通过串口传入控制计算机,运行在控制计算机上的虚拟仪器——“人机交互界面”是利用NI公司提供的Lab VIEW图形编程语言开发的,同时借助Matlab Script节点对数据进行分析得到激光的光束参量.在控制计算机上显示测量数据及最终得到的光斑半径数值.
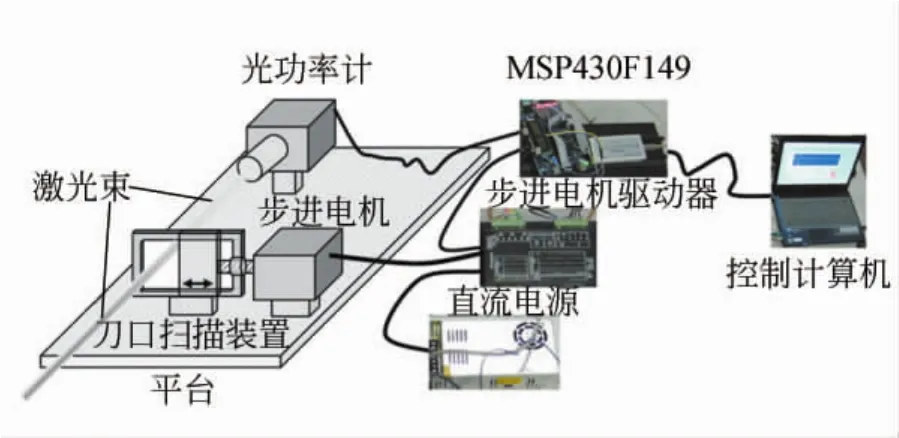
图3 刀口扫描法激光光斑自动测量系统示意图
MSP430F149是德州公司新开发的一类具有16位总线的带Flash的单片机,由于其性价比和集成度高,受到广大技术开发人员的青睐.MSP430F149具有丰富的片上功能模块,方便用户实现各种功能,同时充足的I/O接口,可以满足用户的各种需求.Flash型MSP430F149开发板具有丰富的片上外围模块,可在线对单片机进行调试和下载,而且可以在超低功耗模式下工作,可靠性能好,适应工业级的运行环境.另外由于MSP430F系列单片机具有非常强的处理能力,因此非常适合对处理速度要求比较高的嵌入式系统[7-8].
Lab VIEW是美国国家仪器公司(简称NI)推出的一款图形化语言界面软件开发环境[9],是虚拟仪器开发过程中最具代表性的图形化编程语言,可在控制计算机屏幕上显示与实际硬件仪器相似的操作面板,是目前国际上应用最广的数据采集和控制开发环境之一.除此之外,Lab VIEW易与各种硬件集成,适用于开发各种控制系统.除工业自动化、信息数据处理检测等领域应用外,是一种实验仪器设备开发、大学生创新设计方面常用工具,已经在高校各类基础或设计性实验中得到了广泛应用[10-12].
3.1 下位机系统程序设计
针对MSP430F149单片机,在IAR Embedded Workbench for MSP430 V4.20开发环境下进行程序开发及调试.下位机共包括MSP430F149单片机、串口以及步进电机在内的三大部分.程序设计包括以下几部分:
1)系统的初始化,包括单片机系统时钟初始化,I/O引脚的初始化,AD转换部分的初始化,串口的初始化以及步进电机驱动器的初始化.在设计中,应用RS232实现单片机与PC之间的快速数据传输,选定串口波特率为32 k/9 600,数据长度为8位,1位停止位,无奇偶校验位;
2)步进电机的控制,主要实现步进电机的转向及转速控制;
3)数据的采集处理,主要借助硅光电池作为信号检测器,单片机对采集到的模拟信号进行数据转化.除去硬件AD转换以外为使得数据更加准确,在设计过程中,对采集到的信号进行了平滑滤波.
4)串口通信程序设计.串口通信程序模块是实现单片机与控制计算机之间的数据收发.
图4(a)给出了下位机程序流程图.
3.2 上位机程序设计
基于虚拟仪器软件Lab VIEW开发环境实现了上位机的程序设计,程序设计包括以下几部分:
1)对使用函数初始化;

图4 程序流程图
2)串口通信区域程序设计.包括串口设置、串口打开、数据读取、数据写入、串口关闭,通过Read函数将下位机发送的数据从串口以字符串的形式读出,然后将数据组建成数组二维数组,分别存放在数据采集控件和波形图中.在采集数据控件显示采集到的所有数据,当数据采集完成后可以把数据存储成文件,方便后续处理.
