边界散热条件对TC4线性摩擦焊接温度场的影响
2014-09-17 02:41李文亚石善祥王非凡
电焊机 2014年1期
李文亚,石善祥,王非凡
(西北工业大学 凝固技术国家重点实验室 摩擦焊接陕西省重点实验室,陕西 西安 710072)
0 前言
线性摩擦焊LFW(Linear Friction Welding)是一种可靠性高、低成本、焊接过程绿色环保、焊缝锻造组织、高接头对接率、少缺陷的新型先进固相焊接技术[1-2]。目前已成为先进航空发动机整体叶盘设计与制造的关键技术,是在大型宽弦空心叶盘的制造唯一可能的连接技术。然而由于线性摩擦焊的短时、极快的升温速度、冷却速度、强热力耦合和局部大变形塑性特点,焊接温度场、应力场和界面塑性流动的试验研究存在诸多困难,因此有限元模拟研究已成为一种重要研究手段。
Vairis等人[3]基于专用有限元软件模拟线性摩擦焊接TC4初始阶段的温升情况,计算中考虑材料非线性和边界条件的影响,同时考虑了飞边挤出阶段钛合金氧化放热反应对摩擦焊接过程热分布的影响,模拟结果采用盲孔法热电偶测温进行验证。Tao等人[4]采用DEFORM软件,采用热力耦合方法计算了TC4线性摩擦焊接过程接头升温和降温过程,通过网格重划技术以克服焊接过程中单元畸变问题。此外,Ceretti等人[5]采用DEFORM软件,建立了AISI1045钢线性摩擦焊接二维有限元模型,结果表明焊接过程中接头最高温度约为900℃。Sorina-Müller等人[6]采用ANSYS软件建立了Ti-6Al-2Sn-4Cr-6Mo线性摩擦焊的三维热力耦合模型对不同截面的工件进行模拟,得到了摩擦界面的温度分布云图。
边界散热条件作为焊接过程中重要影响因素之一,而其对线性摩擦焊接头温度场的影响尚无相关文献。本研究基于ABAQUS软件建立TC4钛合金线性摩擦焊二维数值模型在不同边界散热条件下进行模拟,研究了不同边界散热条件对TC4钛合金线性摩擦焊温度场影响。
1 数值分析
1.1 有限元模型
线性摩擦焊是一个复杂的热力耦合过程,如果以实际尺寸建模必将大大增加计算难度[7],因此本研究采用1/2模型进行模拟,即焊接界面采用刚体代替对称的另一工件。如图1所示,模型尺寸为18 mm×45 mm,网格划分采用线性、缩减积分、热-位移耦合CPE4RT单元。采用ABAQUS/Explict模块模拟焊接升温阶段,用ABAQUS/Standard模块模拟焊接降温过程。预设摩擦时间(升温阶段)为3 s,降温阶段为100 s进行模拟计算。试件与刚体面采用面-面接触,界面摩擦系数为随温度变化量,单一试件模型,设定摩擦热的50%传给试件。塑性变形功热转换系数设为0.9,初始温度15℃。计算工艺参数为摩擦压力50 MPa、振幅3 mm、频率35 Hz。
1.2 模拟材料和本构
模拟材料为TC4钛合金。计算中所用到的材料参数:密度为4340 kg/m3,弹性模量为114 GPa,泊松比为0.34[8],导热率与比热容取随温度变化值如图2所示。计算材料流变应力σ采用综合考虑应变、应变率硬化与温度软化效应的Johnson-Cook塑性本构[7]。
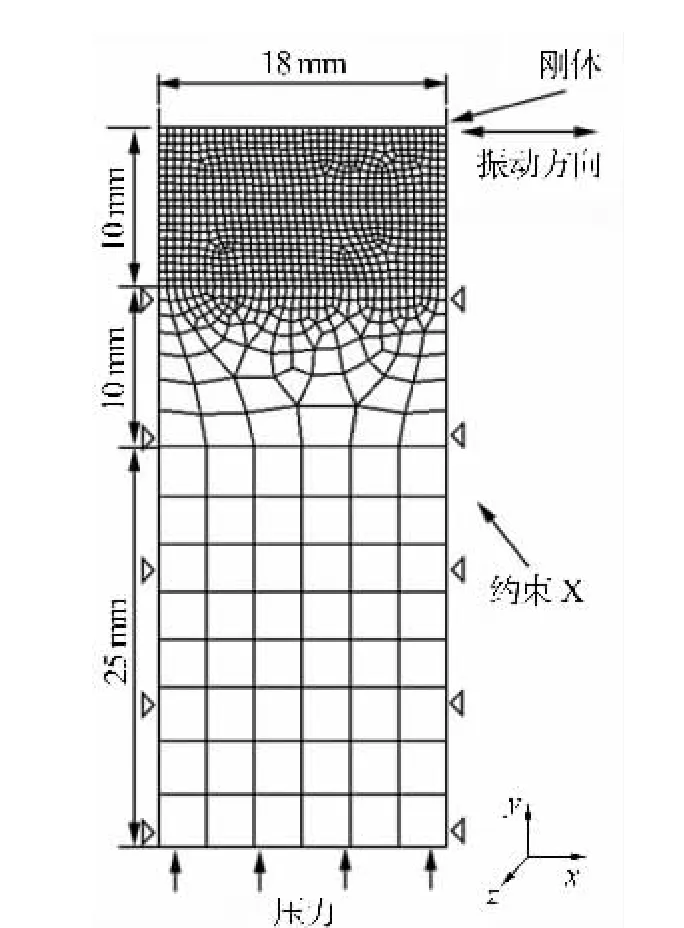
图1 计算模型与网格划分示意
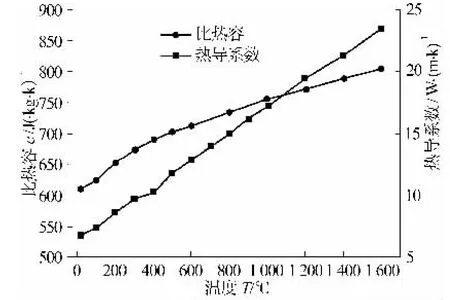
