大型门座式起重机回转轨道加工工艺
2014-09-11 01:05:00牛文献张经勇
综合智慧能源 2014年9期
牛文献,张经勇
(1.华电曹妃甸重工装备有限公司,河北 唐山 063210; 2.华电郑州机械设计研究院有限公司,郑州 450015)
0 引言
门座式起重机是造船厂和港口、码头的重要起重设备,担负着件货和散货等的装卸任务。门座式起重机回转支承装置主要分为柱式和转盘式两大类,而柱式回转支承又可分为定柱式回转支承和转柱式回转支承2种。本文对某大型转柱式门座起重机传统回转轨道的工艺性进行研究,提出一种便于加工和维护的新的结构形式并在实践中加以验证。
1 传统门座式起重机回转轨道的结构特点
回转轨道的制造、维护非常关键,它的加工制造精度直接影响起重机整机回转部分运行的平稳性、整机可靠性以及轨道的使用寿命,甚至影响整机寿命。
图1为传统转柱式回转轨道,它的回转轨道采用的是与门架回转圈直接焊接为一体的结构形式。这种结构形式的特点是回转轨道与门架回转圈焊后进行热处理并整体加工,能最大限度地保证加工精度,从而保证回转滚轮的平稳运行和回转轨道的使用寿命。在中小型门座式起重机上,由于回转轨道及回转圈的整体尺寸较小,整体加工比较方便,因此应用十分广泛。但这种回转轨道和回转圈焊为一体的结构形式也有局限性:首先是随着转柱门座式起重机起重能力的不断提高,一体式回转轨道的外形尺寸会越来越大,整体加工回转轨道的难度大幅提高,甚至根本无法实现整体加工;其次,与回转圈焊为一体的回转轨道一旦出现问题,更换轨道的难度很大,成本也比较高。
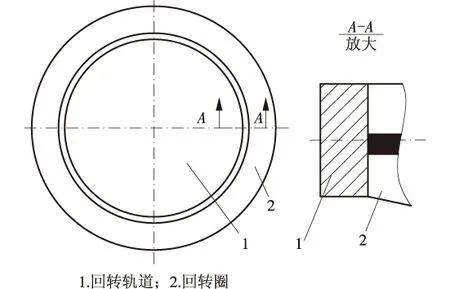
图1 传统回转轨道
2 某大型门座式起重机回转轨道的工艺性
某大型门座式起重机回转轨道的内径为8.4 m,回转圈外径达13.0 m。该大型门座式起重机回转轨道原设计采用了传统的整体加工和热处理方式,受制造厂生产条件和设备能力所限,要实施轨道与回转圈焊接后整体加工非常困难。如果采用先对轨道进行单独加工和热处理,然后再与回转圈装配焊接的处理方案,则极易因焊接变形和巨大的内应力而导致回转轨道精度超差、开裂甚至报废。在这种情况下,如果仍考虑整体加工,唯一的办法就是跨地区外协加工。如此庞大的结构件外协加工会大幅增加运输和制造成本,因此,对原设计回转轨道与回转圈的连接形式和加工工艺进行改进就变得非常必要。
3 改进措施
为了解决该大尺寸回转轨道无法和回转圈焊接后整体加工、热处理的问题,技术人员对该回转轨道的结构形式、加工工艺、受力模型进行了深入分析,并与原设计人员进行了全面探讨,经原设计人员同意,提出了如下改造方案:将原有的回转轨道分为内外2层,内层为活动轨道,外层为用来固定回转轨道的轨道基体,内外层通过沉头螺栓连接,如图2所示。轨道基体采取适当措施加固后单独整体加工,以确保基体内圈的加工精度,加工完成后与整体回转圈主结构装配焊接。可拆卸的活动轨道均分为若干份,热处理后分别加工,通过螺栓和抗剪块与轨道基体连接,抗剪块承受因滚轮摩擦而产生的载荷。
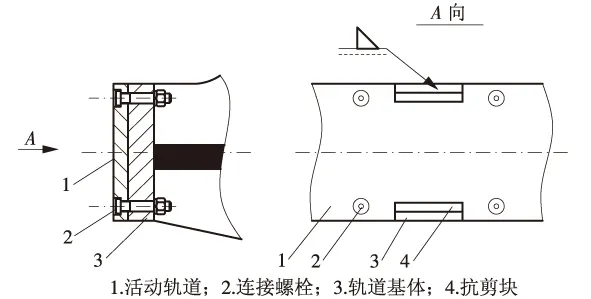
图2 新型回转轨道
该方案的核心是将原设计中回转轨道与回转圈焊接后整体加工转化成了轨道基体和活动轨道各自分别加工,自有的加工设备完全满足轨道和基体的加工需要。在轨道加工精度得到保证、满足使用要求的同时,不但降低了加工难度和加工成本,而且使轨道的维护保养和更换更加便利。
这种内外组合式的回转轨道克服了传统整体式回转轨道加工难度大、费用高、更换不便的缺点,回转轨道磨损后可很方便地拆卸更换,以保证起重机整机回转的平稳性和可靠性。新型回转轨道大大降低了大型门座式起重机的制造难度和制造成本,在确保制造精度的同时也使回转轨道的报废几率大大降低;同时,回转轨道的可拆卸方式也使整机的维护更加容易,延长了整机的使用寿命。
4 结束语
在造船厂及港口物流行业中,门座式起重机是一种极其常用而又非常重要的大型起重机械设备,起重设备的可靠运行及维护的便利性尤为重要。改进后的新型回转轨道经过实际应用,在运行的可靠性、平稳性以及更换的便利性方面都取得了非常满意的效果,值得推广应用。
参考文献:
[1]陈敢泽.新型门座起重机的特点与选型[J].港口装卸,2008(4):19-22.
[2]吴汉春. 60 t-35 m定柱式四连杆门座式起重机的研发[J].物流工程与管理,2013,35(7):172-173.
[3]叶燚玺.大型回转支承装置故障机理及故障诊断技术的研究[D].武汉:武汉理工大学,2005.
[4]严自勉.我国水利水电工程施工用轨道式回转起重机[C]//中国机械工程学会物料搬运学会第二届年会论文集.成都:中国机械工程学会物料搬运学会,1984.
[5]曹雪华.门座式起重机工艺应用研究[J].科技资讯,2012(13):102.
猜你喜欢
读者(2023年2期)2023-02-20 08:10:40
读者欣赏(2023年2期)2023-01-19 03:09:26
中国特种设备安全(2022年4期)2022-07-08 02:42:40
奥秘(2021年4期)2021-06-15 09:25:44
中国特种设备安全(2018年10期)2018-12-18 02:16:46
石油化工建设(2018年2期)2018-07-11 01:24:56
质量技术监督研究(2018年1期)2018-03-26 08:04:32
质量技术监督研究(2017年4期)2017-05-07 13:32:06
船舶标准化工程师(2015年5期)2015-12-03 11:00:24
机电信息(2015年6期)2015-02-27 15:55:12