3)数据的分析与计算.选用Matlab Script的方法来对数据进行后期处理.数据的处理过程主要是数据拟合,寻找光强最大值以及75%和25%处的坐标位置,根据理论公式计算出光斑半径和功率半径,并显示于相应控件.图4(b)中给出了上位机程序流程图,图5给出该系统的主界面.主要有曲线实时显示区、串口设置区、写入命令区、数据显示区、存储设置区以及分析结果显示区等.
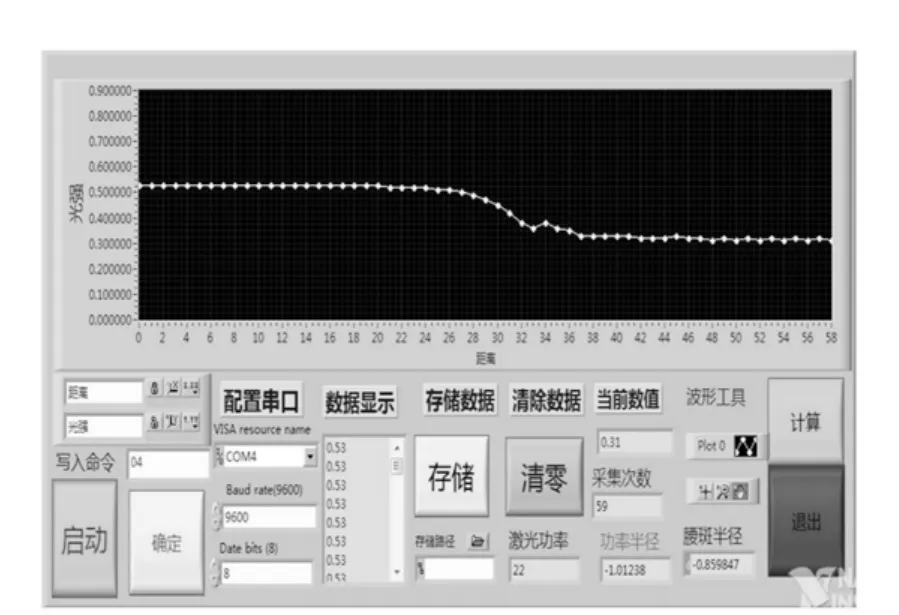
图5 自动测量系统的主控界面
4 光斑参量的实验测试与分析
对自动测量系统硬件高度完成之后,在实验室对氦氖激光器的光斑尺寸进行了测试.测试之前氦氖激光器通电工作约0.5 h,保证激光稳定工作,测试时激光器按图3所示摆放,并通过调整架使激光束垂直入射刀口平面及光功率计平面,每次重复测量次数为3次.实验中刀口离激光器输出镜面距离为22 cm,在该距离下,实验测试过程中没有发现激光光斑超出光功率计内光电探测器表面.实验过程中程序前面板显示如图5所示,图中数据是未归一化前某次实测电压值.通过计算得到的激光参量为:激光光斑半径w=0.859 5 mm;半功率直径D1/2=1.012 4 mm.
为了验证自动测量系统的准确性,在同一位置换上手动刀口扫描装置,用同一光电探测器进行手动测量,手动实验测得的数据计算得到的激光参量为:激光光斑半径w=0.848 4 mm;半功率直径D1/2=0.997 1 mm.2种方法测量结果偏差较小.自动与手动扫描法测量结果显示在图6中,由图中可见,刀口扫描自动测量系统的测量数据更加稳定.多次测量结果显示稳定性远高于手动测量,其原因是自动测量避免了手动调节时的移动误差、读数误差等.

图6 刀口扫描法自动与手动测量结果
通过上述对系统测试结果与手动实验结果进行比较,可判断出设计并实现的自动测量系统能准确的测量激光光束光斑半径,省时方便,形象直观,准确性及稳定性高.满足实际应用要求,可用于物理及光学类激光相关实验.目前该测量系统较为简单,通过进一步的工作,可实现以下功能:
1)增加等时间间隔定时测量记录激光功率,可实现激光功率稳定性的测量;
2)在刀口扫描装置上增加沿激光束传播方向的移动控制平台,自动测量不同位置处激光光斑半径,可进一步计算激光发散角和束腰半径.
在实际测量过程中发现,测量结果具有一定的随机性,即使同样测试条件下重复多次测量,所得数据值并不完全相同,虽然光电探测器前端套筒避免了部分背景光影响,但空气波动等因素的存在仍影响测量结果,因此在测量过程中,采用了平滑滤波处理,降低各种外界因素对测试结果的影响.另外,自动测量系统本身因电机转动、刀口移动时稳定性、螺旋测量器与电机的不同轴等也使测量结果存在一定的误差.