图2 TC4不同温度下比热容和热导系数
2 边界散热条件和设置
线摩擦焊接过程中试样散热可分为:工件与夹具热传导、工件与空气对流换热及热辐射。Ceretti等人[5]采用的工件与夹具接触热传导系数高达1.1×106W/(m2·K),顾守岩等人[9]对氩气强制对流换热系数达600 W/(m2·K),而郑振太等人[10]研究发现400℃以上辐射换热大于自然对流换热。为研究散热条件对线性摩擦焊的焊接过程中温度场的影响,本研究将辐射换热与对流换热统一为一个随温度变化的系数,而夹具热传导散热系数取固定值,表1为计算采用的A、B和C三种不同散热条件。
3 模拟结果和讨论
3.1 边界散热条件对接头温度场的影响
图3为相同焊接工艺参数,不同边界散热条件
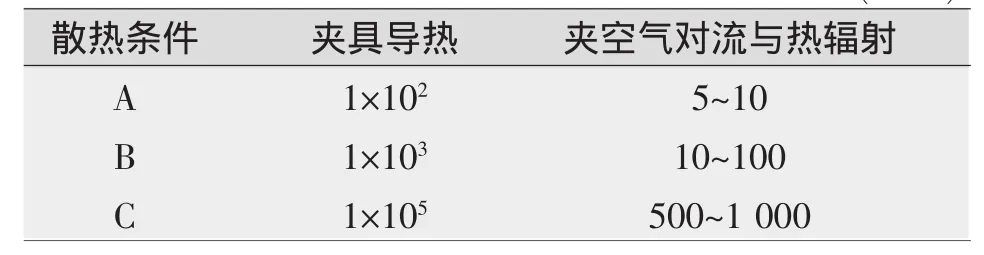
表1 计算采用的三种散热条件 W/(m2·K)
下(A、B和C)摩擦终了时刻接头温度场。由图3可知,接头高温区(大于600℃)集中在焊缝及飞边区域,并且接头最高温度约为1 000℃。此外边界散热条件对接头高温区域及分布也基本没有影响,其主要原因是摩擦阶段,边界散热耗散的热量相对于摩擦产热量小得多。
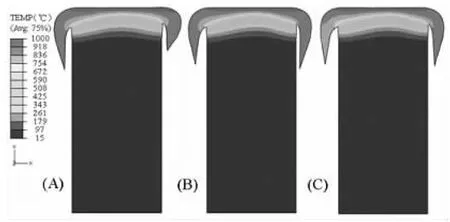
图3 摩擦终了时刻不同散热条件下接头温度场
图4为不同边界散热条件下冷却100 s时接头温度场。由图4可知,在相同冷却时刻,随着散热系数的增加,接头整体温度明显降低。在t=100 s时,A、B和C条件下接头最高温度分别为181℃、61℃和23℃,因此边界散热条件对接头焊后温度场的演变具有重要影响。

图4 冷却终100 s时不同散热条件下接头温度场
3.2 边界散热条件对焊接界面中心点热历史影响
图5为不同边界散热条件下焊接界面中心点热历史。由图5可知,边界散热条件对焊接摩擦阶段界面中心点温度历史没有影响,而对冷却阶段具有不同影响。在冷却初始5 s内,边界条件对界面中心温度几乎没有影响,这是因为在冷却初始阶段界面温度梯度很高(高温分布区域很窄),接头热量主要通过工件内部导热向远离界面的低温区域传导,因此边界散热条件作用较小。当冷却时间t>5 s时,三种散热条件界面中心温度迅速表现不同,并且在冷却100 s时,A界面中心温度高达180℃,而在B和C界面中心温度已接近室温。这是由夹持区域工件与夹具导热系数明显变化造成。

图5 不同散热条件下焊接界面中心点热历史
3.3 边界散热条件对轴向缩短量影响
图6为三种不同边界条件下工件单边轴向缩短量。由图6可知,在A,B条件下,其对应轴向缩短量曲线基本重合并且最终轴向缩短量也基本相同。在C条件下,轴向缩短量曲线在2.5 s前基本与A和B重合,最终轴向缩短量比A和B小约0.2 mm,这表明边界散热条件对TC4线性摩擦焊轴向缩短量基本没有影响。
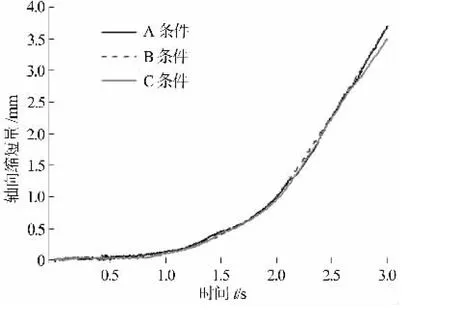
图6 不同散热条件下轴向缩短量
4 结论
基于所建立的数值模型对TC4线性摩擦焊在三种不同边界散热条件下进行模拟可知:在摩擦阶段,边界散热条件对工件接头温度场、飞边形貌及轴向缩短量基本没有影响。在冷却阶段,边界散热条件对接头温度场呈现不同影响,在接头温度场均匀化之前,散热条件对接头温度场几乎没有影响;而在接头温度场均匀化之后,散热条件对接头温度场有较大影响。在冷却至100 s,A、B和C散热条件下接头最高温度分别为181℃、61℃和23℃。