5 结束语
针对手动刀口扫描法测量激光光斑尺寸的实验方法进行了改进,设计了自动测量系统.采用了MSP43F149单片机作为下位机控制步进电机实现刀口自动扫描,同步采集光电探测器信号,利用Lab VIEW语言开发程序界面,实现了数据收发及保存,借助Matlab Script节点对数据分析得到激光光斑尺寸参量,实现激光光斑尺寸测量的程序化、信息化和自动化.通过进一步设计,还可实现激光功率稳定性及光束发散角的自动测量.
[1] Sirohi R S.A course of experiments with He-Ne laser[M].2ndEdition.New Delhi:New Age International Ltd.,1991:7-11.
[2] 王泽斌,黄佐华.套孔法测量激光光束光斑半径方法探讨[J].物理实验,2012,32(12):33-35,38.
[3] ISO/TR11146-3 2004,Test methods for laser beam widths,divergence angles and beam propagation ratios-Part 3:Intrinsic and geometrical laser beam classification,propagation and details of test methods[S].
[4] 杨枫,孔宪生.用刀口法测量氦氖激光基横模[J].大学物理,1998,17(11):25-26.
[5] 高源,樊仲维,余锦,等.刀口法测平顶光斑和高斯光斑半径的新算法[J].激光技术,2013,37(2):261-264.
[6] 樊心民,郑义,王冠军,等.90/10刀口法测量高斯激光光束束腰的两种计算方法[J].应用激光,2008,28(2):139-141.
[7] 秦龙.MSP430单片机应用系统开发典型实例[M].北京:中国电力出版社,2005.
[8] 孙敬姝,李蕊,李志有,等.基于MSP430单片机的自动灌溉演示装置[J].物理实验,2012,32(1):15-17.
[9] 杨乐平,李海涛,杨磊.Lab VIEW程序设计与应用[M].2版.北京:电子工业出版社,2005.
[10] 凡时财,李星晔,邹见效.虚拟仪器测试平台的设计及教学应用[J].实验科学与技术,2012,10(3):8-11.
[11] 赵佳,刘蕴红.基于Lab VIEW和FPGA的慢光效应实验系统[J].物理实验,2012,32(3):9-11,28.
[12] 管婉青,郭明俊,刘尧,等.基于Lab VIEW的声速测量系统研究声速与温湿度的关系[J].物理实验,2013,33(8):7-9,14.
[责任编辑:郭 伟]
Auto-measuring system of laser beam width based on knife-edge method and MSP430 MCU
PAN Yu-zhai,LI Ai-zhi,SUN Zheng-he,JIA Wan-quan
(Department of Optoelectronics Science,Harbin Institute of Technology at Weihai,Weihai 264209,China)
The design and realization of an auto-measuring system of laser beam width based on knife-edge method and MSP430F149 MCU were presented.The MSP430F149 MCU was utilized to push and pull the knife automatically.The signal of the photoelectric detector was synchronously acquired and transferred to the control computer.The human-computer interface was realized using Lab-VIEW,the laser beam width was subsequently obtained and analyzed with the aid of Matlab Script nodes.The real-time display,measurement and programmatically processing of laser beam width had been realized.
laser beam width;knife-edge method;MSP430F149 MCU;Lab VIEW
TN247;O4-39
A
1005-4642(2014)10-0032-06
2014-05-30;修改日期:2014-07-09
哈工大研究生教改研究项目(No.JGYJ-201436);威海校区大物实验教学与创新项目(No.IMIQ10110010)
潘玉寨(1976-),男,山东济宁人,哈尔滨工业大学威海校区理学院光电科学系副教授,博士,研究方向为激光技术及应用.
孙正和(1960-),男,山东即墨人,哈尔滨工业大学威海校区理学院光电科学系副教授,硕士,研究方向为大学物理实验教学、激光技术及应用.
猜你喜欢
激光技术(2024年1期)2024-04-03 12:09:02
都市(2023年6期)2023-12-28 07:56:54
诗歌月刊(2023年1期)2023-03-22 14:06:24
奥秘(2021年3期)2021-04-12 15:10:26
阅读(高年级)(2019年9期)2019-11-15 07:22:54
阅读与作文(小学高年级版)(2019年8期)2019-10-16 04:46:50
牡丹(2018年31期)2018-01-03 12:33:26
光学精密工程(2016年6期)2016-11-07 09:08:16
中国卫生标准管理(2015年25期)2016-01-14 09:29:16
中国卫生标准管理(2015年6期)2016-01-14 05:17:16