:
[1]Vairis A,Frost M.On the extrusion stage of linear friction welding of Ti 6Al 4V[J].Mater.Sci.Eng.A,1999(271):477-84.
[2]陈 亮,李文亚,马铁军.线性摩擦焊接技术研究进展与展望[J].航空工程进展,2010,2(1):178-183.
[3]Vairis A,Frost M.Modeling the linear friction welding of titanium blocks[J].Mater.Sci.Eng.A,2000,292(1):8-17.
[4]Tao J,Zhang T C,Liu P T,et al.Numerical computation of a linear friction welding process[J].Mater.Sci.Forum,2008(575-578):811-815.
[5]Ceretti E,Fratini L,Giardini C,et al.Numerical modeling of the linear friction welding process[J].Int.J.Mater.Form,2010,3(suppl 1):1015-1018.
[6]Sorina-Müller J,Rettenmayr M,Schneefeld D,et al.FEM simulation of the linear friction welding of titanium alloys[J].Comp Mater Sci 2010,48(4):749-758.
[7]Li WY,Ma TJ,Li JL.Numerical simulation of linear friction welding of titanium alloy:Effects of processing parameters[J].Mater Design 2010,32(3):1497-1507.
[8]黄伯云,李成功,石力开,等.中国材料工程大典第四卷[M].北京:化学工业出版社,2006.
[9]顾守岩,张卢伟,安志强.压力对气体强制对流传热系数的影响[J].辽宁化工,2009,10(38):734-740.
[10]郑振太,单 平,罗 震,等.CO2气体保护焊温度场的数值模拟[J].天津大学学报,2007,2(40):234-238.
猜你喜欢
数学物理学报(2022年4期)2022-08-22
水泵技术(2021年5期)2021-12-31
舰船科学技术(2021年12期)2021-03-29
中学生数理化·高一版(2021年2期)2021-03-19
制造技术与机床(2018年12期)2018-12-23
测控技术(2018年4期)2018-11-25
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
建筑科技(2018年6期)2018-08-30
北京航空航天大学学报(2017年4期)2017-11-23
遥测遥控(2015年2期)2015-04-23